You might also like
- Application of The 3D Inverse Design Method in RevDocument19 pagesApplication of The 3D Inverse Design Method in RevIndra DjodikusumoNo ratings yet
- Design and Analysis of Centrifugal Pump Impeller Using CFD Analysis IJERTCONV5IS07017Document6 pagesDesign and Analysis of Centrifugal Pump Impeller Using CFD Analysis IJERTCONV5IS07017VSNo ratings yet
- 035 TT015Document4 pages035 TT015Behailu FelekeNo ratings yet
- Welcome To International Journal of Engineering Research and Development (IJERD)Document5 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- 3-Development of Francis Turbine by CFDDocument9 pages3-Development of Francis Turbine by CFDBehailu FelekeNo ratings yet
- Mechanical Design Aspects for High-Performance Agitated ReactorsDocument11 pagesMechanical Design Aspects for High-Performance Agitated ReactorsgpcshfNo ratings yet
- Structural Analysis of Micro Turbine by Using CFD Dr.R.Rajappan, K ChandrasekarDocument8 pagesStructural Analysis of Micro Turbine by Using CFD Dr.R.Rajappan, K ChandrasekarSaad Al HelyNo ratings yet
- Design and CFD Analysis of Centrifugal Pump IJERTCONV9IS10007Document5 pagesDesign and CFD Analysis of Centrifugal Pump IJERTCONV9IS10007muhammad faisalNo ratings yet
- Nirma University Conference Paper on Computational Fluid Dynamics Analysis of Split Case Pump DesignDocument4 pagesNirma University Conference Paper on Computational Fluid Dynamics Analysis of Split Case Pump DesignHasan AdelNo ratings yet
- Wu (2007) - CFD - Based Design Optimization For Hydro TurbinesDocument10 pagesWu (2007) - CFD - Based Design Optimization For Hydro TurbinesHorácioNo ratings yet
- Hydroprocessing DepropanizerDocument12 pagesHydroprocessing DepropanizerSathish KumarNo ratings yet
- Raef Kobeissi Mechanical EngineerDocument10 pagesRaef Kobeissi Mechanical EngineerRaef kobeissiNo ratings yet
- B.E PROJECT: Analysis & Optimisation of Blower: SynopsisDocument2 pagesB.E PROJECT: Analysis & Optimisation of Blower: SynopsisKaustubh PetheNo ratings yet
- High Power Francis Runner - Upgrade With A New Design RunnerDocument7 pagesHigh Power Francis Runner - Upgrade With A New Design RunnerChristopher GarciaNo ratings yet
- AHS2011 HECC Design Final PDFDocument15 pagesAHS2011 HECC Design Final PDFKarl GlorstadNo ratings yet
- Axial Flow Turbine Aerodynamic Shape DesignoptimizationDocument11 pagesAxial Flow Turbine Aerodynamic Shape Designoptimizationntik 23No ratings yet
- Jsir 72 (6) 373-378Document6 pagesJsir 72 (6) 373-378mghgolNo ratings yet
- International Journal of Materials, Mechanics and Manufacturing, Vol. 1, No. 2, May 2013Document4 pagesInternational Journal of Materials, Mechanics and Manufacturing, Vol. 1, No. 2, May 2013jguzman-3No ratings yet
- Energies 15 04266Document19 pagesEnergies 15 04266CHAVHAN NAYANNo ratings yet
- Design of Hydromechanical Component For Sustainability of Hydropower Structures: A Case Study of Bifurcation For Daraudi Khola Hydropower Project, NepalDocument10 pagesDesign of Hydromechanical Component For Sustainability of Hydropower Structures: A Case Study of Bifurcation For Daraudi Khola Hydropower Project, NepalRaviKoiralaNo ratings yet
- Design Optimization of An Axial Flow Compressor For Industrial Gas TurbineDocument8 pagesDesign Optimization of An Axial Flow Compressor For Industrial Gas TurbinealiNo ratings yet
- Optimizing Engine Oil Cooling in Textile Mills: A Twisted Shell and Tube Heat Exchanger ApproachDocument42 pagesOptimizing Engine Oil Cooling in Textile Mills: A Twisted Shell and Tube Heat Exchanger ApproachKhan Yishtiaq RaatulNo ratings yet
- ExcavatorDocument10 pagesExcavatorAnonymous OfU0JSNo ratings yet
- Optimizing Impeller Geometry For Performance Enhancement of A Centrífugal Pump PDFDocument19 pagesOptimizing Impeller Geometry For Performance Enhancement of A Centrífugal Pump PDFEnrique Javier González HenríquezNo ratings yet
- CFD Analysis For Estimation of Efficiency of Low-Pressure Steam TurbineDocument4 pagesCFD Analysis For Estimation of Efficiency of Low-Pressure Steam TurbineaminardakaniNo ratings yet
- A Practical Design Approach To Improve TheDocument16 pagesA Practical Design Approach To Improve Thesalty soldier mainNo ratings yet
- Conceptual Design Optimization of Francis TurbinesDocument11 pagesConceptual Design Optimization of Francis TurbinesJun GWan ParkNo ratings yet
- A Survey of Concepts For Electric Propulsion in Conventional & Ice Breaking OSVsDocument19 pagesA Survey of Concepts For Electric Propulsion in Conventional & Ice Breaking OSVsThomas StNo ratings yet
- Energies: Comparison of Two Single Stage Low-Pressure Rotary Lobe Expander Geometries in Terms of OperationDocument13 pagesEnergies: Comparison of Two Single Stage Low-Pressure Rotary Lobe Expander Geometries in Terms of OperationabhairulzNo ratings yet
- Development of Francis Turbine Using CFDDocument40 pagesDevelopment of Francis Turbine Using CFDaashish386No ratings yet
- Akin CFD 2014Document6 pagesAkin CFD 2014sousouNo ratings yet
- CFD Analysis of R404A Reciprocating Compressor DesignDocument7 pagesCFD Analysis of R404A Reciprocating Compressor DesignSami ThirunavukkarasuNo ratings yet
- Virtual HydraulicsDocument8 pagesVirtual Hydraulicsgplese0100% (1)
- IC CFD AnalysisDocument6 pagesIC CFD Analysispuyang48No ratings yet
- Hydraulic Excavator ThesisDocument6 pagesHydraulic Excavator Thesisafknyfene100% (2)
- Computational Fluid DynamicsDocument4 pagesComputational Fluid DynamicsperrychemNo ratings yet
- FluidFlow3 Business Case For PurchaseDocument16 pagesFluidFlow3 Business Case For PurchaseHGuruGuruHNo ratings yet
- CFD JD SampleDocument5 pagesCFD JD SampleSariya VNo ratings yet
- CFD Applications in Process Industry DesignDocument10 pagesCFD Applications in Process Industry DesigndkrnambiarNo ratings yet
- Lessons Learned As oDocument4 pagesLessons Learned As oDeepak GoyalNo ratings yet
- Application of CFD For Analysis and Design of IC EnginesDocument56 pagesApplication of CFD For Analysis and Design of IC EnginesMohammad Abdul RazackNo ratings yet
- Conceptual Design Optimization of Francis TurbineDocument75 pagesConceptual Design Optimization of Francis Turbinedave chaudhuryNo ratings yet
- 30 14 00805 JinHyukKIM - Jan 2015 PDFDocument14 pages30 14 00805 JinHyukKIM - Jan 2015 PDFMohamed Amine AchouriNo ratings yet
- C0268071312 PDFDocument4 pagesC0268071312 PDFPrahlad SahuNo ratings yet
- Be1227 Inductica 2012 Paper MDL PDFDocument8 pagesBe1227 Inductica 2012 Paper MDL PDFRandhir SwarnkarNo ratings yet
- Reducing Tube Erosion in BoilersDocument4 pagesReducing Tube Erosion in BoilersRaj EaswarmoorthiNo ratings yet
- A Parametric Blade Design System - AndersDocument50 pagesA Parametric Blade Design System - Andersaxeem1No ratings yet
- Aradag2017 Article CFDBasedDesignOfA43MWFrancisTuDocument9 pagesAradag2017 Article CFDBasedDesignOfA43MWFrancisTuSalman BoghaniNo ratings yet
- 2012 Practical Strategies For Improved Cooling of Electrical Motors and Generators Dave Staton INDUCTICA TECHNICAL CONFERENCE PDFDocument8 pages2012 Practical Strategies For Improved Cooling of Electrical Motors and Generators Dave Staton INDUCTICA TECHNICAL CONFERENCE PDFuuur35No ratings yet
- CFDforCentrifugalPumpsA Review PDFDocument6 pagesCFDforCentrifugalPumpsA Review PDFAnonymous K48TgviNo ratings yet
- Asad ResumeDocument3 pagesAsad ResumeAsad AliNo ratings yet
- Shell and Tube Heat Exchanger Design Using CFD ToolsDocument4 pagesShell and Tube Heat Exchanger Design Using CFD ToolsChockalingam AthilingamNo ratings yet
- Computer-Aided Design Tool For GT Ventilation System DuctworksDocument10 pagesComputer-Aided Design Tool For GT Ventilation System DuctworkshgscanavinoNo ratings yet
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Computational Flow Modeling for Chemical Reactor EngineeringFrom EverandComputational Flow Modeling for Chemical Reactor EngineeringRating: 3 out of 5 stars3/5 (3)
- Optimization and Business Improvement Studies in Upstream Oil and Gas IndustryFrom EverandOptimization and Business Improvement Studies in Upstream Oil and Gas IndustryNo ratings yet
- IAHR2006 Paper234 Final PDFDocument15 pagesIAHR2006 Paper234 Final PDFFolpoNo ratings yet
- On Pressure Mode Shapes Arising From Rotor Stator InteractionsDocument13 pagesOn Pressure Mode Shapes Arising From Rotor Stator InteractionsFolpoNo ratings yet
- 1755-1315 12 1 012004Document10 pages1755-1315 12 1 012004gent_man42No ratings yet
- IAHR WG1 2006 Nicolet FinalDocument16 pagesIAHR WG1 2006 Nicolet FinalFolpoNo ratings yet
- Turbine Selection For Small Low Head Hydro PDFDocument20 pagesTurbine Selection For Small Low Head Hydro PDFFolpoNo ratings yet
- Impact of Startup Scheme On Francis Runner Life ExpectancyDocument9 pagesImpact of Startup Scheme On Francis Runner Life ExpectancyFolpoNo ratings yet
- Numerical Simulation of The Active Flow Control in TurbomachineryDocument22 pagesNumerical Simulation of The Active Flow Control in TurbomachineryFolpoNo ratings yet
- WJM20120100003 24332793 PDFDocument7 pagesWJM20120100003 24332793 PDFFolpoNo ratings yet
- Daneshkah (2010) - Parametric Design of A Francis Turbine (Método Inverso)Document11 pagesDaneshkah (2010) - Parametric Design of A Francis Turbine (Método Inverso)HorácioNo ratings yet
- Flores2012WJM20120100003 24332793 PDFDocument7 pagesFlores2012WJM20120100003 24332793 PDFFolpoNo ratings yet
- 34 Campian PDFDocument6 pages34 Campian PDFFolpoNo ratings yet
- Color Codes For Pipe Lines PDFDocument7 pagesColor Codes For Pipe Lines PDFtarang001No ratings yet
- Prediction of Scalable Loss in Francis Runners Of: T.Kitahora, J.Kurokawa, M.MatumotoDocument10 pagesPrediction of Scalable Loss in Francis Runners Of: T.Kitahora, J.Kurokawa, M.MatumotoFolpoNo ratings yet
- The CFD Prediction of The Dynamic Behavior of A Pump-TurbineDocument6 pagesThe CFD Prediction of The Dynamic Behavior of A Pump-TurbineFolpoNo ratings yet
- Hiweld™ Optimized Fabrication of Pelton Turbine Runners: Va Tech HydroDocument8 pagesHiweld™ Optimized Fabrication of Pelton Turbine Runners: Va Tech HydroFolpoNo ratings yet
- WJM20120100003 24332793 PDFDocument7 pagesWJM20120100003 24332793 PDFFolpoNo ratings yet
- Study of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfDocument4 pagesStudy of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfRishi PrakeshNo ratings yet
- Study of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfDocument4 pagesStudy of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfRishi PrakeshNo ratings yet
- Scientific Bulletin Analyzes Francis Turbine Runner Blade ThicknessDocument4 pagesScientific Bulletin Analyzes Francis Turbine Runner Blade ThicknessFolpoNo ratings yet
- HSS Francis PDFDocument7 pagesHSS Francis PDFFolpoNo ratings yet
- r2006 03 107Document5 pagesr2006 03 107aguirretoNo ratings yet
- IJFMS Map Paper FinalDocument10 pagesIJFMS Map Paper Finalgorot1No ratings yet
- IJFMS Map Paper FinalDocument10 pagesIJFMS Map Paper Finalgorot1No ratings yet
- Study of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfDocument4 pagesStudy of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfRishi PrakeshNo ratings yet
- A Review On Oscillatory Problems in Francis TurbinesDocument17 pagesA Review On Oscillatory Problems in Francis TurbinesiwhrwxNo ratings yet
- Francis TurbinDocument6 pagesFrancis TurbinengamrezzoNo ratings yet
- Hydraulic Machinery For Improvement of The Global Enviromental SystemDocument6 pagesHydraulic Machinery For Improvement of The Global Enviromental SystemFolpoNo ratings yet
- 215 Padurean PDFDocument4 pages215 Padurean PDFFolpoNo ratings yet
- 34 Campian PDFDocument6 pages34 Campian PDFFolpoNo ratings yet
- Review of Guyana's Social Education ProgramDocument6 pagesReview of Guyana's Social Education ProgramTineka Jagan CharlesNo ratings yet
- Chapter 5 PresentationDocument35 pagesChapter 5 PresentationSabeur Dammak100% (1)
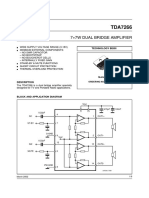
- Tda7266 PDFDocument9 pagesTda7266 PDFRenato HernandezNo ratings yet
- Piperack Design PhiloshipyDocument10 pagesPiperack Design PhiloshipyGautam PaulNo ratings yet
- Economics Not An Evolutionary ScienceDocument17 pagesEconomics Not An Evolutionary SciencemariorossiNo ratings yet
- Oven Nordson ElectronicDocument60 pagesOven Nordson ElectronicDanijela KoNo ratings yet
- HYDRAULICSDocument1 pageHYDRAULICSOrland Son FactorNo ratings yet
- (Architecture Ebook) Building Design and Construction HandbookDocument5 pages(Architecture Ebook) Building Design and Construction HandbookJESÚS GARCÍA PÉREZNo ratings yet
- Management Science PDFDocument131 pagesManagement Science PDFAngela Lei SanJuan BucadNo ratings yet
- This Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCDocument81 pagesThis Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCabcdNo ratings yet
- Characterization in Compound Semiconductor ProcessingDocument27 pagesCharacterization in Compound Semiconductor ProcessingMomentum PressNo ratings yet
- KiaOptima Seccion 002Document7 pagesKiaOptima Seccion 002Luis Enrique PeñaNo ratings yet
- Surface Wettability of Paper (Angle-of-Contact Method) : Standard Test Method ForDocument4 pagesSurface Wettability of Paper (Angle-of-Contact Method) : Standard Test Method ForfadjarNo ratings yet
- BITS Vulnerability Management Maturity ModelDocument19 pagesBITS Vulnerability Management Maturity ModelJack JacksonNo ratings yet
- Technical Report Writing For Ca2 ExaminationDocument6 pagesTechnical Report Writing For Ca2 ExaminationAishee DuttaNo ratings yet
- Maths Homework Project Year 4Document8 pagesMaths Homework Project Year 4afeuwbdev100% (1)
- I - Refracted EnergyDocument6 pagesI - Refracted EnergyAmmad Ali QureshiNo ratings yet
- 4.2 Force and Motion 1Document19 pages4.2 Force and Motion 1ammarsyahmiNo ratings yet
- Mcgill Thesis GuidelinesDocument5 pagesMcgill Thesis Guidelinesisabelleonorpaterson100% (2)
- MDP Module 2Document84 pagesMDP Module 2ADITYA RAJ CHOUDHARYNo ratings yet
- Filipinism 3Document3 pagesFilipinism 3Shahani Cel MananayNo ratings yet
- 2013 Sunchaser Brochure PDFDocument12 pages2013 Sunchaser Brochure PDFKelly SimpsonNo ratings yet
- The World in Which We Believe in Is The Only World We Live inDocument26 pagesThe World in Which We Believe in Is The Only World We Live inYusufMiddeyNo ratings yet
- Cover Letter and Resume for Electrical Engineer PositionDocument4 pagesCover Letter and Resume for Electrical Engineer Positiongrabani77No ratings yet
- Group Case Study: Premier Automotive Services LimitedDocument2 pagesGroup Case Study: Premier Automotive Services LimitedKryzel Jean Tumbaga ValdezNo ratings yet
- Guide To Equilibrium DialysisDocument29 pagesGuide To Equilibrium DialysisHaripriya SantoshNo ratings yet
- SMAN52730 - Wiring Diagram B11RaDocument58 pagesSMAN52730 - Wiring Diagram B11RaJonathan Nuñez100% (1)
- Gen Math Module 6 Solving Exponential Equation and Inequalities - 112920 PDFDocument18 pagesGen Math Module 6 Solving Exponential Equation and Inequalities - 112920 PDFMGrace P. VergaraNo ratings yet
- Vastu House PlanDocument187 pagesVastu House Planshilpa shahNo ratings yet
- Hanix h15b 2 h15b Plus 2 Service Manual Sept 09Document10 pagesHanix h15b 2 h15b Plus 2 Service Manual Sept 09vickie100% (41)