You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Steel Pickling Ip 12 1993Document134 pagesSteel Pickling Ip 12 1993m daneshpour100% (1)
- TP48 Materials For Pumping Seawater and Media With High Chloride Content G.Pini and J.Weber Sulzer Technical Review PDFDocument10 pagesTP48 Materials For Pumping Seawater and Media With High Chloride Content G.Pini and J.Weber Sulzer Technical Review PDFOmar GRNo ratings yet
- New Bainitic Steels by DesignDocument10 pagesNew Bainitic Steels by DesignS RamakrishnaNo ratings yet
- Material Specification Sheet Saarstahl - 30Mnvs6 (27mnsivs6) - Saarform 900Document1 pageMaterial Specification Sheet Saarstahl - 30Mnvs6 (27mnsivs6) - Saarform 900RajaSekarsajja100% (1)
- G102 - 89 AstmDocument7 pagesG102 - 89 AstmR Abraham GomezNo ratings yet
- F 708 - 92 R04 - Rjcwoa - PDFDocument14 pagesF 708 - 92 R04 - Rjcwoa - PDFOh No PotatoNo ratings yet
- Element Word SearchDocument2 pagesElement Word SearchLourice JhoyNo ratings yet
- Index: Brammer Standard Geological Materials Catalog - Under ConstructionDocument84 pagesIndex: Brammer Standard Geological Materials Catalog - Under ConstructionJose Marval RodriguezNo ratings yet
- prc-5002 CurrentDocument10 pagesprc-5002 CurrentCONVEYOR SYSTEMSNo ratings yet
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 pagesWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyNo ratings yet
- IWE SubjectsDocument2 pagesIWE SubjectsAdnan Rana100% (3)
- Arbor Press Drawings PDFDocument16 pagesArbor Press Drawings PDFCalixto Milla EsauNo ratings yet
- Nicon Price List January 2021Document12 pagesNicon Price List January 2021niket0No ratings yet
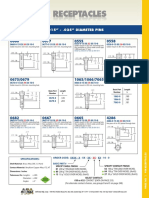
- Receptacles: FOR .015" - .025" DIAMETER PINSDocument1 pageReceptacles: FOR .015" - .025" DIAMETER PINSlorgi vanegas cardonaNo ratings yet
- Welder Identification Card: Reference Code: ASME SEC IX Company Name - TESCODocument4 pagesWelder Identification Card: Reference Code: ASME SEC IX Company Name - TESCOibrahim100% (2)
- Materials Used at NCPLDocument28 pagesMaterials Used at NCPLkeyur1109No ratings yet
- IsuzuDocument8 pagesIsuzuImam Zulkifli100% (1)
- Technical Data 3CR12Document15 pagesTechnical Data 3CR12rudiskw456No ratings yet
- ETN-M-5-14 Rust, Mill Scale, and Other Surface Contaminants On Steel Reinforcing BarsDocument8 pagesETN-M-5-14 Rust, Mill Scale, and Other Surface Contaminants On Steel Reinforcing BarsOmarMageedNo ratings yet
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDocument7 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markingsfujiman35No ratings yet
- Commercial Catalog PIVADocument12 pagesCommercial Catalog PIVAVanja Zoric SundicNo ratings yet
- CS Pipe Fab & Erect CostsDocument6 pagesCS Pipe Fab & Erect Costswally55bear69% (16)
- Cable Tray Catalogue Web PDFDocument64 pagesCable Tray Catalogue Web PDFimranNo ratings yet
- Koyo SuffixsDocument10 pagesKoyo SuffixsOktavianus Paul Mulalinda100% (1)
- Problem and Answer in Iron and Steel Making ProcessDocument32 pagesProblem and Answer in Iron and Steel Making ProcessIndera Pradana0% (2)
- Ac1 Ac3 TemperaturesDocument7 pagesAc1 Ac3 Temperaturesjlplazaola100% (1)
- Aluminium Using AFSDDocument12 pagesAluminium Using AFSDKinesys TechsolutionsNo ratings yet
- INSTAGDocument3 pagesINSTAGJeeva Z FedricoNo ratings yet
- As 3566.1 - 2002 Self-Drilling Screws For The Building - General RequirementsDocument40 pagesAs 3566.1 - 2002 Self-Drilling Screws For The Building - General RequirementsrezaNo ratings yet
- Roof Solar LeafletDocument16 pagesRoof Solar LeafletChathura Priyanka100% (1)