You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Powder Coating ProcedureDocument2 pagesPowder Coating Procedureshrikanth5singh100% (2)
- DCIEM Dive ManualDocument187 pagesDCIEM Dive ManualRobert FrankNo ratings yet
- CMI Level 7 ExamplesDocument8 pagesCMI Level 7 ExamplesRay FaiersNo ratings yet
- Asme - Stress Classification Lines Straight Through SingularitiesDocument10 pagesAsme - Stress Classification Lines Straight Through SingularitiesRay FaiersNo ratings yet
- Tube Pressure CalculatorDocument4 pagesTube Pressure CalculatorRay FaiersNo ratings yet
- Material Data Sheet: Tufnol WhaleDocument3 pagesMaterial Data Sheet: Tufnol WhaleRay FaiersNo ratings yet
- Annealing - Chemical TestDocument6 pagesAnnealing - Chemical TestRay FaiersNo ratings yet
- STRESS STRAIN MODEL V2 - AluminumDocument11 pagesSTRESS STRAIN MODEL V2 - AluminumRay FaiersNo ratings yet
- Guide To AnnealingDocument3 pagesGuide To AnnealingRay FaiersNo ratings yet
- The Materials Analyst, Part 23 - Stress Cracking - How To Avoid This KillDocument4 pagesThe Materials Analyst, Part 23 - Stress Cracking - How To Avoid This KillRay FaiersNo ratings yet
- Analysis of Polycarbonate Stress Cracking and Cleaning Solvent Compatibility With Telephone Components Such As Terminal Blocks and ConnectionsDocument3 pagesAnalysis of Polycarbonate Stress Cracking and Cleaning Solvent Compatibility With Telephone Components Such As Terminal Blocks and ConnectionsRay FaiersNo ratings yet
- Zyg Anodic Index PDFDocument3 pagesZyg Anodic Index PDFRay FaiersNo ratings yet
- Solidworks Non Linear Tips and TricksDocument1 pageSolidworks Non Linear Tips and TricksRay FaiersNo ratings yet
- vs2 Speciality Products Catalogue Lo Res PDFDocument71 pagesvs2 Speciality Products Catalogue Lo Res PDFRay FaiersNo ratings yet
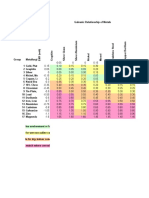
- Galvanic Relationship of MetalsDocument2 pagesGalvanic Relationship of MetalsRay FaiersNo ratings yet
- Hallstar Stresscracking Resistance of PolycarbonateDocument9 pagesHallstar Stresscracking Resistance of PolycarbonateRay FaiersNo ratings yet
- Circlip Data PDFDocument6 pagesCirclip Data PDFRay FaiersNo ratings yet
- ANSYS ConvergenceDocument24 pagesANSYS ConvergenceRay FaiersNo ratings yet
- Ta Elastomer Cure DatesDocument3 pagesTa Elastomer Cure DatesRay FaiersNo ratings yet
- Zero PivotDocument5 pagesZero PivotRay FaiersNo ratings yet
- LS-PrePost Intro 2016Document138 pagesLS-PrePost Intro 2016Ray FaiersNo ratings yet
- What Is The Singularity Elimination FactorDocument2 pagesWhat Is The Singularity Elimination FactorRay FaiersNo ratings yet
- CorrectionsDocument1 pageCorrectionsRay FaiersNo ratings yet
- ANSYS Fluent Theory GuideDocument814 pagesANSYS Fluent Theory GuideEnrique Flores100% (2)
- ISO Tolerances: Nominal Dimension Tolerance Zone in MM (External Measurements) Over To m6 h6 h8 h10 h11 h13 h14 h15 h16Document3 pagesISO Tolerances: Nominal Dimension Tolerance Zone in MM (External Measurements) Over To m6 h6 h8 h10 h11 h13 h14 h15 h16Bill WhiteNo ratings yet
- Advanced COMPOSITE METERIALSDocument2 pagesAdvanced COMPOSITE METERIALSgangadharmlNo ratings yet
- Grit Comparison 07-23-09Document3 pagesGrit Comparison 07-23-09lamebmxNo ratings yet
- Defect-TrainingDocument16 pagesDefect-TrainingSubhash100% (1)
- METSO DOA Dimesion ReportDocument8 pagesMETSO DOA Dimesion ReportNaresh KumarNo ratings yet
- Xtra ReportDocument9 pagesXtra ReportStjepan CrnkovićNo ratings yet
- Vacuum TableDocument2 pagesVacuum Tableİlyas HamdiyevNo ratings yet
- Diving ProcedureDocument7 pagesDiving ProcedureSurendar KhambraNo ratings yet
- Scotchkote Coatings BrochureDocument8 pagesScotchkote Coatings BrochureDarren PerryNo ratings yet
- Ancillary Materials Used in PackagingDocument6 pagesAncillary Materials Used in PackagingkuldeepakpandeyNo ratings yet
- K110En SpesificationDocument2 pagesK110En SpesificationGreg SanjayaNo ratings yet
- Foundry Notes by ShiftyDocument22 pagesFoundry Notes by ShiftyRaiyan Shifty100% (1)
- Aisi D2: Cold Work Tool SteelDocument7 pagesAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoNo ratings yet
- 3DPD Company ProfileDocument29 pages3DPD Company ProfileAnuj GargNo ratings yet
- Practice Test Math 7Document49 pagesPractice Test Math 7Rima SrinivasanNo ratings yet
- Company ProfileDocument12 pagesCompany ProfilePankaj PatelNo ratings yet
- CPSD-Designing EAP CoursesDocument20 pagesCPSD-Designing EAP CoursesRobert RobertNo ratings yet
- Sheet Metal Forming ProcessesDocument41 pagesSheet Metal Forming ProcessesSumairNo ratings yet
- YG Feed Mill ENMX - Leaflet - IndiaDocument2 pagesYG Feed Mill ENMX - Leaflet - IndiaPUNIT BUTANINo ratings yet
- 17 185 Toricone 01 - R0Document5 pages17 185 Toricone 01 - R0Agni DuttaNo ratings yet
- Limits, Fits and TolerancesDocument4 pagesLimits, Fits and Tolerancessimalaravi100% (1)
- Weld RepairsDocument40 pagesWeld Repairsவிஷ்ணு ராஜசெல்வன்No ratings yet
- 529 G TungBoreMiniDocument20 pages529 G TungBoreMiniSven TackNo ratings yet
- AG FBE REPAIR S1401 REV5 Feb10Document3 pagesAG FBE REPAIR S1401 REV5 Feb10Ahmed FodaNo ratings yet
- 250+ Top Mcqs On Types of Fluidization Operations and AnswersDocument6 pages250+ Top Mcqs On Types of Fluidization Operations and AnswersGech MNo ratings yet
- 34 CR Mo 4Document2 pages34 CR Mo 4ceca nikolicNo ratings yet
- Standar Undercut PorosDocument5 pagesStandar Undercut PorosRiska DamayantiNo ratings yet
- Experiment 6 Effect of Tempering Temperature and Time On Properties of Quench Hardened Steel.Document2 pagesExperiment 6 Effect of Tempering Temperature and Time On Properties of Quench Hardened Steel.Anisha ShafikhaNo ratings yet