You might also like
- Weber Parts CatalogDocument16 pagesWeber Parts CatalogOrlando ParraNo ratings yet
- Carter ThermoQuad CarburetorDocument13 pagesCarter ThermoQuad CarburetorJackeline FernandezNo ratings yet
- ST 330 81 1981 Chevrolet Light Duty Truck 10 To 30 Service Manual PDFDocument1,157 pagesST 330 81 1981 Chevrolet Light Duty Truck 10 To 30 Service Manual PDFrev8100% (2)
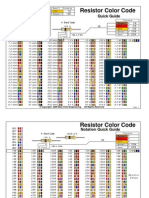
- Resistencias Codigo Colores PDFDocument2 pagesResistencias Codigo Colores PDF'Cesar Guel81% (16)
- 1980 Dual Jet E2 MDocument40 pages1980 Dual Jet E2 MNestor CastilloNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Qjet Tuning HelperDocument29 pagesQjet Tuning HelperFranziska Kujumdshiev100% (1)
- Rochester Carb Parts ChartuDocument103 pagesRochester Carb Parts Chartuvixentd100% (2)
- Quadrajet TuningDocument10 pagesQuadrajet Tuningjet406100% (1)
- 199R7948 5rev5 PDFDocument16 pages199R7948 5rev5 PDFbatman2054No ratings yet
- Carburetor Setup and Best Idle (Ajustar Carburador)Document2 pagesCarburetor Setup and Best Idle (Ajustar Carburador)Lex RadilloNo ratings yet
- Carb Owners ManualDocument26 pagesCarb Owners ManualTroy Bauer100% (14)
- Holley Carburettors High Performance TuningDocument10 pagesHolley Carburettors High Performance Tuningkoolchangescribd100% (1)
- 199R9934 3rev2 PDFDocument16 pages199R9934 3rev2 PDFbatman2054No ratings yet
- Chevy 350 Engine Service ManualDocument1 pageChevy 350 Engine Service ManualMonicaNo ratings yet
- Rochester AdjustmentDocument36 pagesRochester Adjustmentrobotrmu100% (2)
- Edelbrock AVS Carburetor Installation ManualDocument5 pagesEdelbrock AVS Carburetor Installation Manualisland14No ratings yet
- Rochester CarbDocument79 pagesRochester CarbLawrence Smith100% (4)
- GM Crate Engine BuyerDocument18 pagesGM Crate Engine BuyerEngine Tuning UPNo ratings yet
- 1992 ST-375-92-EDD Chevrolet CK Wiring ManualDocument298 pages1992 ST-375-92-EDD Chevrolet CK Wiring ManualNestor Amezcua100% (1)
- A Carter Thermo-Quad Guide: Contents..Document31 pagesA Carter Thermo-Quad Guide: Contents..Chris EvrardNo ratings yet
- GM 3.0 LDocument36 pagesGM 3.0 Lmeyyiti01No ratings yet
- Engine Series: Stroker Engines - Making Bigger Even 'Badder'Document4 pagesEngine Series: Stroker Engines - Making Bigger Even 'Badder'Walid BenaziNo ratings yet
- Aut 165 - 3ed - CPT 28 - Gasoline Direct InjectionDocument42 pagesAut 165 - 3ed - CPT 28 - Gasoline Direct Injectionbangyos001No ratings yet
- Volt Sandy BlogsDocument9 pagesVolt Sandy BlogskrivasscribdNo ratings yet
- Chevrolet CorvetteDocument23 pagesChevrolet Corvette- MiNT -0% (1)
- Section 1Document10 pagesSection 1Engine Tuning UpNo ratings yet
- TREMEC TR-6070 Transmission: 7-Speed RWD Manual TransmissionDocument2 pagesTREMEC TR-6070 Transmission: 7-Speed RWD Manual TransmissionAngelNo ratings yet
- Chevy Heads Coolant Loss 5.3 BulletinDocument4 pagesChevy Heads Coolant Loss 5.3 BulletinDavid Craig100% (1)
- Chevrolet Blazer - Engine Performance Theory - OperationDocument30 pagesChevrolet Blazer - Engine Performance Theory - Operationprovajuv100% (1)
- Rebuilding Nippon Denso Alternator 00-01 A - JeepForumDocument14 pagesRebuilding Nippon Denso Alternator 00-01 A - JeepForumejen_glNo ratings yet
- Limited Slip Differential: Identification and Application ChartDocument16 pagesLimited Slip Differential: Identification and Application ChartManuel SterlingNo ratings yet
- Holley Carb AdjustmentsDocument8 pagesHolley Carb AdjustmentsAaron SteeleNo ratings yet
- Catalogo WisecoDocument35 pagesCatalogo WisecobrunnomaiaNo ratings yet
- 1953 1967 Corvette Specification GuideDocument129 pages1953 1967 Corvette Specification GuideLaurent ChapronNo ratings yet
- Holley Carb Service PartsDocument32 pagesHolley Carb Service PartskenNo ratings yet
- 1992 ST-375-92NGS Chevrolet CK CNG Service Manual SupplementDocument318 pages1992 ST-375-92NGS Chevrolet CK CNG Service Manual SupplementNestor AmezcuaNo ratings yet
- TS 60-72 2013 Web - NDocument177 pagesTS 60-72 2013 Web - NBlasterwebservices100% (1)
- Turbo HydramaticDocument8 pagesTurbo HydramaticGina LópezNo ratings yet
- Specification Manual For Models 2010, 2300, 4010, 4011, 4150, 4160, 4165, 4175, and 4500Document8 pagesSpecification Manual For Models 2010, 2300, 4010, 4011, 4150, 4160, 4165, 4175, and 4500wolfbrotherhood100% (1)
- Allison 1000 Clutch Application ChartDocument1 pageAllison 1000 Clutch Application ChartJeff MartelNo ratings yet
- Flatheads ForeverDocument96 pagesFlatheads ForeverCatito Catito Sc100% (1)
- 4l80e Teardown Rebuild and InstallationDocument146 pages4l80e Teardown Rebuild and Installationobx4ever50% (2)
- f100 ManualDocument50 pagesf100 ManualFelipe Beneducci BarretoNo ratings yet
- Holley 2 Barrell Carb 350cfmDocument12 pagesHolley 2 Barrell Carb 350cfmjaydoo100% (1)
- Engine Builder 2016-12Document52 pagesEngine Builder 2016-12xeron7126No ratings yet
- 20 Engine & Transmission Components Page 176-193 PDFDocument18 pages20 Engine & Transmission Components Page 176-193 PDFmarcosluna68100% (1)
- 4L80E / 4L85E: RWD 4 SpeedDocument8 pages4L80E / 4L85E: RWD 4 SpeedByung C Kim100% (1)
- Specification Application Metric English: Engine Mechanical Specifications Y Car - LS1Document6 pagesSpecification Application Metric English: Engine Mechanical Specifications Y Car - LS1Jean Paul BésNo ratings yet
- Clo Yes High Performance CatalogDocument17 pagesClo Yes High Performance CatalogConte MezaNo ratings yet
- Carburetor Tech Info PDFDocument6 pagesCarburetor Tech Info PDFbatman2054No ratings yet
- Engine WeightsDocument13 pagesEngine WeightsxLibelle75% (4)
- Smittybilt2018 Catalog PDFDocument143 pagesSmittybilt2018 Catalog PDFKotot HadisoemartoNo ratings yet
- Cadillac Shop ManualDocument883 pagesCadillac Shop ManualDiego Hernan PiñeiroNo ratings yet
- Interior BodyDocument28 pagesInterior BodyHeris Sitompul100% (1)
- Transmison S10Document16 pagesTransmison S10Angel MorenoNo ratings yet
- Camaro Special Editions: Includes pace cars, dealer specials, factory models, COPOs, and more: Includes pace cars, dealer specials, factory models, COPOs, and moreFrom EverandCamaro Special Editions: Includes pace cars, dealer specials, factory models, COPOs, and more: Includes pace cars, dealer specials, factory models, COPOs, and moreNo ratings yet
- Dragon Days: The story of Miss Bardahl and the 1960s kids who loved hydros (2020 edition)From EverandDragon Days: The story of Miss Bardahl and the 1960s kids who loved hydros (2020 edition)No ratings yet
- Tennessee LawDocument13 pagesTennessee LawAndy WilsonNo ratings yet
- SRD Minor Patient Consent To Treatment 2020 DoneDocument1 pageSRD Minor Patient Consent To Treatment 2020 DoneAndy WilsonNo ratings yet
- SRD Insurance and Billing Practices 2020 DoneDocument3 pagesSRD Insurance and Billing Practices 2020 DoneAndy WilsonNo ratings yet
- Back Assessment Reassessment Handbook August 2012Document18 pagesBack Assessment Reassessment Handbook August 2012Andy WilsonNo ratings yet
- CRT TV Sign CrapDocument1 pageCRT TV Sign CrapAndy WilsonNo ratings yet
- LG Main CoreDocument1 pageLG Main CoreAndy WilsonNo ratings yet
- Aluminum Electrolytic Capacitors SMTDocument5 pagesAluminum Electrolytic Capacitors SMTAndy WilsonNo ratings yet
- Img 0006Document6 pagesImg 0006Andy WilsonNo ratings yet
- Firmware Update Panasonic Tc-pxxst30 Gt30 Vt30 Pst34 Dt30 v222 InstallationDocument6 pagesFirmware Update Panasonic Tc-pxxst30 Gt30 Vt30 Pst34 Dt30 v222 InstallationAndy WilsonNo ratings yet
- Adkins WorkorderDocument2 pagesAdkins WorkorderAndy WilsonNo ratings yet
- 51PP9200 PDFDocument166 pages51PP9200 PDFAndy WilsonNo ratings yet
- Agc On Acu BrochureDocument2 pagesAgc On Acu BrochureAndy WilsonNo ratings yet
- Disassembly Monito 20106122290Document33 pagesDisassembly Monito 20106122290Andy WilsonNo ratings yet
- Philips 42 Inch LCD Power Ic-Fsq510Document14 pagesPhilips 42 Inch LCD Power Ic-Fsq510Raja Pathamuthu.GNo ratings yet
- Samsung HLS5697S MainDocument3 pagesSamsung HLS5697S MainAndy WilsonNo ratings yet
- Reception Maps GuideDocument1 pageReception Maps GuideAndy WilsonNo ratings yet
- LJ41 05120aDocument1 pageLJ41 05120aAndy WilsonNo ratings yet
- Basic LCD TV Trouble Shooting Guide by Bud MartinDocument9 pagesBasic LCD TV Trouble Shooting Guide by Bud MartinJustin WilliamsNo ratings yet
- Philips 42 Inch LCD Power Ic-Fsq510Document14 pagesPhilips 42 Inch LCD Power Ic-Fsq510Raja Pathamuthu.GNo ratings yet
- HL67A750 Firmware Update InstructionDocument6 pagesHL67A750 Firmware Update InstructionAndy WilsonNo ratings yet
- HL67A750 Firmware Update InstructionDocument6 pagesHL67A750 Firmware Update InstructionAndy WilsonNo ratings yet
- Philips CDR760 17 Dfu AenDocument54 pagesPhilips CDR760 17 Dfu AenAndy WilsonNo ratings yet
- Privacy in The WorkplaceDocument16 pagesPrivacy in The WorkplaceAndy WilsonNo ratings yet
- LCD Lamp CrossDocument16 pagesLCD Lamp CrossAndy WilsonNo ratings yet
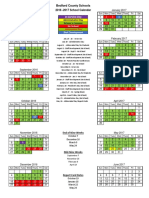
- Bedford County Schools: 2016 - 2017 School CalendarDocument1 pageBedford County Schools: 2016 - 2017 School CalendarAndy WilsonNo ratings yet
- Bedford County Schools: 2016 - 2017 School CalendarDocument1 pageBedford County Schools: 2016 - 2017 School CalendarAndy WilsonNo ratings yet
- CTAS Sunshine Law 2016Document11 pagesCTAS Sunshine Law 2016Andy Wilson100% (1)
- Who Must Register ChartDocument1 pageWho Must Register ChartAndy WilsonNo ratings yet
- Fasco Full Catalog PDFDocument184 pagesFasco Full Catalog PDFvickersNo ratings yet
- Actaris SL 7000 ManualDocument2 pagesActaris SL 7000 ManualNoorAhmad50% (2)
- ESE 570: Digital Integrated Circuits and VLSI Fundamentals: Lec 1: January 12, 2017 Introduction and OverviewDocument42 pagesESE 570: Digital Integrated Circuits and VLSI Fundamentals: Lec 1: January 12, 2017 Introduction and OverviewRavi PeramNo ratings yet
- AE JE HK Employment NotificationDocument7 pagesAE JE HK Employment NotificationSarabjeetSinghNo ratings yet
- Acti 9 iPRF1 - PRD1 - A9L16482Document3 pagesActi 9 iPRF1 - PRD1 - A9L16482Irsan SantosoNo ratings yet
- DN 6724Document2 pagesDN 6724venvettyNo ratings yet
- Elec431lab 1dc DCDocument5 pagesElec431lab 1dc DCcrsarinNo ratings yet
- 3BSE035981-510 - en System 800xa Control 5.1 AC 800M Binary and AnalogDocument640 pages3BSE035981-510 - en System 800xa Control 5.1 AC 800M Binary and AnalogNguyễn Anh TúNo ratings yet
- LSB Exercise 1 Boot SequenceDocument11 pagesLSB Exercise 1 Boot SequenceUdayNo ratings yet
- March 2004 5-1 Work Centre M20 Family Parts ListDocument30 pagesMarch 2004 5-1 Work Centre M20 Family Parts ListYury Kobzar100% (1)
- Microprocessor and InterfacingDocument9 pagesMicroprocessor and Interfacingsree2728No ratings yet
- Envelopes and Lfos: FocusDocument4 pagesEnvelopes and Lfos: FocusdradetoxNo ratings yet
- Power Transistor ( 40V, 2A) : 2SB1183 / 2SB1239Document1 pagePower Transistor ( 40V, 2A) : 2SB1183 / 2SB1239Angel Simo MoralesNo ratings yet
- Metron QA-ES ESU Ananlyzer - User and Service ManualDocument55 pagesMetron QA-ES ESU Ananlyzer - User and Service ManualzorgglubNo ratings yet
- hcs301.. EncodingDocument30 pageshcs301.. Encodingmhamid101No ratings yet
- Documentation enDocument86 pagesDocumentation enRodrigo MejíaNo ratings yet
- GISKit Pro Overview 11 08Document7 pagesGISKit Pro Overview 11 08JuanGonzalesParedesNo ratings yet
- Adaptoare AudioDocument5 pagesAdaptoare AudiostelianlazaroiuNo ratings yet
- ASTM B117: SD-11 Closeout Submittals Energy Efficient Equipment For Motors Reduce Volatile Organic Compounds (VOC)Document5 pagesASTM B117: SD-11 Closeout Submittals Energy Efficient Equipment For Motors Reduce Volatile Organic Compounds (VOC)JamesNo ratings yet
- Report On Anti Lock Braking SystemDocument12 pagesReport On Anti Lock Braking SystemParth RathoreNo ratings yet
- Unit 2 PDFDocument6 pagesUnit 2 PDFMridupaban DuttaNo ratings yet
- Onyx WorksDocument6 pagesOnyx WorksOCTAGON0% (1)
- Sensors Used To Find Out RPM: By-Maheep BhattDocument15 pagesSensors Used To Find Out RPM: By-Maheep BhattMaheep BhattNo ratings yet
- NK Sir Support Resistance Code For TradingviewDocument2 pagesNK Sir Support Resistance Code For TradingviewKrunal BhosaleNo ratings yet
- Brochure Borri RTB OMG60307revA 06-19Document4 pagesBrochure Borri RTB OMG60307revA 06-19rakesh bardepurNo ratings yet
- Common CNC Machine FailuresDocument19 pagesCommon CNC Machine Failuresmohamed alsalhyNo ratings yet
- VSP 70-03-34-00-Mo97Document3 pagesVSP 70-03-34-00-Mo97lgrypvNo ratings yet
- ALCE Instrument Transformers 2012 CD R01Document20 pagesALCE Instrument Transformers 2012 CD R01Lý Chính ĐạoNo ratings yet
- Reliability of Electronic ComponentsDocument7 pagesReliability of Electronic ComponentswreathbearerNo ratings yet
- RFC - Radio Frequency Choke PDFDocument5 pagesRFC - Radio Frequency Choke PDFBenMohamedNo ratings yet
- RA100Z ManualDocument2 pagesRA100Z ManualKrausserRudolfNo ratings yet