You might also like
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Key Factors For Successful Solar Construction White Paper Burns Mcdonnell 10822Document6 pagesKey Factors For Successful Solar Construction White Paper Burns Mcdonnell 10822Dilip79No ratings yet
- Cyclic Steam Stimulation Operational Feasibility EvaluationDocument4 pagesCyclic Steam Stimulation Operational Feasibility EvaluationEuler CauchiNo ratings yet
- Revamps and Retrofits - A Path To Evergreen FacilitiesDocument3 pagesRevamps and Retrofits - A Path To Evergreen FacilitiesBramJanssen76No ratings yet
- NHBC Standards 2011 Ancillary Technologies Part 3Document6 pagesNHBC Standards 2011 Ancillary Technologies Part 3Pint EraNo ratings yet
- 2011.12 PG International - Las Vegas - Advanced SNCR TechnologyDocument36 pages2011.12 PG International - Las Vegas - Advanced SNCR TechnologylightsonsNo ratings yet
- Methodology Development For New Small Hydro Technology Assessment and SelectionDocument6 pagesMethodology Development For New Small Hydro Technology Assessment and SelectionVkNo ratings yet
- Divided Wall Column 498Document3 pagesDivided Wall Column 498GeorgeNo ratings yet
- Earthing Design Challenges and Opportunities For Utility Scale Solar PVDocument6 pagesEarthing Design Challenges and Opportunities For Utility Scale Solar PVshehan.defonsekaNo ratings yet
- Piping Design Guide: Reliance Engineering Associates Private LimitedDocument6 pagesPiping Design Guide: Reliance Engineering Associates Private Limitedrishit_aNo ratings yet
- Optimised Turbine Foundation Design - Loubser Jacobs - SEMC 2016Document6 pagesOptimised Turbine Foundation Design - Loubser Jacobs - SEMC 2016Peter LoubserNo ratings yet
- Chap 39 PDFDocument20 pagesChap 39 PDFnelson escuderoNo ratings yet
- Chap 37 PDFDocument18 pagesChap 37 PDFnelson escuderoNo ratings yet
- Er - 1110 2 8159Document5 pagesEr - 1110 2 8159sharethefilesNo ratings yet
- Simulation of Air Flow in The Typical Boiler Windbox SegmentsDocument12 pagesSimulation of Air Flow in The Typical Boiler Windbox SegmentsfirmanNo ratings yet
- Boiler Replacement C WuDocument146 pagesBoiler Replacement C WuSamuel Getaneh TNo ratings yet
- Retrospective Commissioning: White PaperDocument10 pagesRetrospective Commissioning: White PaperxicolocoNo ratings yet
- Understanding SCORS RatingsDocument5 pagesUnderstanding SCORS RatingsGabriel MacaulayNo ratings yet
- QT1-TQ-ME-0007 - Water Supply of Dust Suppression For CHSDocument2 pagesQT1-TQ-ME-0007 - Water Supply of Dust Suppression For CHSTrần Quang MinhNo ratings yet
- Brief - DA5 - 1314 Annotated PDFDocument2 pagesBrief - DA5 - 1314 Annotated PDFJohn westNo ratings yet
- Appendix 2CDocument159 pagesAppendix 2Crmm99rmm99No ratings yet
- Upgra & RetrofitsDocument8 pagesUpgra & RetrofitsKR PANo ratings yet
- 11-7579-WP Pipeline Hydraulics D PDFDocument15 pages11-7579-WP Pipeline Hydraulics D PDFLucas WalkerNo ratings yet
- Gas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFDocument9 pagesGas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFEnary SalernoNo ratings yet
- Paper - Chevron Natural Gas Carbon Capture Technology Testing ProjectDocument10 pagesPaper - Chevron Natural Gas Carbon Capture Technology Testing ProjectendosporaNo ratings yet
- Airbase 4877Document12 pagesAirbase 4877Nandan RajeNo ratings yet
- Water: Submerged Wall Instead of A Penstock Shutoff Valve-Alternative Protection As Part of A RefurbishmentDocument17 pagesWater: Submerged Wall Instead of A Penstock Shutoff Valve-Alternative Protection As Part of A RefurbishmentUrvasi Vandana TalapalaNo ratings yet
- Microeolic Turbines in The Built Environment in Uence of The Installation Site On The Potential Energy YieldDocument12 pagesMicroeolic Turbines in The Built Environment in Uence of The Installation Site On The Potential Energy YieldArnas MAJUMDERNo ratings yet
- 10 - Distillation Revamp Pitfalls To AvoidDocument8 pages10 - Distillation Revamp Pitfalls To AvoidRenato GilbonioNo ratings yet
- Wind Power Plant Collector System Design - SCRDocument7 pagesWind Power Plant Collector System Design - SCRLuis FebresNo ratings yet
- Equipment Piping LayoutDocument39 pagesEquipment Piping Layoutlatshare100% (2)
- STRUCTURAL DESIGN USING THE ROLLER-COMPACTED 1110-2-343 UsaceDocument23 pagesSTRUCTURAL DESIGN USING THE ROLLER-COMPACTED 1110-2-343 UsacetonykebbeNo ratings yet
- E113S-KTPS-T0301-04-Pit and Drain Channel Plan - CSDocument8 pagesE113S-KTPS-T0301-04-Pit and Drain Channel Plan - CSWaheed AhmadNo ratings yet
- 2001 2FCCCyclones avitalelementinprofitabilityPTQDocument7 pages2001 2FCCCyclones avitalelementinprofitabilityPTQduraid ahmadNo ratings yet
- Nitric Acid 2000Document10 pagesNitric Acid 2000harikeshrl5477No ratings yet
- FabricationErection of BuildingsDocument17 pagesFabricationErection of BuildingsMihajloDjurdjevicNo ratings yet
- Aspects of Transformer Fires in BrazilDocument12 pagesAspects of Transformer Fires in BrazilHarris UrikaNo ratings yet
- 1238 Francis Runners e PDFDocument10 pages1238 Francis Runners e PDFFolpoNo ratings yet
- FCC Profitability Assessment Via Advanced ModelingDocument10 pagesFCC Profitability Assessment Via Advanced Modelingsaleh4060No ratings yet
- Experimental Model of Industrial Fire Tube BoilerDocument11 pagesExperimental Model of Industrial Fire Tube BoilerVignesh AlagesanNo ratings yet
- Performance Based Durability Design of A Bored Tunnel With Concrete LiningDocument10 pagesPerformance Based Durability Design of A Bored Tunnel With Concrete LiningHarold TaylorNo ratings yet
- 1 s2.0 S0306261923000740 MainDocument21 pages1 s2.0 S0306261923000740 MainPei LiuNo ratings yet
- Industrial BuildingsDocument6 pagesIndustrial BuildingsAngel J. AliceaNo ratings yet
- Rica-Fsp-Revised Oct 2020 v2 - Final RDT 27.10.2020Document92 pagesRica-Fsp-Revised Oct 2020 v2 - Final RDT 27.10.2020Rangga Pratama PutraNo ratings yet
- Lehmann Et Al 2013 PDFDocument13 pagesLehmann Et Al 2013 PDFJack HamiltonNo ratings yet
- Combustion DevicesDocument12 pagesCombustion DevicesAshwel RoyNo ratings yet
- Technical Considerations For Geothermal Power Plant Designs: Keywords: Plant Design, Engineering, Project DevelopmentDocument3 pagesTechnical Considerations For Geothermal Power Plant Designs: Keywords: Plant Design, Engineering, Project Developmentmariamahmoud870No ratings yet
- 22ATCE SPE 210295 MS GeothermalEnergy v2Document11 pages22ATCE SPE 210295 MS GeothermalEnergy v2KattFighterNo ratings yet
- Abb 13e2 GT24 1997Document11 pagesAbb 13e2 GT24 1997atfrost4638No ratings yet
- Update To NCh2369 - Wind Energy Industry Impact StatementDocument3 pagesUpdate To NCh2369 - Wind Energy Industry Impact StatementKoke Colil BenaventeNo ratings yet
- Irjet V7i6974Document9 pagesIrjet V7i6974mohamed.saih7128No ratings yet
- Light - Rotor - The 10-MW Reference Wind TurbinDocument11 pagesLight - Rotor - The 10-MW Reference Wind TurbinTakaya SakuraiNo ratings yet
- Taking GTL Forward - Engineering A Gas-To-Liquids ProjectDocument4 pagesTaking GTL Forward - Engineering A Gas-To-Liquids ProjectNicolás OjedaNo ratings yet
- Elastic Energy Proportional Edge Computing Infrastructure Solution Brief 793758v1Document13 pagesElastic Energy Proportional Edge Computing Infrastructure Solution Brief 793758v1Lakad ChowdhuryNo ratings yet
- Modern Specification of Driven Pile Work: Richard CheneyDocument8 pagesModern Specification of Driven Pile Work: Richard CheneymtNo ratings yet
- Aspects of Wind Power Plant Collector Network Layout and Control ArchitectureDocument7 pagesAspects of Wind Power Plant Collector Network Layout and Control ArchitecturemalecorzoNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Valve Schedule Oil PPGDocument49 pagesValve Schedule Oil PPGapi-19986783No ratings yet
- Six Sigma in PSSRDocument2 pagesSix Sigma in PSSRapi-19986783No ratings yet
- Scaph Duct FdfanDocument1 pageScaph Duct Fdfanapi-19986783No ratings yet
- Shell BoilerDocument2 pagesShell Boilerapi-19986783100% (1)
- Scaph&duct FdfanDocument1 pageScaph&duct Fdfanapi-19986783No ratings yet
- SuperCritical Boiler-1Document45 pagesSuperCritical Boiler-1api-19986783100% (2)
- Repodrum 1 ADocument10 pagesRepodrum 1 Aapi-19986783No ratings yet
- PPS VVIDocument22 pagesPPS VVIapi-19986783No ratings yet
- Plan Over Eco.Document1 pagePlan Over Eco.api-19986783No ratings yet
- Loc. of Furnace OpeningsDocument1 pageLoc. of Furnace Openingsapi-19986783No ratings yet
- PPAdrg 500mwDocument1 pagePPAdrg 500mwapi-19986783No ratings yet
- PPA01Document55 pagesPPA01api-199867830% (1)
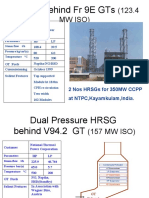
- Hrsgs Behind FR 9E GTS: (123.4 MW Iso)Document20 pagesHrsgs Behind FR 9E GTS: (123.4 MW Iso)api-19986783100% (1)
- List of Industrial EqptDocument51 pagesList of Industrial Eqptapi-19986783No ratings yet
- BR 1720Document7 pagesBR 1720api-19986783No ratings yet
- Hrsgs Behind FR 9E GTS: (123.4 MW Iso)Document20 pagesHrsgs Behind FR 9E GTS: (123.4 MW Iso)api-19986783100% (1)
- HEATERDocument20 pagesHEATERapi-19986783No ratings yet
- DDPOWSECDocument61 pagesDDPOWSECapi-19986783No ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Ecoltsh Handl.Document21 pagesEcoltsh Handl.api-19986783No ratings yet
- CoalDocument25 pagesCoalapi-19986783No ratings yet
- Boilermakers Master Portion 2004Document39 pagesBoilermakers Master Portion 2004api-19986783No ratings yet
- Boiler Hydrotest and PreservationDocument21 pagesBoiler Hydrotest and Preservationapi-19986783No ratings yet
- Boiler Pr. PartsDocument74 pagesBoiler Pr. Partsapi-19986783100% (5)
- Pioneer pdp-424mv Pdp-42mve1 (ET)Document122 pagesPioneer pdp-424mv Pdp-42mve1 (ET)Manuel PeraltaNo ratings yet
- Priorities For Access To HealthDocument25 pagesPriorities For Access To HealthsvpadillaNo ratings yet
- Surface Finish StandardDocument3 pagesSurface Finish StandardvinodmysoreNo ratings yet
- KPODocument18 pagesKPOjohnrichardjasmineNo ratings yet
- Acetic 2520acid 2520 Energy 2520balanceDocument6 pagesAcetic 2520acid 2520 Energy 2520balancembeni0751No ratings yet
- Solaris 10 Boot ProcessDocument14 pagesSolaris 10 Boot Processtejasn1000No ratings yet
- 06 NetNumen U31 System DescriptionDocument39 pages06 NetNumen U31 System Descriptionمحيي الدين الكميشى100% (1)
- 4wd SystemDocument31 pages4wd SystemManuales Transmisiones AutomaticasNo ratings yet
- Fuel & Ignition System Engine VolvoDocument1 pageFuel & Ignition System Engine VolvoImran MehboobNo ratings yet
- AMAZONE ZA-F 604 Uputstvo Za Koristenje I OdrzavanjeDocument32 pagesAMAZONE ZA-F 604 Uputstvo Za Koristenje I OdrzavanjeIvonaLepir100% (1)
- Strategic Management: Internal AssessmentDocument33 pagesStrategic Management: Internal AssessmentSAEID RAHMAN100% (1)
- Tkinter GUI Programming by ExampleDocument374 pagesTkinter GUI Programming by ExampleArphan Desoja100% (5)
- Russian Codes: Catalog of Regulations Available To OrderDocument2 pagesRussian Codes: Catalog of Regulations Available To OrderHpafin54No ratings yet
- CHAPTER 2 Eff Comm ModelsDocument9 pagesCHAPTER 2 Eff Comm ModelsSubhash SoniNo ratings yet
- Syed Saddam Kazmi: Career ObjectivesDocument3 pagesSyed Saddam Kazmi: Career Objectiveslike saddamNo ratings yet
- Oscilloscope Lab Manual11Document16 pagesOscilloscope Lab Manual11DM RafiunNo ratings yet
- ConnectorsDocument3 pagesConnectorsmatrixworld20No ratings yet
- BTW-ST300MW Pure Sine Wave Inverter ManualDocument15 pagesBTW-ST300MW Pure Sine Wave Inverter ManualCarlos ZubietaNo ratings yet
- Installation Operation Maintenance 7200CB en USDocument140 pagesInstallation Operation Maintenance 7200CB en USEleno RibeiroNo ratings yet
- Time Impact Analysis by BrewerConsultingDocument3 pagesTime Impact Analysis by BrewerConsultingAAKNo ratings yet
- Cabezas de Rotulas-RotulasDocument64 pagesCabezas de Rotulas-RotulasFRANCISCO100% (1)
- (The M.I.T. Introductory Physics Series) A. P French - Vibrations and Waves-Norton (1971)Document9 pages(The M.I.T. Introductory Physics Series) A. P French - Vibrations and Waves-Norton (1971)Simran GiriNo ratings yet
- Document 1Document14 pagesDocument 1bismarckandresNo ratings yet
- Flowable-Fill Final 03-2006Document22 pagesFlowable-Fill Final 03-2006Hector Alberto Garcia LopezNo ratings yet
- SB658Document3 pagesSB658ricardo novoa saraviaNo ratings yet
- Iare WCN Tutorial Question BankDocument7 pagesIare WCN Tutorial Question BankVigneshNo ratings yet
- Server and Workstation AdministrationDocument454 pagesServer and Workstation AdministrationScott CarneyNo ratings yet
- Checklists 4yrDocument2 pagesChecklists 4yrKarla TreviñoNo ratings yet
- Power GenerationDocument34 pagesPower GenerationTaufiq AkbarNo ratings yet