You might also like
- LCD and TV Repair GuideDocument195 pagesLCD and TV Repair GuideUlisesMartin79% (14)
- 0764 Kali LinuxDocument322 pages0764 Kali LinuxAnonymous wlDp7UrBam0% (2)
- Chapter 4 SteelDocument52 pagesChapter 4 SteelHtet Myat AungNo ratings yet
- Bolt Torque FormulaDocument24 pagesBolt Torque Formulaماهر زارعي100% (1)
- Time of Setting of Hydraulic Cement by Vicat NeedleDocument6 pagesTime of Setting of Hydraulic Cement by Vicat NeedleAbdullah TrwanshyNo ratings yet
- Chapter 4 TrussesDocument68 pagesChapter 4 TrussesaisyahNo ratings yet
- Explosive Materials 1907Document188 pagesExplosive Materials 1907kgrhoads100% (1)
- Advanced Design of Steel Structure: Civil Engineering Department, NUCES, Lahore PakistanDocument23 pagesAdvanced Design of Steel Structure: Civil Engineering Department, NUCES, Lahore Pakistansyed muneeb haiderNo ratings yet
- Electric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesFrom EverandElectric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesNo ratings yet
- 14 Design of Bolted JointsDocument13 pages14 Design of Bolted JointsPRASAD32675% (4)
- API HoistingDocument5 pagesAPI Hoistingchar_lynNo ratings yet
- Evaluation of Flanged Connections Due To Piping L.oaoDocument9 pagesEvaluation of Flanged Connections Due To Piping L.oaoSJNo ratings yet
- Pivot PointDocument22 pagesPivot Pointjanderclanderpeich100% (1)
- CT5126 FatigueDocument198 pagesCT5126 FatigueJose GalanNo ratings yet
- Ste05121 - Spreadsheet - Anchor Bolt DesignDocument10 pagesSte05121 - Spreadsheet - Anchor Bolt DesignHector Aguana100% (1)
- Stress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandStress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (4)
- Fatigue of MaterialsDocument54 pagesFatigue of Materialsc_gaspard0% (1)
- ME2101E - Design Against Fatigue - BWDocument26 pagesME2101E - Design Against Fatigue - BWZhang DunJieNo ratings yet
- Steam Turbine Centrifugal Liquid Chillers: Installation InstructionsDocument34 pagesSteam Turbine Centrifugal Liquid Chillers: Installation Instructionsh1234bNo ratings yet
- Nozzles-On External Loads and Internal PressureDocument18 pagesNozzles-On External Loads and Internal PressureFelipeNo ratings yet
- AD 399 - Design of Partial Penetration Butt Welds in Accordance With BS EN 1993-1-8Document1 pageAD 399 - Design of Partial Penetration Butt Welds in Accordance With BS EN 1993-1-8symon ellimacNo ratings yet
- 5 External Flange Loads and Koves Method by DekkerDocument11 pages5 External Flange Loads and Koves Method by DekkerSharat ChandraNo ratings yet
- Light Well Intervention System - LWISDocument2 pagesLight Well Intervention System - LWISWilliam EvansNo ratings yet
- Smart Soot Blower SystemDocument8 pagesSmart Soot Blower SystemidigitiNo ratings yet
- Introduction to the Theory of Shells: Structures and Solid Body MechanicsFrom EverandIntroduction to the Theory of Shells: Structures and Solid Body MechanicsNo ratings yet
- Advances in Thermal Design of Heat Ex ChangersDocument530 pagesAdvances in Thermal Design of Heat Ex ChangersBabbare Voltaire100% (3)
- Mind Mapping of WeldingDocument8 pagesMind Mapping of WeldingFadlanbunglonNo ratings yet
- Drillpipe Stress Distribution and Cumulative Fatigue Analysis in Complex Well Drilling - New Approach in Fatigue OptimizationDocument17 pagesDrillpipe Stress Distribution and Cumulative Fatigue Analysis in Complex Well Drilling - New Approach in Fatigue OptimizationMejbahul SarkerNo ratings yet
- 06 Nozzle ReinforcementDocument10 pages06 Nozzle ReinforcementNitesh SardarNo ratings yet
- Ms PDFDocument15 pagesMs PDFfiroz989No ratings yet
- Fatigue Design of Plated Structures Using Finite Element Analysis (WELD)Document11 pagesFatigue Design of Plated Structures Using Finite Element Analysis (WELD)Szabolcs HirtNo ratings yet
- A Study On The Fatigue Behaviour of Damaged Welded Joints Repaired by Hammer PeeningDocument8 pagesA Study On The Fatigue Behaviour of Damaged Welded Joints Repaired by Hammer PeeningAnonymous ZC1ld1CLmNo ratings yet
- TRD 301 Annex 1 Design PDFDocument14 pagesTRD 301 Annex 1 Design PDFarjun prajapatiNo ratings yet
- OMAE2014-23066: Estimating Long-Endurance Fatigue Strength of Girth-Welded Pipes Using Local Stress ApproachDocument9 pagesOMAE2014-23066: Estimating Long-Endurance Fatigue Strength of Girth-Welded Pipes Using Local Stress ApproachGee PatterhouseNo ratings yet
- Thin-Walled Structures: Ashkan Shahbazian, Yong Chang WangDocument11 pagesThin-Walled Structures: Ashkan Shahbazian, Yong Chang WangMiguel TachaNo ratings yet
- Ginding+ Ultrasonic Peenings40194 014 0161 8Document12 pagesGinding+ Ultrasonic Peenings40194 014 0161 8Md MehtabNo ratings yet
- Shahbazi An 2012Document12 pagesShahbazi An 2012Miguel TachaNo ratings yet
- Ms ProofDocument4 pagesMs Proofrizky efrinaldoNo ratings yet
- D-9-Stresses and Buckling2016-Final PDFDocument44 pagesD-9-Stresses and Buckling2016-Final PDFRichard YentumiNo ratings yet
- Fatigue Behaviour of Thin Walled Cold Formed Steel ProfilesDocument11 pagesFatigue Behaviour of Thin Walled Cold Formed Steel ProfilesFarhan DanishNo ratings yet
- Stress Intensifiyer in Tanks 01Document22 pagesStress Intensifiyer in Tanks 01gechaves1No ratings yet
- Design Methodology of Pressure Vessel NozzleDocument5 pagesDesign Methodology of Pressure Vessel NozzleLiu YangtzeNo ratings yet
- Solder CreepDocument5 pagesSolder CreepBerk işlerNo ratings yet
- 2006 HCS Point Loads NapoliDocument8 pages2006 HCS Point Loads NapoliVálter LúcioNo ratings yet
- Lecture - 07 Misc TopicsDocument66 pagesLecture - 07 Misc TopicsLastri Lamtio SitumorangNo ratings yet
- Creep Fatigue Behaviour of Type 321 Stainless Steel at 650 UcDocument22 pagesCreep Fatigue Behaviour of Type 321 Stainless Steel at 650 Ucadarshravindran1991No ratings yet
- Unit 2 Variable Stresses, Design of Shafts, Keys and CouplingsDocument134 pagesUnit 2 Variable Stresses, Design of Shafts, Keys and CouplingsDravid PrabaNo ratings yet
- Buckling of Stiffened Panels and Its Mitigation-Mandal-2014Document7 pagesBuckling of Stiffened Panels and Its Mitigation-Mandal-2014DonatasNo ratings yet
- Design For Variable LoadingDocument20 pagesDesign For Variable Loadingavtarneo111No ratings yet
- Bonney Forge Sifs Various FittingsDocument45 pagesBonney Forge Sifs Various FittingsKevinNo ratings yet
- Fricke Mertens Weissenborn IIW XV 1151 03Document14 pagesFricke Mertens Weissenborn IIW XV 1151 03becemNo ratings yet
- Haagensen P6 Life AssessmentsDocument41 pagesHaagensen P6 Life AssessmentsmigescuNo ratings yet
- #Leonhardt & Walther Contribution To The Treatment of Shear in Reinforced ConcreteDocument190 pages#Leonhardt & Walther Contribution To The Treatment of Shear in Reinforced ConcreteYuliana HorisNo ratings yet
- Torque and Drag-Two Factors in Extended-Reach Drilling: W, Has A Horizontal Force at LeftDocument4 pagesTorque and Drag-Two Factors in Extended-Reach Drilling: W, Has A Horizontal Force at LeftTariq SaihoodNo ratings yet
- Journal IssueDocument5 pagesJournal IssueHernâniCruzNo ratings yet
- 2004 Estimation of Fatigue Limit of Case Hardened SteelsDocument5 pages2004 Estimation of Fatigue Limit of Case Hardened SteelsCharles PowellNo ratings yet
- Gordon1989 PDFDocument18 pagesGordon1989 PDFKhalil DeghoumNo ratings yet
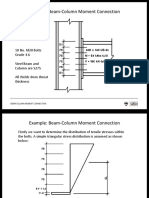
- Beam Column Moment1Document12 pagesBeam Column Moment1علي فادي عوادNo ratings yet
- Gupea 2077 43189 1Document30 pagesGupea 2077 43189 1dmt7nzztcmNo ratings yet
- Creep - Stress RelaxationDocument8 pagesCreep - Stress RelaxationAhmed AymanNo ratings yet
- 43 Ijmperdaug201843Document14 pages43 Ijmperdaug201843TJPRC PublicationsNo ratings yet
- 21SPTE313 - Lecture 7Document47 pages21SPTE313 - Lecture 7Mohamed SolimanNo ratings yet
- Microstructure-Properties: II Fatigue: 27-302 Fall, 2002 Prof. A. D. RollettDocument52 pagesMicrostructure-Properties: II Fatigue: 27-302 Fall, 2002 Prof. A. D. RollettamdevaNo ratings yet
- Materials Lab. (0944374) Lab. Report: TotalDocument10 pagesMaterials Lab. (0944374) Lab. Report: TotalMohammed AL-MaaitahNo ratings yet
- Dr. Suvandan Saraswat: Machine Design - 1Document47 pagesDr. Suvandan Saraswat: Machine Design - 1Suvandan SaraswatNo ratings yet
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryFrom EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNo ratings yet
- Assignment 3 Submitted by:-YOGESH YADAV ROLL NO. R610215057 SAP ID 500048466Document6 pagesAssignment 3 Submitted by:-YOGESH YADAV ROLL NO. R610215057 SAP ID 500048466Yogesh YadavNo ratings yet
- Load TablesDocument3 pagesLoad Tablesidinjan.ashtariNo ratings yet
- Pal LeDocument10 pagesPal LemoebiuszeroNo ratings yet
- Sonali MondalDocument2 pagesSonali MondalSonali MondalNo ratings yet
- Intel® System Identification UtilityDocument2 pagesIntel® System Identification UtilityPatel NikhilNo ratings yet
- Printer UP DF550Document2 pagesPrinter UP DF550Anonymous ZI4787No ratings yet
- Chapter 1Document65 pagesChapter 1Jad Antonios JelwanNo ratings yet
- 17-4658 LT-650Document436 pages17-4658 LT-650jose juanNo ratings yet
- Fruit Recognition Deep LearningDocument53 pagesFruit Recognition Deep Learningsaran20099No ratings yet
- Manual V100-V30-70 ENGDocument38 pagesManual V100-V30-70 ENGAzeddine LANo ratings yet
- Junction Box PDFDocument2 pagesJunction Box PDFMohan ShanmugamNo ratings yet
- LG ART COOL AC Manual - Owner - Eng - Lmo240c - 20120307165905Document28 pagesLG ART COOL AC Manual - Owner - Eng - Lmo240c - 20120307165905ACERGYNo ratings yet
- Instruction ManualDocument462 pagesInstruction ManualCaraluaNo ratings yet
- Mekaniko On The Go: An Online Mechanic Mobile Application: A System Analysis and Design ProjectDocument8 pagesMekaniko On The Go: An Online Mechanic Mobile Application: A System Analysis and Design ProjectMarco MagdaelNo ratings yet
- 00001Document14 pages00001LuhamNo ratings yet
- ZbirkicaDocument520 pagesZbirkicaVladimir MilovanovicNo ratings yet
- C32 MCS 3 DisplayDocument49 pagesC32 MCS 3 Displayharikrishnanpd3327No ratings yet
- Working Drawings: Key PlanDocument1 pageWorking Drawings: Key PlanSharanyaNo ratings yet
- 077 Mining Challenge at El SoldadoDocument6 pages077 Mining Challenge at El SoldadoKenny CasillaNo ratings yet