You might also like
- Low Frequency Vibration Analysis & Effects of AC CouplingDocument5 pagesLow Frequency Vibration Analysis & Effects of AC CouplingLasse HansenNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- A Review of Enveloping and Demodulation TechniquesDocument6 pagesA Review of Enveloping and Demodulation TechniquesMohamed WahidNo ratings yet
- Low Frequency EvaluationDocument13 pagesLow Frequency EvaluationthrillerxNo ratings yet
- Detect Machinery Faults by Using Peak VueDocument13 pagesDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
- Envelope AnalysisDocument9 pagesEnvelope AnalysisrfriosEPNo ratings yet
- Low Freq. Meas & gSEDocument13 pagesLow Freq. Meas & gSEsatya_chagantiNo ratings yet
- Dual Channel Phase - Crest Factor-Cascade-Run Up - LORDocument5 pagesDual Channel Phase - Crest Factor-Cascade-Run Up - LORMohd Asiren Mohd SharifNo ratings yet
- Autocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookDocument8 pagesAutocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookLe Thanh Hai100% (2)
- AMPLITUDE MODULATION Versus BEATSDocument5 pagesAMPLITUDE MODULATION Versus BEATSHaitham YoussefNo ratings yet
- Introduction To Time Wave Form AnalysisDocument19 pagesIntroduction To Time Wave Form Analysissaidha4568483No ratings yet
- Report On Prognosis of Faulty GearDocument20 pagesReport On Prognosis of Faulty GearShashi Bhushan GunjanNo ratings yet
- Envelope BearingDocument14 pagesEnvelope BearingHussein Razaq100% (1)
- Vibration Assessment Quiz To Determine Entry Vs Analysis IDocument2 pagesVibration Assessment Quiz To Determine Entry Vs Analysis IAhmad DanielNo ratings yet
- PeakvueDocument68 pagesPeakvueLe Thanh Hai100% (1)
- Centrifugal Fans Using Vibration Analysis To Detect ProblemsDocument3 pagesCentrifugal Fans Using Vibration Analysis To Detect ProblemsGivon Da Anneista100% (1)
- SKF - Tech Associates of CharlotteDocument57 pagesSKF - Tech Associates of Charlotteiatorres100% (4)
- Shock Pulse MeasuringDocument4 pagesShock Pulse MeasuringyancNo ratings yet
- Phase Analysis: Part 1Document27 pagesPhase Analysis: Part 1Shawn RuhlNo ratings yet
- Vibration Analysis For GearsDocument5 pagesVibration Analysis For GearsJaime Berry100% (1)
- ISO VA DocumentDocument20 pagesISO VA DocumentgsaiprasathNo ratings yet
- VibMatters Current IssueDocument19 pagesVibMatters Current IssueUsman JabbarNo ratings yet
- REDUCTION of The SKI SLOPE EFFECTDocument8 pagesREDUCTION of The SKI SLOPE EFFECTEnzo MarquesNo ratings yet
- Vibration Analysis of Gear Box.5-MilosprokoDocument3 pagesVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- Vibrationreferenceguide PDFDocument2 pagesVibrationreferenceguide PDFAngela Cely100% (1)
- Introduction To PeakvueDocument55 pagesIntroduction To PeakvuesebastianNo ratings yet
- Vibration SeverityDocument19 pagesVibration Severityanon_900141394No ratings yet
- Time Signal AnalyseDocument11 pagesTime Signal AnalyseManel Montesinos100% (1)
- Basics of VibrationDocument6 pagesBasics of VibrationChetan PrajapatiNo ratings yet
- Monitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005Document60 pagesMonitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005eko bagus sunaryo100% (2)
- Using PeakVue Plus Technology For Detecting Anti Friction Bearing FaultsDocument11 pagesUsing PeakVue Plus Technology For Detecting Anti Friction Bearing Faultseko bagus sunaryo100% (1)
- Vibration AnalysisDocument10 pagesVibration AnalysisYasser BayoumyNo ratings yet
- Diagnostic Techniques For Vibration Analysis of BearingsDocument9 pagesDiagnostic Techniques For Vibration Analysis of BearingsMohd Asiren Mohd Sharif100% (1)
- 2130 PPT PeakVueCaseDocument98 pages2130 PPT PeakVueCasesebastian100% (1)
- Phase MeasurementDocument5 pagesPhase Measurementuak107080No ratings yet
- Bump TestDocument123 pagesBump Testtylerdurdane100% (1)
- CM3141 en Bump Test ModuleDocument2 pagesCM3141 en Bump Test ModuleLuisSilvaNo ratings yet
- Order Analysis ToolkitDocument16 pagesOrder Analysis ToolkitManuel Enrique Salas FernándezNo ratings yet
- Bumptest 180410120817Document13 pagesBumptest 180410120817Daniel SolaresNo ratings yet
- Vib - Peakvue As Part ofDocument15 pagesVib - Peakvue As Part ofHatem Abdelrahman100% (3)
- CHAPTER 6 Resonance and Critical Speed TestingDocument31 pagesCHAPTER 6 Resonance and Critical Speed TestingHosam Abd Elkhalek67% (3)
- Vibration Analysis - Center of Electrical MachinesDocument12 pagesVibration Analysis - Center of Electrical MachinesmortezaNo ratings yet
- Condition Monitoring of Centrifugal Blower Using Vibration Analysis PDFDocument10 pagesCondition Monitoring of Centrifugal Blower Using Vibration Analysis PDFJose PradoNo ratings yet
- Chapter 10Document63 pagesChapter 10Hosam Abd Elkhalek100% (1)
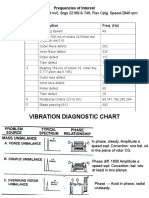
- Vibration Diagnostic Chart1Document16 pagesVibration Diagnostic Chart1Anand KumarNo ratings yet
- Rev.7 RBMview PDFDocument226 pagesRev.7 RBMview PDFLuis VizcardoNo ratings yet
- Vibration ChartDocument1 pageVibration Chartairframer1981No ratings yet
- Dynamic Absorber DesignDocument14 pagesDynamic Absorber DesignLarry Deem0% (1)
- CGL02 Blowers Report May 2009Document9 pagesCGL02 Blowers Report May 2009Hosam Abd Elkhalek100% (1)
- Advanced Vibration Analysis TechniquesDocument324 pagesAdvanced Vibration Analysis Techniquesharikrishnanpd3327No ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Case Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerFrom EverandCase Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerRating: 4.5 out of 5 stars4.5/5 (3)
- Forsthoffer’s Component Condition MonitoringFrom EverandForsthoffer’s Component Condition MonitoringRating: 4 out of 5 stars4/5 (2)
- Vibration Analysis of Centrifugal FansDocument18 pagesVibration Analysis of Centrifugal FansMohd Asiren Mohd Sharif100% (4)
- Whirl WhipDocument6 pagesWhirl WhipoashourNo ratings yet
- Analyzing Gearbox Degradation Using Time-Frequency Signature AnalysisDocument13 pagesAnalyzing Gearbox Degradation Using Time-Frequency Signature AnalysisMohd Asiren Mohd Sharif100% (1)
- Frequency Fundamentals: in Machinery VibrationsDocument15 pagesFrequency Fundamentals: in Machinery VibrationsMohd Asiren Mohd SharifNo ratings yet
- Improving Low Frequency Vibration AnalysisDocument21 pagesImproving Low Frequency Vibration AnalysisMohd Asiren Mohd SharifNo ratings yet
- Dual Channel Phase - Crest Factor-Cascade-Run Up - LORDocument5 pagesDual Channel Phase - Crest Factor-Cascade-Run Up - LORMohd Asiren Mohd SharifNo ratings yet
- Diagnostic Techniques For Vibration Analysis of BearingsDocument9 pagesDiagnostic Techniques For Vibration Analysis of BearingsMohd Asiren Mohd Sharif100% (1)
- An Introduction To Time Waveform AnalysisDocument21 pagesAn Introduction To Time Waveform AnalysisMohd Asiren Mohd Sharif100% (3)
- Diagnostic Techniques For Vibration Analysis of BearingsDocument9 pagesDiagnostic Techniques For Vibration Analysis of BearingsMohd Asiren Mohd Sharif100% (1)
- Pe Unit Plan TemplateDocument3 pagesPe Unit Plan Templateapi-239320998No ratings yet
- How Do I Upgrade From Red Hat Enterprise Linux 6 To Red Hat Enterprise Linux 7Document12 pagesHow Do I Upgrade From Red Hat Enterprise Linux 6 To Red Hat Enterprise Linux 7Shailendra MathurNo ratings yet
- Plant Piping Pressure Testing: (Exam For Inspectors Performing Test PKG & Sis Sheet Calculation Reviews)Document3 pagesPlant Piping Pressure Testing: (Exam For Inspectors Performing Test PKG & Sis Sheet Calculation Reviews)aslam.ambNo ratings yet
- How To Write Master Thesis AbstractDocument8 pagesHow To Write Master Thesis Abstractidmcgzbaf100% (2)
- Project ManagementDocument6 pagesProject ManagementVarunNo ratings yet
- Lecture 9Document26 pagesLecture 9Tesfaye ejetaNo ratings yet
- (Myers79) (Hetzel88)Document43 pages(Myers79) (Hetzel88)Infomailbox10No ratings yet
- Vogue's New Book For Better SewingDocument171 pagesVogue's New Book For Better SewingMinh NguyenNo ratings yet
- Tong Hop Bai Tap Trac Nghiem Ve Cac Thi Trong Tieng AnhDocument7 pagesTong Hop Bai Tap Trac Nghiem Ve Cac Thi Trong Tieng Anhthanh truc bùiNo ratings yet
- Grade 7 Science Third Quarter Module 1Document21 pagesGrade 7 Science Third Quarter Module 1Book NoyPi67% (3)
- Major and Minor TriadsDocument16 pagesMajor and Minor TriadsSAYINo ratings yet
- HVAKR Cheat SheetDocument2 pagesHVAKR Cheat SheetandreNo ratings yet
- DX11 Effects in Metro 2033Document47 pagesDX11 Effects in Metro 2033test23No ratings yet
- 15.guitar ElectronicsDocument48 pages15.guitar Electronics王斌No ratings yet
- God Only Knows Chords UkuleleDocument3 pagesGod Only Knows Chords UkuleleMark0% (1)
- Dictum Giftideas 2012Document40 pagesDictum Giftideas 2012Alexandre LetellierNo ratings yet
- Baking Enzymes PDFDocument2 pagesBaking Enzymes PDFOrhan Avur0% (1)
- A Minor Project Report On ECOKART Student Racing Vehicle 2020 (ARPIT JAMES - 40215611116) (Mail2arpit2010@Gmail - Com)Document59 pagesA Minor Project Report On ECOKART Student Racing Vehicle 2020 (ARPIT JAMES - 40215611116) (Mail2arpit2010@Gmail - Com)شاہد بشیرNo ratings yet
- Negative Effects of Social Media AddictionDocument2 pagesNegative Effects of Social Media AddictionTubagus Fikih AriansyahNo ratings yet
- Tense Use in The AbstractDocument1 pageTense Use in The AbstractVictoria BerlianiNo ratings yet
- Toaz - Info Chapter 6 PRDocument14 pagesToaz - Info Chapter 6 PRMelissa Indah FiantyNo ratings yet
- Assigment On Reliance Industry: Master of Business Administration (Talentedge)Document14 pagesAssigment On Reliance Industry: Master of Business Administration (Talentedge)Mayank MalhotraNo ratings yet
- EE 421-Digital System Design-Dr. Shahid Masud-Updated PDFDocument4 pagesEE 421-Digital System Design-Dr. Shahid Masud-Updated PDFUbaid UmarNo ratings yet
- Project Sr. AccountantDocument3 pagesProject Sr. Accountantraisiqbal11No ratings yet
- Statistical Physics Phy632-Tutorial: Sharifah Hafizah Binti Syed Ab AzizDocument26 pagesStatistical Physics Phy632-Tutorial: Sharifah Hafizah Binti Syed Ab AzizSharifahHafizahAl-jufNo ratings yet
- Holy QURAN - Unicode Font EditionDocument462 pagesHoly QURAN - Unicode Font Editionalqudsulana8971% (7)
- Adp w2 2019 TemplateDocument1 pageAdp w2 2019 Templatetokahontas85No ratings yet
- BryophytesDocument18 pagesBryophytesDiego Andres Moreno GaonaNo ratings yet
- Kullu Tamam Merged - Cropped - TextDocument345 pagesKullu Tamam Merged - Cropped - TextEuro-trading GroupNo ratings yet
- OWN Project Details Wise For Support Regarding FicoDocument13 pagesOWN Project Details Wise For Support Regarding Ficobikash das100% (1)