You might also like
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Cement Process ExpertDocument9 pagesCement Process ExperttadagidsNo ratings yet
- One Kiln - 13,000 TPD: Cement & MineralsDocument52 pagesOne Kiln - 13,000 TPD: Cement & MineralsKristínaNo ratings yet
- Cement Energy GuideDocument70 pagesCement Energy GuideAmr A. NaderNo ratings yet
- Cement Plant - Energy OptimisationDocument12 pagesCement Plant - Energy OptimisationSatya MakhijaNo ratings yet
- 30 Reduction in Energy by Cooler Modification With IKN Pendulum CoolerDocument26 pages30 Reduction in Energy by Cooler Modification With IKN Pendulum CoolerBülent BulutNo ratings yet
- Increasing cement grinding capacity with vertical roller mill technologyDocument7 pagesIncreasing cement grinding capacity with vertical roller mill technologymahreza189100% (2)
- Separation SBDocument50 pagesSeparation SBSuchismita Bhattacharya Bhaumik100% (4)
- ENERGY STAR Guide For The Cement Industry 28-08-2013 FinalDocument141 pagesENERGY STAR Guide For The Cement Industry 28-08-2013 Finalnsprasad88No ratings yet
- FormulaeDocument163 pagesFormulaeilvspeedNo ratings yet
- Grinding and Classifying Technology For Slag: Replacement Factors DryingDocument6 pagesGrinding and Classifying Technology For Slag: Replacement Factors DryingGerman Gabriel Anaya Vega100% (1)
- The KilnDocument43 pagesThe Kilnraja ghoshNo ratings yet
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütNo ratings yet
- Cement Process Engineering Vade-Mecum: 1. MathematicsDocument7 pagesCement Process Engineering Vade-Mecum: 1. MathematicsTamer FathyNo ratings yet
- Cement IndustryDocument27 pagesCement IndustryAhmed Mahmoud100% (1)
- Maximum Kiln Shell Temperature Guide for Cement PlantsDocument8 pagesMaximum Kiln Shell Temperature Guide for Cement PlantsGiequatNo ratings yet
- Kiln Area Learning ReportDocument24 pagesKiln Area Learning ReportAbasiemekaNo ratings yet
- KPI Handbook V9-2017Document42 pagesKPI Handbook V9-2017Neimar HahmeierNo ratings yet
- Hot Alignment 2009Document97 pagesHot Alignment 2009Anonymous V210wtJiZNo ratings yet
- Performing A Cement Plant Operations AuditDocument6 pagesPerforming A Cement Plant Operations AuditJa Phe TiNo ratings yet
- Cooler ETA Vs Grate JG (Document39 pagesCooler ETA Vs Grate JG (NaelNo ratings yet
- Clinker Coolers PDFDocument22 pagesClinker Coolers PDFAhmed AwadNo ratings yet
- 081 - TSP HUA400 20080305 Kiln Audit Dec07Document30 pages081 - TSP HUA400 20080305 Kiln Audit Dec07mkpq100% (2)
- Cement grinding and production overviewDocument9 pagesCement grinding and production overviewMob Morphling KurustienNo ratings yet
- Modern Cement Grinding Systems ComparedDocument14 pagesModern Cement Grinding Systems ComparedCao Ngoc AnhNo ratings yet
- Loesche Grinding Plants for Coal GasificationDocument45 pagesLoesche Grinding Plants for Coal GasificationMaxim Polevoy100% (1)
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- V4 Process Technology 2Document724 pagesV4 Process Technology 2RRHH100% (4)
- Cement Kiln DustDocument36 pagesCement Kiln DustjagrutNo ratings yet
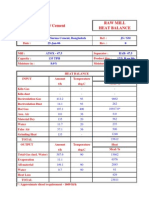
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Kiln Area Maintenance Checklist - Infinity For Cement EquipmentDocument25 pagesKiln Area Maintenance Checklist - Infinity For Cement EquipmentAhmed El-ShafeiNo ratings yet
- 031 Introduction Cement Grinding With Ball Mill SystemsDocument4 pages031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoNo ratings yet
- QUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYDocument8 pagesQUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYVijay BhanNo ratings yet
- Cyclone Blockage ClearingDocument19 pagesCyclone Blockage ClearingAnGahBasHa50% (2)
- Mod 10-Raw MillingDocument614 pagesMod 10-Raw Millinglovjnx100% (2)
- How To Measure False Air PDFDocument3 pagesHow To Measure False Air PDFPrashant Kumar mishraNo ratings yet
- V5 Process Technology 3Document441 pagesV5 Process Technology 3Pavel ParfenovNo ratings yet
- Clinker CoolersDocument17 pagesClinker Coolersemad sabri0% (1)
- Kiln Plant Optimization TechniquesDocument10 pagesKiln Plant Optimization TechniquesPaulo VidasNo ratings yet
- Cement Production Operator Training GuideDocument7 pagesCement Production Operator Training GuidemkpqNo ratings yet
- Burners Czaplinski 2006Document87 pagesBurners Czaplinski 2006Raghav Sharma100% (1)
- Cement Milling Performance Factors That Influence EfficiencyDocument17 pagesCement Milling Performance Factors That Influence Efficiencyshani5573No ratings yet
- LafargeDocument18 pagesLafargeMadan Mohan ReddyNo ratings yet
- Cement Plant Design-1Document14 pagesCement Plant Design-1Towfiq Hossain Tasku100% (2)
- Optimizing Raw Mills PerformanceDocument9 pagesOptimizing Raw Mills PerformanceIrshad HussainNo ratings yet
- 3 SOP For Cleaning of Clinker Cooler DischargeDocument3 pages3 SOP For Cleaning of Clinker Cooler DischargekakaNo ratings yet
- Co Processing Cement KilnsDocument10 pagesCo Processing Cement Kilnshanhccid0% (1)
- VDZ-Onlinecourse 6 5 enDocument30 pagesVDZ-Onlinecourse 6 5 enSuadNo ratings yet
- Mod 13-Kiln Volatiles PDFDocument435 pagesMod 13-Kiln Volatiles PDFTamer Fathy60% (5)
- CPB Brochure Diaphragms en 2Document12 pagesCPB Brochure Diaphragms en 2ebrahimNo ratings yet
- Cement Manufacturing ProcessDocument19 pagesCement Manufacturing Processnitesh_erNo ratings yet
- Activated Carbons and Low Cost Adsorbents For Remediation of Tri and Hexavalent Chromium From WaterDocument50 pagesActivated Carbons and Low Cost Adsorbents For Remediation of Tri and Hexavalent Chromium From WaterAngel LopezNo ratings yet
- Sans10100 2Document84 pagesSans10100 2matshona100% (16)
- Review PV TechDocument12 pagesReview PV TechMarco MGNo ratings yet
- Gypsum - Connecting Science and Technology (9780803170155)Document128 pagesGypsum - Connecting Science and Technology (9780803170155)alereyesp7015100% (6)
- BROSUR BATTERY OPzVDocument27 pagesBROSUR BATTERY OPzVGISTECH SOLUSINDONo ratings yet
- Review of Wax Formation in Oil PipelinesDocument24 pagesReview of Wax Formation in Oil PipelineshmenezvNo ratings yet
- Enhancements in Domestic Refrigeration Towards SustainabilityDocument14 pagesEnhancements in Domestic Refrigeration Towards SustainabilityIrving Rosas JovenNo ratings yet
- LM Esg Materiality Assessment v3Document4 pagesLM Esg Materiality Assessment v3tankeanleongNo ratings yet
- Quick Guide PDF Measuring Emissions Guidance August 2022Document36 pagesQuick Guide PDF Measuring Emissions Guidance August 2022tankeanleongNo ratings yet
- Understanding key pump technology termsDocument11 pagesUnderstanding key pump technology termsSrinivas DsNo ratings yet
- Mra Signatories 5Document11 pagesMra Signatories 5tankeanleongNo ratings yet
- Webinar Getting Started With Scope 1 2 Carbon Emissions SlidesDocument69 pagesWebinar Getting Started With Scope 1 2 Carbon Emissions SlidestankeanleongNo ratings yet
- Sample Report For ST Application Bahagian EDocument17 pagesSample Report For ST Application Bahagian EtankeanleongNo ratings yet
- BehaviourDocument10 pagesBehaviournywd806033No ratings yet
- LeedDocument4 pagesLeedtankeanleongNo ratings yet
- Rondo Steel CatalogDocument42 pagesRondo Steel CatalogtankeanleongNo ratings yet
- IBS Score ManualDocument32 pagesIBS Score Manualwanjailani83% (6)
- DS 011 3-5 AdditionalEquipmentDocument3 pagesDS 011 3-5 AdditionalEquipmenttankeanleongNo ratings yet
- Sunku Eco Friendly InorganicDocument8 pagesSunku Eco Friendly InorganicchauhannishargNo ratings yet
- Litebuilt HandbookDocument17 pagesLitebuilt HandbooktankeanleongNo ratings yet
- Brochure Resilient FloorsDocument20 pagesBrochure Resilient Floorsohomele4424No ratings yet
- DS FloorsDocument4 pagesDS FloorstankeanleongNo ratings yet
- Slim Floor: Long Carbon Europe Sections and Merchant BarsDocument36 pagesSlim Floor: Long Carbon Europe Sections and Merchant BarstankeanleongNo ratings yet
- Ball MillDocument9 pagesBall MillTaufik AchmadNo ratings yet
- Cement Grinding OptimizationDocument9 pagesCement Grinding OptimizationFran JimenezNo ratings yet
- Classic Line: Planetary MillsDocument20 pagesClassic Line: Planetary MillsvnapaNo ratings yet
- Rubber Mill LinersDocument8 pagesRubber Mill LinersDiegoAlvarezHuguezNo ratings yet
- Ball Mill Maintenance & Installation Procedure: Do Not Use White Lead or GreaseDocument1 pageBall Mill Maintenance & Installation Procedure: Do Not Use White Lead or GreaseAkash PatelNo ratings yet
- 05 Solids Handling Study UnitDocument3 pages05 Solids Handling Study UnitAbdulmajid OsmanNo ratings yet
- Hydraulic Roller PressDocument8 pagesHydraulic Roller Pressusmanny100% (1)
- Mineral Processing Technology-1Document68 pagesMineral Processing Technology-1GC Mahato100% (1)
- Duo Dan MillDocument4 pagesDuo Dan Millnhungocbk92_22841857No ratings yet
- Ball MillDocument4 pagesBall Millmohan804No ratings yet
- Grinding cutting edges and tool bitsDocument100 pagesGrinding cutting edges and tool bitsJom BautistaNo ratings yet
- Powder Metallurgy ProjectDocument54 pagesPowder Metallurgy ProjectDhruv Raj33% (3)
- Literature ReviewDocument6 pagesLiterature ReviewIrfan FadzailahNo ratings yet
- Internship Report Fauji Cement FinalDocument53 pagesInternship Report Fauji Cement FinalSHAHEER HASHMINo ratings yet
- Production of AggregateDocument33 pagesProduction of Aggregatenehal23No ratings yet
- Size ReductionDocument51 pagesSize ReductionRx Ram JadhavNo ratings yet
- Venture Scientific India Ball Mill 50 ML ContainerDocument7 pagesVenture Scientific India Ball Mill 50 ML ContainerdivyaNo ratings yet
- Ball Mill Inspection Procedure PDFDocument4 pagesBall Mill Inspection Procedure PDFYoya AhmedNo ratings yet
- Flow Chart of Pouch, Cylinder and Coin Cell by MTI's Battery EquipmentDocument6 pagesFlow Chart of Pouch, Cylinder and Coin Cell by MTI's Battery EquipmenthcaNo ratings yet
- Shivani ReportDocument26 pagesShivani ReportShubham SinghNo ratings yet
- VRU Techno Industries chocolate machineryDocument12 pagesVRU Techno Industries chocolate machineryHercules PhaetonNo ratings yet
- 002 Basics On Cement Ball Mill SystemsDocument28 pages002 Basics On Cement Ball Mill SystemsHasby YoegaswaraNo ratings yet
- Pe MCQDocument20 pagesPe MCQRushikesh Kachare100% (2)
- A Visit Report To Hetauda Cement Factory To Understand The Cement Manufacturing ProcessDocument10 pagesA Visit Report To Hetauda Cement Factory To Understand The Cement Manufacturing ProcessKedar GaudelNo ratings yet
- UntitledDocument8 pagesUntitledAvanish DiwanNo ratings yet
- Optimizing Grinding Circuits with Functional PerformanceDocument26 pagesOptimizing Grinding Circuits with Functional PerformanceFredy Peña100% (1)
- Mill Speed and Critical SpeedDocument2 pagesMill Speed and Critical SpeedNaelNo ratings yet
- Hyrolysis of AL Dross To Achieve Zero Hazardous WasteDocument9 pagesHyrolysis of AL Dross To Achieve Zero Hazardous WasteXantos YulianNo ratings yet
- HPGR Versus Sag Mill Selection For The Los BroncesDocument7 pagesHPGR Versus Sag Mill Selection For The Los BroncesRuben AltamiranoNo ratings yet
- Mineral ProcessingDocument25 pagesMineral ProcessingAzellia El HafizaNo ratings yet
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (241)
- An Architect's Guide to Construction: Tales from the Trenches Book 1From EverandAn Architect's Guide to Construction: Tales from the Trenches Book 1No ratings yet
- Building Construction Technology: A Useful Guide - Part 1From EverandBuilding Construction Technology: A Useful Guide - Part 1Rating: 4 out of 5 stars4/5 (3)
- Building Construction Technology: A Useful Guide - Part 2From EverandBuilding Construction Technology: A Useful Guide - Part 2Rating: 5 out of 5 stars5/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Civil Engineer's Handbook of Professional PracticeFrom EverandCivil Engineer's Handbook of Professional PracticeRating: 4.5 out of 5 stars4.5/5 (2)
- The Complete Guide to Alternative Home Building Materials & Methods: Including Sod, Compressed Earth, Plaster, Straw, Beer Cans, Bottles, Cordwood, and Many Other Low Cost MaterialsFrom EverandThe Complete Guide to Alternative Home Building Materials & Methods: Including Sod, Compressed Earth, Plaster, Straw, Beer Cans, Bottles, Cordwood, and Many Other Low Cost MaterialsRating: 4.5 out of 5 stars4.5/5 (6)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionFrom EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionRating: 4.5 out of 5 stars4.5/5 (2)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- The Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseFrom EverandThe Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseRating: 5 out of 5 stars5/5 (3)
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Markup & Profit: A Contractor's Guide, RevisitedFrom EverandMarkup & Profit: A Contractor's Guide, RevisitedRating: 5 out of 5 stars5/5 (11)
- Field Guide for Construction Management: Management by Walking AroundFrom EverandField Guide for Construction Management: Management by Walking AroundRating: 4.5 out of 5 stars4.5/5 (3)
- How to Write Construction Programmes & SchedulesFrom EverandHow to Write Construction Programmes & SchedulesRating: 4 out of 5 stars4/5 (9)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Woodworking: 25 Unique Woodworking Projects For Making Your Own Wood Furniture and Modern Kitchen CabinetsFrom EverandWoodworking: 25 Unique Woodworking Projects For Making Your Own Wood Furniture and Modern Kitchen CabinetsRating: 1 out of 5 stars1/5 (4)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)