You might also like
- Hydraulics and PneumaticsDocument20 pagesHydraulics and Pneumaticsharishme028100% (2)
- KCP Heavy Industries Co., LTDDocument21 pagesKCP Heavy Industries Co., LTDPor Pengleng100% (1)
- Hydraulic Cylinders: Faculty of Engineering Cairo University Mechanical Design & Prod. DepartmentDocument21 pagesHydraulic Cylinders: Faculty of Engineering Cairo University Mechanical Design & Prod. DepartmentengmomoNo ratings yet
- Hydraulic System: Dictionary of Pictograph SymbolsDocument7 pagesHydraulic System: Dictionary of Pictograph SymbolsalexarauNo ratings yet
- Bolts and Bolt TorqueDocument1 pageBolts and Bolt TorqueRichard ChuaNo ratings yet
- L-6 Hydraulic Circuit Design & AnalysisDocument34 pagesL-6 Hydraulic Circuit Design & AnalysisMentsnot GetuNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Control LR2G RexrothDocument10 pagesControl LR2G RexrothMiguel Angel LopezNo ratings yet
- Gear Pump BucherDocument60 pagesGear Pump BucherDaniel EstradaNo ratings yet
- EATON Vickers Vane Motor PDFDocument17 pagesEATON Vickers Vane Motor PDFAndri HermantoNo ratings yet
- Pneumatic and Hydraulic Components and Instruments in Automatic Control: Proceedings of the IFAC Symposium, Warsaw, Poland, 20-23 May 1980From EverandPneumatic and Hydraulic Components and Instruments in Automatic Control: Proceedings of the IFAC Symposium, Warsaw, Poland, 20-23 May 1980H. J. LeskiewiczRating: 1 out of 5 stars1/5 (1)
- Industrial Hydraulics TrainingDocument1 pageIndustrial Hydraulics TrainingDharma KusumahNo ratings yet
- CylindersDocument36 pagesCylindersNellai Vpr100% (1)
- Volume1 Introduction To Hydraulic PressesDocument33 pagesVolume1 Introduction To Hydraulic PressesShirdish Patil100% (1)
- CatalogueTroubleshooting HY29 0022 UKDocument62 pagesCatalogueTroubleshooting HY29 0022 UKStroia Constantin MariusNo ratings yet
- Hydraulics 2Document152 pagesHydraulics 2swapnil kaleNo ratings yet
- Lesson 3 - Hydraulic PumpDocument10 pagesLesson 3 - Hydraulic PumppowertrainlNo ratings yet
- Overcenter ValvesDocument4 pagesOvercenter ValvesAnonymous jSTkQVC27b100% (1)
- Hydroirma Catalog Gear PumpDocument104 pagesHydroirma Catalog Gear PumpEng-Mohammed Salem100% (1)
- Control Block EDC Modular Directional Valve Flow Sharing SystemDocument8 pagesControl Block EDC Modular Directional Valve Flow Sharing Systemthierrylindo100% (1)
- Symbols and ComponentsDocument17 pagesSymbols and ComponentsetaNo ratings yet
- Joints and Pains of Hydraulic CylindersDocument16 pagesJoints and Pains of Hydraulic CylindersVinaySeebaNo ratings yet
- Hydraulic Pumps and MotorsDocument1 pageHydraulic Pumps and MotorsChumporn SaraphatmarkyingNo ratings yet
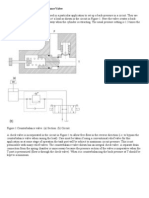
- Operation Principle of Counterbalance ValveDocument3 pagesOperation Principle of Counterbalance Valvemihalikj2190No ratings yet
- Reference Guide: Page 1 of 8 Jde1551 Int Issa S4 18 Nov 2004Document8 pagesReference Guide: Page 1 of 8 Jde1551 Int Issa S4 18 Nov 2004thouche007No ratings yet
- Hydraulic Cylinder ServiceDocument8 pagesHydraulic Cylinder Servicehesham farouk86100% (1)
- SAI Hydraulic Motors - Displacement Variation PDFDocument16 pagesSAI Hydraulic Motors - Displacement Variation PDFbrunosamaeianNo ratings yet
- Hydrostatic DriveDocument13 pagesHydrostatic DriveDhanraj PatilNo ratings yet
- F-29 Hose Handling CraneDocument100 pagesF-29 Hose Handling CraneSHANANDNo ratings yet
- Unit 4: Hydraulic Fundamentals - Pilot Operated Hydraulic SystemDocument28 pagesUnit 4: Hydraulic Fundamentals - Pilot Operated Hydraulic Systemoscar el carevergaNo ratings yet
- ME080 Section 2 - Types of Hydraulic CircuitsDocument55 pagesME080 Section 2 - Types of Hydraulic CircuitsAhmed FaragNo ratings yet
- 4 Pumps 95Document126 pages4 Pumps 95Rafael Santos100% (2)
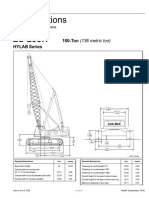
- 150 Ton Link Belt LS 238HSpecsDocument6 pages150 Ton Link Belt LS 238HSpecsYosses Sang Nahkoda0% (1)
- Instruction Manual: AH-250H Automatic Hitch Feed Metal Cutting Band Saw (415V) 280 X 250mm (W X H) RectangleDocument134 pagesInstruction Manual: AH-250H Automatic Hitch Feed Metal Cutting Band Saw (415V) 280 X 250mm (W X H) Rectanglemaicon sulivanNo ratings yet
- 1.2 Hydraulic PrinciplesDocument48 pages1.2 Hydraulic PrinciplesKhalid AliNo ratings yet
- Chapter 1. Introduction To Hydraulic & Pneumatic SystemsDocument25 pagesChapter 1. Introduction To Hydraulic & Pneumatic SystemsHiphop OpNo ratings yet
- Service Instructions: Oilgear Type "PVV 540" Open Loop PumpsDocument14 pagesService Instructions: Oilgear Type "PVV 540" Open Loop PumpsAxel LetonaNo ratings yet
- аксиальник 250Document70 pagesаксиальник 250anon_757712831No ratings yet
- Bevel Gear ManualDocument8 pagesBevel Gear ManualPiort ZelaskiNo ratings yet
- Axial Piston Pump CatalougeDocument36 pagesAxial Piston Pump Catalougemrkadu_61No ratings yet
- Hydraulic Steering 1Document29 pagesHydraulic Steering 1ragdapatticeNo ratings yet
- Eaton Vickers ValvesDocument16 pagesEaton Vickers ValvesJuan Miranda100% (1)
- Operation Manual: Hydraulic Slow-Closing Check Butterfly ValveDocument41 pagesOperation Manual: Hydraulic Slow-Closing Check Butterfly ValveAnton HidayatNo ratings yet
- Axial Piston Pump Lecture 8Document12 pagesAxial Piston Pump Lecture 8ssbudzNo ratings yet
- Hydraulic Drive SystemDocument23 pagesHydraulic Drive Systemsitiajaar100% (1)
- Hydraulic CylindersDocument7 pagesHydraulic Cylinderspacopil34No ratings yet
- Hydraulic Cylinder EnotesDocument8 pagesHydraulic Cylinder Enotesapi-3723357100% (3)
- Installation Maintenance CalzoniDocument75 pagesInstallation Maintenance Calzonimobydick230% (1)
- BruceBesch IntroElectrohydraulicDocument96 pagesBruceBesch IntroElectrohydraulicbabaNo ratings yet
- Hydraulic Pump CalculationsDocument10 pagesHydraulic Pump Calculationsreynald saputraNo ratings yet
- Moog Hydraulic Servo Valve Construction Plus Moog PDFDocument13 pagesMoog Hydraulic Servo Valve Construction Plus Moog PDFJean DesingermainNo ratings yet
- Hydraulic Training Release 14082002Document62 pagesHydraulic Training Release 14082002rdragomiNo ratings yet
- Basic HydraulicsDocument85 pagesBasic HydraulicsRamesh Babu K KNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsmahesh_eilNo ratings yet
- Section15 MAINTENANCE.Document20 pagesSection15 MAINTENANCE.Mithilesh YadavNo ratings yet
- Manual-Trunnion Ball ValvesDocument12 pagesManual-Trunnion Ball ValvesTrinh DungNo ratings yet
- ATB 021 Flowtite Pipe Tapping PDFDocument10 pagesATB 021 Flowtite Pipe Tapping PDFRajadurai SinghNo ratings yet
- Tomoe General CatalogDocument508 pagesTomoe General CatalogArianto SutarnioNo ratings yet
- Hose Routing TipsDocument2 pagesHose Routing Tipslink2u_007No ratings yet
- Mechanical Joint Ductile Iron PipeDocument4 pagesMechanical Joint Ductile Iron PipemaniaxpdfNo ratings yet
- Open To All Y1S: May The Odds Be Ever in Your FavourDocument1 pageOpen To All Y1S: May The Odds Be Ever in Your FavourV_SanthanakrishnanNo ratings yet
- BizSAFE Service ProviderDocument1 pageBizSAFE Service ProviderV_SanthanakrishnanNo ratings yet
- A Downfall Without Promising Rise: WOR LD War Ii-Photos We Must RememberDocument2 pagesA Downfall Without Promising Rise: WOR LD War Ii-Photos We Must RememberV_SanthanakrishnanNo ratings yet
- Welding ElectrodeDocument47 pagesWelding Electrodecumpio425428No ratings yet
- Design Fabrication Boom RestDocument1 pageDesign Fabrication Boom RestV_SanthanakrishnanNo ratings yet
- Conversion ChartDocument76 pagesConversion ChartV_SanthanakrishnanNo ratings yet
- Iso Hydraulic Assembly ProcedureDocument9 pagesIso Hydraulic Assembly ProcedureV_SanthanakrishnanNo ratings yet
- Cswip Plant Inspector Competence/Experience Log: Level 2 PrequalificationDocument20 pagesCswip Plant Inspector Competence/Experience Log: Level 2 PrequalificationV_Santhanakrishnan100% (1)
- Pnumatic TestDocument27 pagesPnumatic TestV_Santhanakrishnan100% (1)
- CE Board Exam ScopeDocument6 pagesCE Board Exam ScopeChris Paul PreNo ratings yet
- Hd4 / Uniair (Withdrawable, Removable, Fixed Versions) Hd4 / R, Hd4 / S, Hd4 / Unimix (Fixed Version)Document10 pagesHd4 / Uniair (Withdrawable, Removable, Fixed Versions) Hd4 / R, Hd4 / S, Hd4 / Unimix (Fixed Version)Raffaele RattiNo ratings yet
- Railway Short Notes by Shubham SirDocument101 pagesRailway Short Notes by Shubham SirNikita TiwariNo ratings yet
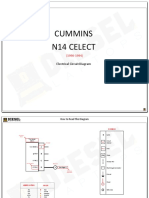
- Cummins N14 Celect: Electrical Circuit DiagramDocument9 pagesCummins N14 Celect: Electrical Circuit DiagramDiego Lira100% (1)
- Remote Sensing Techniques and GIS - Lecture Notes, Study Material and Important Questions, AnswersDocument5 pagesRemote Sensing Techniques and GIS - Lecture Notes, Study Material and Important Questions, AnswersM.V. TV100% (1)
- M3 Full Syllabus in Simple ExplanationDocument2 pagesM3 Full Syllabus in Simple Explanationpraveen srikarNo ratings yet
- Moores Law ForeverDocument3 pagesMoores Law ForeverCésar UribeNo ratings yet
- Physical-Science 11 Q1 MODULE 8 Collision-TheoryDocument10 pagesPhysical-Science 11 Q1 MODULE 8 Collision-TheoryDiane AguilarNo ratings yet
- Motor Protection SeminarDocument73 pagesMotor Protection SeminarKashinath PscNo ratings yet
- Galaxy VS - GVSUPS30K0B5FSDocument3 pagesGalaxy VS - GVSUPS30K0B5FSMoises ReznikNo ratings yet
- TOE-606-3.1 vs-606 PC3 Instructions (Spec U)Document157 pagesTOE-606-3.1 vs-606 PC3 Instructions (Spec U)JonNo ratings yet
- 1st AssignmentDocument2 pages1st AssignmentMAI 95No ratings yet
- Thermodynamic Property Relations: Çengel BolesDocument19 pagesThermodynamic Property Relations: Çengel Boleskebaman1986No ratings yet
- Mitutoyo Linear Height LH-600E Part 3Document13 pagesMitutoyo Linear Height LH-600E Part 3Sunil KhabiaNo ratings yet
- Current Source InverterDocument16 pagesCurrent Source Inverterjp-sharma100% (1)
- Engine Electrical System General Information SpecificationsDocument55 pagesEngine Electrical System General Information SpecificationsIsaac Galvez EscuderoNo ratings yet
- The Effect of Fluid Rheology and Medium On The Performance of A Helical Ribbon Mixer For Concentrated Manganese Nodule SlurryDocument32 pagesThe Effect of Fluid Rheology and Medium On The Performance of A Helical Ribbon Mixer For Concentrated Manganese Nodule SlurrypankhadingtidingNo ratings yet
- IPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesDocument2 pagesIPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesSteffen SeltonrijchNo ratings yet
- Bateria LW650C 3FM4Document2 pagesBateria LW650C 3FM4Rosendo Vidal100% (1)
- Quiz in Tle 7Document8 pagesQuiz in Tle 7dennis davidNo ratings yet
- Ultrasonic Level LST400: Open Channel Flow TransmitterDocument12 pagesUltrasonic Level LST400: Open Channel Flow TransmitterVaranasi AnilNo ratings yet
- Quadratic EquationsDocument4 pagesQuadratic EquationsSaraf santhosh kumarNo ratings yet
- Displacement Time GraphDocument6 pagesDisplacement Time GraphToni - Ann IrvingNo ratings yet
- Channel MOSFETDocument3 pagesChannel MOSFETRamulu VeesamNo ratings yet
- Lectrocount : Standard Bulk Truck System Standard Bulk Truck System Installation Procedures Installation ProceduresDocument44 pagesLectrocount : Standard Bulk Truck System Standard Bulk Truck System Installation Procedures Installation ProceduresPhilip HoferNo ratings yet
- Vdma 442 T. Klenk Et Al. Conductive SimmerringsDocument7 pagesVdma 442 T. Klenk Et Al. Conductive SimmerringsChandrasekar KrishnamurthyNo ratings yet
- American Bureau of Shipping: Application For Certification of Container Corner CastingsDocument3 pagesAmerican Bureau of Shipping: Application For Certification of Container Corner CastingsDarioNo ratings yet
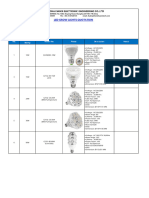
- LED Grow Lights List - Shanghai Sans - 3Document4 pagesLED Grow Lights List - Shanghai Sans - 3asadakhter239No ratings yet
- Installation, Start-Up, and Service InstructionsDocument44 pagesInstallation, Start-Up, and Service InstructionsLau AlvarezNo ratings yet
- MELC 1bDocument31 pagesMELC 1bNorlie LamisNo ratings yet