You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CMI Level 7 Career Development PlanningDocument8 pagesCMI Level 7 Career Development PlanningRay FaiersNo ratings yet
- STRESS STRAIN MODEL V2 - AluminumDocument11 pagesSTRESS STRAIN MODEL V2 - AluminumRay FaiersNo ratings yet
- Novel Coronavirus ManualDocument53 pagesNovel Coronavirus ManualXuân Giang NguyễnNo ratings yet
- Hallstar Stresscracking Resistance of PolycarbonateDocument9 pagesHallstar Stresscracking Resistance of PolycarbonateRay FaiersNo ratings yet
- Tube Pressure CalculatorDocument4 pagesTube Pressure CalculatorRay FaiersNo ratings yet
- Tufnol Whale SRBF Material DataDocument3 pagesTufnol Whale SRBF Material DataRay FaiersNo ratings yet
- Guide To AnnealingDocument3 pagesGuide To AnnealingRay FaiersNo ratings yet
- The Materials Analyst, Part 23 - Stress Cracking - How To Avoid This KillDocument4 pagesThe Materials Analyst, Part 23 - Stress Cracking - How To Avoid This KillRay FaiersNo ratings yet
- Solidworks Non Linear Tips and TricksDocument1 pageSolidworks Non Linear Tips and TricksRay FaiersNo ratings yet
- Standard Internal Circlips GuideDocument6 pagesStandard Internal Circlips GuideRay FaiersNo ratings yet
- Momi Table PDFDocument1 pageMomi Table PDFEbru Önlü DuralNo ratings yet
- Ta Elastomer Cure DatesDocument3 pagesTa Elastomer Cure DatesRay FaiersNo ratings yet
- ORING Hand Book Handbook PDFDocument229 pagesORING Hand Book Handbook PDFBandarSWCC100% (1)
- Analysis of Polycarbonate Stress Cracking and Cleaning Solvent Compatibility With Telephone Components Such As Terminal Blocks and ConnectionsDocument3 pagesAnalysis of Polycarbonate Stress Cracking and Cleaning Solvent Compatibility With Telephone Components Such As Terminal Blocks and ConnectionsRay FaiersNo ratings yet
- vs2 Speciality Products Catalogue Lo Res PDFDocument71 pagesvs2 Speciality Products Catalogue Lo Res PDFRay FaiersNo ratings yet
- SolidWorks Simulation - Avoiding SingularitiesDocument6 pagesSolidWorks Simulation - Avoiding SingularitiesAnonymous P8Bt46mk5INo ratings yet
- Zyg Anodic Index PDFDocument3 pagesZyg Anodic Index PDFRay FaiersNo ratings yet
- LM6Document55 pagesLM6Kaio Dos Santos SilvaNo ratings yet
- Parker O-Ring HandbookDocument287 pagesParker O-Ring Handbookhlusk9neogas100% (4)
- 19 Rack DesignGuideDocument12 pages19 Rack DesignGuideRay FaiersNo ratings yet
- BucklingDocument6 pagesBucklingZiyad12No ratings yet
- Mesh Controls Guide - 50 PagesDocument51 pagesMesh Controls Guide - 50 PagesFernando MarquezNo ratings yet
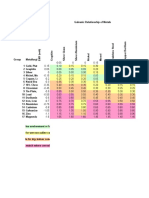
- Galvanic Relationship of MetalsDocument2 pagesGalvanic Relationship of MetalsRay FaiersNo ratings yet
- Screw TorqueDocument1 pageScrew TorqueRay FaiersNo ratings yet
- Galvanic Corrosion Chart ExplainedDocument1 pageGalvanic Corrosion Chart Explainedakalp1005No ratings yet
- DNV Bolts Failure Analisys Marine ApplicationDocument34 pagesDNV Bolts Failure Analisys Marine ApplicationBrian Chmeisse100% (2)
- ANSYS ConvergenceDocument24 pagesANSYS ConvergenceRay FaiersNo ratings yet
- Torque SettingsDocument1 pageTorque SettingsRay FaiersNo ratings yet
- Euler S BucklingDocument6 pagesEuler S BucklingRay FaiersNo ratings yet