TWI
CSWIP VISUAL INSPECTION OF WELDS
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Terminology
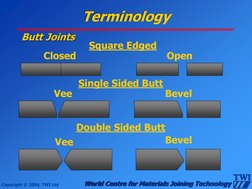
Butt Joints
Closed Square Edged Open
Vee
Single Sided Butt
Bevel
Double Sided Butt Bevel Vee
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Terminology
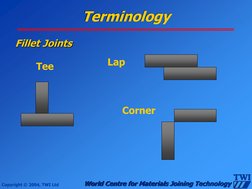
Fillet Joints
Tee
Lap
Corner
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
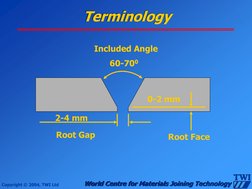
�Terminology
Included Angle
60-700
0-2 mm
2-4 mm Root Gap
Root Face
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
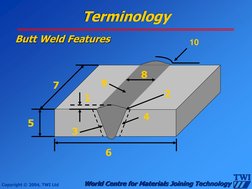
�Terminology
Butt Weld Features
8 2 4 3 6
Copyright 2004, TWI Ltd
10
1
5
World Centre for Materials Joining Technology
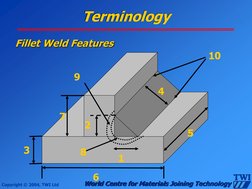
�Terminology
Fillet Weld Features
10 9
4
7 3 2 8 6 1
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
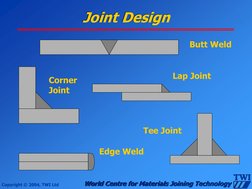
�Joint Design
Butt Weld
Corner Joint
Lap Joint
Tee Joint Edge Weld
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
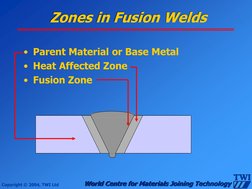
�Zones in Fusion Welds
Parent Material or Base Metal Heat Affected Zone Fusion Zone
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Visual Inspection Procedures
Important things to consider
When do I carry out inspections? How do I carry out inspections? What do I look for? What equipment do I need? How do I interpret the code or standard requirements? What is the nature of the product? What operating conditions will be present? What is the quality of welding required? Is there a code or standard available to inspect the welds against
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Checklist
Before Welding Commences
Documentation Materials Weld preparations Fit up for welding Welding equipment
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Checklist
During Welding
Correct parameters WPS at the work place Inter run cleanliness and quality Interpass temperature Consumable control Maintenance of preheat Process control NDE regime Weld records and maintenance of weld maps
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Checklist
Welding Completion
Visual inspection and records NDE PWHT Final testing Cleaning, painting, preservation, packing Final documentation
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
Butt welds - Size
Weld cap width
Excess weld metal height
Root penetration Root bead width
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
Fillet welds - Size
Excess weld metal
Actual throat thickness
Minimum and maximum leg length size
Design throat thickness
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
Importance of Fillet weld leg length Size
(a)
(b) 8mm 6mm 4mm
4mm
What size is the Throat thickness of (a) What size is the Throat thickness of (b)
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
Importance of Fillet weld leg length Size
(a)
(b) 6mm 4mm 6mm
4mm
How much bigger is (a) in volume than (b)
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
(a) 4mm 4mm (a) volume = 4 x 4 = 8mm2 2 6mm 6mm (b) volume = 6 x 6 = 18mm2 2 (b)
The volume of (b) is over double the volume of (a) Without the extra reinforcement being added
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
Fillet welds - Size & Shape
Convex Mitre
Concave
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
Fillet welds - Toe Blend
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
EFFECTIVE THROAT THICKNESS
a = Nominal throat thickness s = Effective throat thickness
Deep throat fillet welds from FCAW & SAW etc
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
Butt welds - Profile
x x
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
Butt welds - Toe Blend
x x
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Features to Consider
Butt welds - Weld Width
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�A Weld : Definitions
BS 499
A union between pieces of metal at faces rendered plastic or liquid by heat,pressure or both.
NASA
A continuous defect surrounded by parent material
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welds
An ideal weld must give a strong bond between materials with the interfaces disappearing
To achieve this Smooth,flat or matching surfaces Surfaces shall be free from contaminants Metals shall be free from impurities Metals shall have identical crystalline structures
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Electric Arc Welding
Electrode
Power supply Work piece
Clamp(Earth)
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Electric Arc Welding
Electric discharge produced between cathode and anode by a potential difference (40 to 60 volts) Discharge ionises air and produces -ve electrons and +ve ions
Electrons impact upon anode, ions upon cathode
Impact of particles converts kinetic energy to heat (7000o C) and light Amperage controls number of ions and electrons, Voltage controls their velocity
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Manual Metal Arc Welding
Shielding provided by decomposition of flux covering Electrode consumable Manual process Welder controls Arc length Angle of electrode Speed of travel Amperage settings
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Manual Metal Arc Welding
POWER SOURCE
POWER SOURCE:Input 240v (single phase) or 415v ( 2 live phases of 3 phase supply) Output AC (O.C.V. 80v) or DC (O.C.V. 50v) or both. AC for Shop
DC for site work as it is SAFER (lower OCV). Also for shop work..
Current adjustment control
TYPES:-
Transformers AC only Transformer/Rectifiers AC and DC Petrol or Diesel driven Generators Site work DC Inverters AC and DC
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Manual Metal Arc Welding
Power control panel Electrode oven Electrodes Power return cable Safety visor (With dark lens) *
Copyright 2004, TWI Ltd
Power source. Transformer/ Rectifier Heated quiver Inverter power source Electrode holder Power cable
World Centre for Materials Joining Technology
�Manual Metal Arc (MMA)
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Tungsten Inert Gas (TIG)
Power control panel Power return cable Torch assemblies Tungsten electrodes Transformer/ Rectifier Inverter power source Power control panel Power cable Flow-meter
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Tungsten Inert Gas (TIG)
POWER SOURCE
POWER SOURCE 440v 50Hz 3 phase or 240v single phase input TORCH TORCH HOSE RETURN LEAD INERT GAS SUPPLY (Cylinder & regulator) FLOWMETER (graduated in ltr/min) Transformers for AC aluminium alloys Rectifiers for DC - steels Transformer/rectifier for AC/DC Inverters for AC/DC more portable - expensive Sizes/types vary depending on current/application Flexible may carry current, gas, cooling water. Note that current actually flows from this lead Correct type for application.(ar, he, ar/he mixture) Argon/hydrogen for austenitic stainless steel To deliver correct gas flow (velocity) depending on welding position and joint configuration.
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Tungsten Inert Gas (TIG)
TORCH WELDING LEAD + GAS SUPPLY NORMALLY DC-VE METERS (OPTIONAL) VARIABLE CURRENT CONTROLLER GAS SUPPLY
ARC
OUTPUT 80 OCV MAX
THE POWER SOURCE
AC/DC CONSTANT CURRENT
ARC STRIKING DEVICE
I N E R T G A S
+
RETURN LEAD
EARTH*
Copyright 2004, TWI Ltd
*CHECK WITH HSE GUIDANCE NOTE
World Centre for Materials Joining Technology
�Tungsten Inert Gas (TIG)
Tungsten housing Fitted ceramic shielding cup On/Off switch Split collet Gas diffuser Spare ceramic shielding cup * Torch body
Tungsten electrodes Ceramic shield cup
Gas lens
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Tungsten Inert Gas (TIG)
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Metal Inert Gas (MIG)
External wire feed unit Transformer/ Rectifier
Internal wire feed system Power control panel
Power cable & hose assembly
Liner for wire 15kg wire spool Power return cable* Welding gun assembly
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Metal Inert Gas (MIG)
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Submerged Arc
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Cracks
Classified by Shape Longitudinal Transverse Branched Chevron Classified by Position HAZ Centreline Crater Fusion zone Parent metal
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Cracks
4 Crack Types Solidification cracks Hydrogen induced cracks Lamellar tearing Reheat cracks
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Cracks
Solidification Occurs during weld solidification process Steels with high sulphur content (low ductility at elevated temperature) Requires high tensile stress Occur longitudinally down centre of weld e.g. Crater cracking
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Solidification Cracking
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Deeper and narrow weld beads are prone to solidification cracking (depth to width ratio over 2:1) In order to avoid solidification cracking, reduce penetration and increase bead width (depth to width ratio 0,5:1)
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Cracks
Hydrogen Induced Requires susceptible grain structure, stress and hydrogen Hydrogen enters via welding arc Hydrogen source - atmosphere or contamination of preparation or electrode Moisture diffuses out into parent metal on cooling Most likely in HAZ
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Hydrogen Cracking
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Hydrogen Cracking
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Cracks
Lamellar Tearing Step like appearance Occurs in parent material or HAZ Only in rolled direction of the parent material Associated with restrained joints subjected to through thickness stresses on corners, tees and fillets Requires high sulphur or non-metallic inclusions
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Lamellar Tearing
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Lamellar Tearing
Restraint High contractional stress Lamellar tear
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Lamellar Tearing
Grind and infill with ductile weld metal
Control restraint Re-design weld
For critical work a forged T piece may be used
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
Forged T Piece
�Welding Defects
Cracks
Re-Heat Cracking Occurs mainly in HAZ of low alloy steels during post weld heat treatment or service at elevated temperatures Occurs in areas of high stress and existing defects Prevented by toe grinding, elimination of poor profile material selection and controlled post weld heat treatment
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Incomplete root penetration
Causes Too small a root gap Arc too long Wrong polarity Electrode too large for joint preparation Incorrect electrode angle Too fast a speed of travel for current
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
a) Excessively thick root face
b) Too small a root gap c) Misplaced welds d) Power input too low
e) Arc (heat) input too low
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Too large diameter electrode
Smaller (correct) diameter electrode
Lack of sidewall fusion due to arc deflection
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Incomplete root Fusion
Causes Too small a root gap Arc too long Wrong polarity Electrode too large for joint preparation Incorrect electrode angle Too fast a speed of travel for current
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Root concavity
Causes Root gap too large Insufficient arc energy Excessive back purge TIG
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Excess Root Penetration
Causes Excessive amperage during welding of root Excessive root gap Poor fit up Excessive root grinding Improper welding technique
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Root undercut
Causes Root gap too large Excessive arc energy Small or no root face
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Cap Undercut
Causes Excessive welding current Welding speed too high Incorrect electrode angle Excessive weave Electrode too large
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Overlap
Excess weld
metal
World Centre for Materials Joining Technology
Copyright 2004, TWI Ltd
�Welding Defects
Lack of fusion
Causes Contaminated weld preparation Amperage too low Amperage too high (welder increases speed of travel)
World Centre for Materials Joining Technology
Copyright 2004, TWI Ltd
�Welding Defects
Incompletely Filled Groove & Lack of Side wall Fusion
Causes Insufficient weld metal deposited Improper welding technique
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Inter run Incompletely Filled Groove
Causes Insufficient weld metal deposited Improper welding technique
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Gas pores / Porosity
Causes Excessive moisture in flux or preparation Contaminated preparation Low welding current Arc length too long Damaged electrode flux Removal of gas shield
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Gas pores / Porosity
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Inclusions - Slag
Causes
Insufficient cleaning between passes Contaminated weld preparation Welding over irregular profile Incorrect welding speed Arc length too long
World Centre for Materials Joining Technology
Copyright 2004, TWI Ltd
�Welding Defects
Inclusions - Slag
Causes
Insufficient cleaning between passes Contaminated weld preparation Welding over irregular profile Incorrect welding speed Arc length too long
World Centre for Materials Joining Technology
Copyright 2004, TWI Ltd
�Welding Defects
Poor (convex) weld bead profile resulted in pockets of slag being trapped between the weld runs
Smooth weld bead profile allows the slag to be readily removed between runs
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Inclusions - Tungsten
Causes Contamination of weld Caused by tungsten touching weld metal or parent metal during welding using the TIG welding process
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Burn Through
Causes Excessive amperage during welding of root Excessive root grinding Improper welding technique
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Spatter
Causes Excessive arc energy Excessive arc length Damp electrodes Arc blow
World Centre for Materials Joining Technology
Copyright 2004, TWI Ltd
�Welding Defects
Arc Strikes
Causes
Electrode straying onto parent metal Electrode holder with poor insulation
Poor contact of earth clamp
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Mechanical Damage
Chisel Marks Chisel Marks Pitting Corrosion Grinding Marks
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Welding Defects
Non-alignment of two abutting edges
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Page 1 of 3 Name: [Block capitals] Mr. I C Plenty Code/Specification used: TWI 09-09-03 Welding position: Flat /PA MEASURE FROM Copyright 2004, TWI Ltd THIS DATUM EDGE
EXAMPLE PLATE REPORT
Signature:
I C Plenty
Test piece ident:
001
Welding process:
MMA/SMAW
Joint type: Single V Butt Date 22/08/2003
Length & thickness of plate: 300mm x 10 mm
WELD FACE
Lack of sidewall fusion
B
Gas pore 1.5
230
C
Undercut smooth 1.5 max 236 30
87
22
51
153
40 Arc Strike 241
Slag inclusion
NOTES:
Centreline crack
Cap height : 4mm. Weld width: 12-14mm Toe blend: Poor Misalignment: 2mm Angular Distortion 3mm in 50mm Spatter along weld length or scale on the plate surface
World Centre for Materials Joining Technology
�Page 2 of 3
EXAMPLE PLATE REPORT
Copyright 2004, TWI Ltd
MEASURE FROM THIS DATUM EDGE
WELD ROOT
Root concavity 2 deep
B
LACK OF ROOT FUSION
247 20
23
10
128
50
Incomplete root penetration
NOTES: Penetration height :
Linear Misalignment: Angular Distortion: Any scale on plate surface
4mm. 2mm 3mm in 50mm
World Centre for Materials Joining Technology
�EXAMPLE WELD INSPECTION REPORT/SENTENCE SHEET
PRINT FULL NAME I C Plenty 001
Defects Noted Code or Specification Reference
SPECIMEN NUMBER
EXTERNAL DEFECTS
Defect Type
Pipe/Plate Section 1
Accumulative Total 2 4mm Poor blend 22mm NONE 1x 8mm long 1.5mm depth 1.5mm 40mm
Maximum Allowance 3 3mm Smooth None -----------2mm 1mm 1mm NONE
Section/ Table No 4
Accept/Reject 5 Reject Reject Reject Accept Reject Reject Reject Reject*
Excess weld metal height Excess weld metal appearance Incomplete filling Inadequate weld width Slag Inclusions Undercut Surface Porosity Cracks/Crack-like defects
AC
A-C A-C A-C A-C A-C A-C A-C
15
19 8 ---------3 11 2 1
Lack of fusion
Arc strikes Mechanical damage Laps/Laminations Misalignment (Linear) Longitudinal seams
A-C
A-C A-C A-C A-C A-C
22mm
30x25 NONE NONE 2mm NONE
NONE
---------------------------------2mm ------------
5
12 ------------------9 ----------
Reject
Seek advise*** Accept Accept Accept Accept
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Root Defects
Misalignment A-C 2mm 2mm 9 Accept
Excessive Root Penetration Incomplete Root Penetration Lack of Root Fusion Root Concavity Root Undercut Cracks/Crack-like defects Slag inclusions Porosity Laps/Laminations
A-C A-C A-C A-C A-C A-C A-C A-C A-C
4mm 50mm 20mm 2mm depth NONE NONE NONE NONE NONE
2mm NONE NONE 1mm --------------------------------------------------------
16 6 5 20 ----------------------------------------------
Reject Reject Reject Reject Accept Accept Accept Accept Accept
This *pipe/plate has been examined to the requirements of code/specification TWI 09-09-03 ......................................... and is accepted/rejected accordingly. Comments: * Request MPI testing to confirm crack and length. ** Large amount of spatter on weld face. Recommend this is removed and re inspected. *** Recommend arc strikes are ground flush prior to MPI testing for crack detection.
Signature......................................................... *Delete which is not applicable.
I C Plenty
Date................................................. .................................... Use the other side for any comments.
22nd August 2003
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Inspection Practice Specification Number TWI 09-09-03
All dimensions are given in mm
Comments
Confirm with penetrant testing Individual pore Non metallic. Individual size Metallic. Individual size Side wall/Root/Inter-run
No
1 2 3 4 5
Imperfection
Cracks Porosity Solid Inclusions Solid Inclusions Lack of Fusion
Allowance
Not permitted Maximum 1mm Maximum 1mm Not permitted Not permitted
6
7 8 9 10 11 12
Incomplete Root Penetration
Overlap/Cold lap Incompletely filled groove Linear Misalignment Angular Misalignment Undercut Arc Strikes Smoothly blended Area to be tested by MPI Weld face/Root
Not permitted
Not permitted Not permitted 0.2t Maximum 4mm Maximum 10 10%t Maximum d 1mm Seek advice
13
14 15 16 17 18 19 20
Laminations
Mechanical Damage Cap Height Penetration Bead Toe Blend Spatter Weld Appearance Root concavity Clean & Re-inspect All runs shall blend smoothly Shall fall below plate surface
Not permitted
Not permitted 0 3mm h Maximum 0 2mm h Maximum Smooth Refer to manufacturer Regular 10%t Maximum
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�TWI CAMBRIDGE MULTI-PURPOSE WELDING GAUGE:
Visual Inspection of Welds Using the Cambridge Multi-Purpose Welding Gauge:
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�TWI CAMBRIDGE MULTI-PURPOSE WELDING GAUGE:
Angle of preparation:
This scale reads from 00 to 600 in steps of 50. The angle is read against the chamfered edge of the plate or pipe.
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�TWI CAMBRIDGE MULTI-PURPOSE WELDING GAUGE:
Linear Misalignment:
The gauge may be used to measure misalignment of members by placing the edge of the gauge on the lower member and rotating the segment until the pointed finger contacts the higher member.
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�TWI CAMBRIDGE MULTI-PURPOSE WELDING GAUGE:
Excess Weld Metal/Root penetration:
The scale is used to measure excess weld metal or root penetration, by placing the edge of the gauge on the plate and rotating the segment until the pointed finger contacts the excess weld metal or root bead at its highest point.
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�TWI CAMBRIDGE MULTI-PURPOSE WELDING GAUGE:
Undercut / mechanical damage (grinding etc)
The gauge may be used to measure the depth of undercut by placing the edge of the gauge on the plate and rotating the segment until the pointed finger contacts the lowest depth of the undercut. The reading is taken on the scale to the left of the zero mark in mm or inches.
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�TWI CAMBRIDGE MULTI-PURPOSE WELDING GAUGE:
Fillet Weld Actual Throat Thickness:
The small sliding pointer reads up to 20mm, or inch. When checking the throat you measure the actual throat thickness also note! that there is a nominal design throat thickness,
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�TWI CAMBRIDGE MULTI-PURPOSE WELDING GAUGE:
Fillet Weld Leg Length:
The gauge may be used to measure fillet weld leg lengths of up to 25mm, as shown on left.
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�CSWIP 3.0 INSPECTION OF FILLET WELDS
TWI
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
CSWIP 3.0 Fillet Welded T Joint
F 123
Part of the CSWIP 3.0 examination is to inspect & assess a Fillet welded Tee for its size & visual acceptance to the applicable code.
World Centre for Materials Joining Technology
Copyright 2004, TWI Ltd
�Fillet Weld Inspection
1. The plate reference number must be recorded in the top left hand corner of the report sheet, then the thickness of the plate must be measured and entered in the top right hand corner of the report sheet in the boxes provided.
Specimen Number F123 Material thickness: 6mm
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
2) Both the Vertical and Horizontal fillet weld leg lengths must be measured to find the minimum and maximum sizes. These values are entered in the boxes provided on the report sheet. Use the gauge as shown below:
Fillet Weld Leg Length: The gauge may be used to measure fillet weld leg lengths up to a maximum of 25mm, as shown on left.
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
3) The minimum and maximum throat thickness are measured and entered in the boxes provided on the report sheet. These values are measured as shown below:
Fillet Weld Throat Thickness:
The small sliding pointer reads up to 20mm, or inch. When measuring the throat it is supposed that the fillet weld has a nominal throat thickness, as an effective throat thickness cannot be measured in this manner.
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
Having made all the above measurements they can be assessed to a set of values that may be simply calculated from the plate thickness. a) The minimum leg length size is the plate thickness b) The maximum leg length size is: The plate thickness + 3mm c) The minimum throat thickness is: The plate thickness x 0.7 d) The maximum throat thickness is: The plate thickness + 0.5mm
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
For example if the plate thickness is 6mm then the following will apply:
6mm
F 123
a) The minimum leg length size is 6mm (Plate thickness) b) The maximum leg length size is 9mm (Plate thickness + 3mm) c) The minimum throat thickness is 4.2mm (Plate thickness x 0.7) d) The maximum throat thickness is 6.5mm (Plate thickness + 0.5mm
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
This means that the measurements taken must fall inside BOTH the tolerances calculated i.e. Leg lengths must be between 6mm 9mm Throat thickness must be between 4.2 and 6.5mm If all the values are within these tolerances they are acceptable. If any of the values fall outside of the calculated tolerances then it becomes unacceptable. It is important to remember that any change in thickness will change the acceptance values calculated above.
World Centre for Materials Joining Technology
Copyright 2004, TWI Ltd
�Fillet Weld Inspection
Vertical Leg Length Lowest leg measurement 7mm Highest leg measurement 8mm Actual Throat Thickness Lowest throat measurement 4.5mm Highest throat measurement 8mm Horizontal Leg Length Lowest leg measurement 5mm Highest leg measurement 10mm
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
Practical Exam Report Sheet
Specimen Number F123 Material thickness: 6mm
1) Measure and record the following details: VERTICAL LEG LENGTH (Max & Min) HORIZONTAL LEG LENGTH (Max & Min) = Max 8mm Min 7mm
= Max 10mm Min 5mm Min 4.5mm
DESIGN THROAT THICKNESS (Max & Min) = Max 8mm
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
2) Sentence the fillet weld dimensions using the following design criteria: MINIMUM LEG LENGTH: Material thickness (6mm) MAXIMUM LEG LENGTH: Material thickness + 3mm (9 mm) MINIMUM THROAT THICKNESS: Material thickness x 0.7 (4.2 mm) MAXIMUM THROAT THICKNESS: Material thickness + 0.5mm (6.5 mm)
The VERTICAL LEG LENGTH Please state: ACCEPT The HORIZONTAL LEG LENGTH Please state: REJECT The THROAT THICKNESS Please state: REJECT
Copyright 2004, TWI Ltd
ACCEPT or REJECT?
ACCEPT or REJECT?
ACCEPT or REJECT?
World Centre for Materials Joining Technology
�Fillet Weld Inspection
Having assessed the weld for its size an inspection can then be made on the surface to locate any imperfections. Firstly; the report sheet requests the inspector to indicate the number of locations that the following imperfections occur, if any? 3) The number of places that they occur should now be entered in the box as follows: UNDERCUT APPEAR? OVERLAP APPEAR? LACK OF FUSION APPEAR? CRACKS APPEAR? POROSITY APPEAR? SOLID INCULSIONS? MISC: [ARC STRIKES etc] 3 places None None None 2 Areas 1 Slag Inclusion Spatter
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
4) For the defects recorded state: MAXIMUM length (and DEPTH if applicable) of each defect UNDERCUT: OVERLAP: LACK OF FUSION: CRACKS: POROSITY: SOLID INCLUSIONS: Length: 15 mm Depth: Smooth 1.0mm Length: -------- Depth: --------Length: -------- Depth: --------Length: -------- Depth: --------Length: 6mm Length: 4mm Depth: Maximum Depth: ---------
MISC:[ ARC STRIKES] Length: Spatter Depth: --------Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
5) Then, assess the levels of imperfections allowed by the applicable code which is provided: UNDERCUT: OVERLAP: LACK OF FUSION: CRACKS: POROSITY: SOLID INCLUSION: MISC: [ARC STRIKES] ACCEPT ACCEPT ACCEPT ACCEPT REJECT REJECT REJECT* (Accept (Accept (Accept (Accept (Accept (Accept (Accept or Reject?) or Reject?) or Reject?) or Reject?) or Reject?) or Reject?) or Reject?)
* All spatters should have been removed prior to submission for inspection
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology
�Fillet Weld Inspection
6) Finally accept or reject the weld used for your visual inspection as follows: IS THE WELD ACCEPTABLE? Signature: Name: Date: I C Plenty I C Plenty 01-01-04 NO YES/NO?
This now completes the Fillet Welded T Joint Inspection Assessment.
Copyright 2004, TWI Ltd
World Centre for Materials Joining Technology