You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Recycled AggregateDocument10 pagesRecycled AggregateMark WilliamsNo ratings yet
- College of Medicine Proposal For Construction of Anniversary Students HostelDocument9 pagesCollege of Medicine Proposal For Construction of Anniversary Students HostelFadhil ChiwangaNo ratings yet
- Earthquake SeminarDocument82 pagesEarthquake SeminarMohit ChaturvediNo ratings yet
- MMD KarachiDocument3 pagesMMD Karachissabih75No ratings yet
- Street Light Layout Outline - 24!06!2020Document1 pageStreet Light Layout Outline - 24!06!2020Designs BEPLNo ratings yet
- MK 1Document9 pagesMK 1Preethan MurthyNo ratings yet
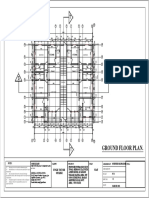
- Ground Floor Plan.: Engr. Victor OyadijiDocument1 pageGround Floor Plan.: Engr. Victor OyadijileyeNo ratings yet
- Footing of An Elevator CoreDocument6 pagesFooting of An Elevator CorebiniamNo ratings yet
- Tallest Paper Tower Challenge 2020-21Document5 pagesTallest Paper Tower Challenge 2020-21Captain QQrockNo ratings yet
- Alternative Form 2Document1 pageAlternative Form 2demetrisNo ratings yet
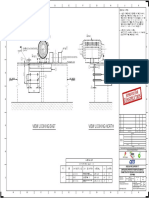
- View Looking East View Looking North: A B C D E F G H J KDocument1 pageView Looking East View Looking North: A B C D E F G H J Knoto.sugiartoNo ratings yet
- Ground Floor PlanDocument1 pageGround Floor Planyashu tanejaNo ratings yet
- The Names of 5 Tallest Buildings in Dhaka With Brief Description of Their Structural and Foundation System With Necessary DiagramDocument7 pagesThe Names of 5 Tallest Buildings in Dhaka With Brief Description of Their Structural and Foundation System With Necessary DiagramMahfuz IslamNo ratings yet
- ECR - E-House Layout - R1Document1 pageECR - E-House Layout - R1thiago fritscheNo ratings yet
- Bucket Elevator: Feed and BiofuelDocument4 pagesBucket Elevator: Feed and BiofuelOcta IrawanNo ratings yet
- SKL Tarikan 22 Jan 2024 - Loader-1Document1 pageSKL Tarikan 22 Jan 2024 - Loader-1suparnoplaosanNo ratings yet
- Product Procurement in ExcavationDocument13 pagesProduct Procurement in ExcavationVîkÅš VìČkýNo ratings yet
- 2019 Book GeotechnicsForTransportationIn PDFDocument692 pages2019 Book GeotechnicsForTransportationIn PDFAgustín Cuadrado100% (2)
- Tower Crane Lifting: Area Materials To Be LiftedDocument6 pagesTower Crane Lifting: Area Materials To Be LiftedJoshua Estrella Dela CruzNo ratings yet
- Section B-B Section A-A: SCALE 1:10 SCALE 1:10Document1 pageSection B-B Section A-A: SCALE 1:10 SCALE 1:10Ihsan RamadhanNo ratings yet
- Certificate of Thorough Examination: Safe Working Load (S)Document4 pagesCertificate of Thorough Examination: Safe Working Load (S)Muhammad FaiSalNo ratings yet
- AAMA 501 6 Seismic Test Focuses On Seismic Safety of Glass Mechanism PDFDocument1 pageAAMA 501 6 Seismic Test Focuses On Seismic Safety of Glass Mechanism PDFChris MedeirosNo ratings yet
- Storm Installation Guide, 04-20Document40 pagesStorm Installation Guide, 04-20Zhenhe SongNo ratings yet
- Low Cost Housing by Using Glass Fibre Reinforced Gypsum PanelsDocument7 pagesLow Cost Housing by Using Glass Fibre Reinforced Gypsum PanelsrohitNo ratings yet
- Software Guide Sept 2005Document5 pagesSoftware Guide Sept 2005pvrk_78100% (1)
- Resume Jishnu Mohan - Civil Engineer - SoeDocument2 pagesResume Jishnu Mohan - Civil Engineer - Soejishnu mohananNo ratings yet
- 2nd Floor Plan Bridge-Layout1Document1 page2nd Floor Plan Bridge-Layout1yadvikram7No ratings yet
- Liebert Ita2 MBC Quick Start Guide PDFDocument12 pagesLiebert Ita2 MBC Quick Start Guide PDFCarlos PalmaNo ratings yet
- Density of Concrete Is About 2400 KGDocument4 pagesDensity of Concrete Is About 2400 KGDick Anthony Mabao100% (2)
- Two Storey Duplex PDFDocument3 pagesTwo Storey Duplex PDFJoseph Tolentino0% (1)