You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Gasturbine Engines For Model AircraftDocument104 pagesGasturbine Engines For Model AircraftSaransiri Wongsiri94% (16)
- Actuator BrochureDocument6 pagesActuator BrochureCarlos Ramirez100% (1)
- MDX650 Rotary TutorialDocument17 pagesMDX650 Rotary TutorialCarlos RamirezNo ratings yet
- 2008 CatalogDocument99 pages2008 CatalogCarlos RamirezNo ratings yet
- Techniques of Helmet Removal From Injured Patients: April 1997Document2 pagesTechniques of Helmet Removal From Injured Patients: April 1997Carlos RamirezNo ratings yet
- 2006 Taper BitDocument1 page2006 Taper BitCarlos RamirezNo ratings yet
- Torno t400 BrochureDocument4 pagesTorno t400 BrochureCarlos RamirezNo ratings yet
- Waterjet CutterDocument4 pagesWaterjet CutterCarlos RamirezNo ratings yet
- MDX650 Rotary TutorialDocument17 pagesMDX650 Rotary TutorialCarlos RamirezNo ratings yet
- Acme Ball ScrewsDocument27 pagesAcme Ball ScrewsCarlos Ramirez100% (1)
- Zeroing Xyz On MillDocument1 pageZeroing Xyz On MillCarlos RamirezNo ratings yet
- 17 ActuatorDocument1 page17 ActuatorCarlos RamirezNo ratings yet
- Process Control Servo System SD 1664 Stepper Motor Training UnitDocument1 pageProcess Control Servo System SD 1664 Stepper Motor Training UnitCarlos RamirezNo ratings yet
- mf70 PKGDocument19 pagesmf70 PKGCarlos RamirezNo ratings yet
- Torchmate Catalog 11-8-04Document29 pagesTorchmate Catalog 11-8-04Carlos RamirezNo ratings yet
- The Art of Motion Control - SubcategoryDocument2 pagesThe Art of Motion Control - SubcategoryCarlos RamirezNo ratings yet
- Machine Data Sheet: Model G0519 Mill/Drill/Tapping MachineDocument2 pagesMachine Data Sheet: Model G0519 Mill/Drill/Tapping MachineCarlos RamirezNo ratings yet
- KH56KDocument2 pagesKH56KCarlos RamirezNo ratings yet
- Process Control Servo SystemDocument16 pagesProcess Control Servo SystemCarlos RamirezNo ratings yet
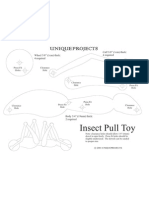
- Insect Pull Toy: Wheel 3/8" (1cm) Thick: 4 Required Calf 3/8" (1cm) Thick: 4 RequiredDocument1 pageInsect Pull Toy: Wheel 3/8" (1cm) Thick: 4 Required Calf 3/8" (1cm) Thick: 4 RequiredCarlos RamirezNo ratings yet
- Cutter GuideDocument1 pageCutter GuideCarlos RamirezNo ratings yet
- Gencata 4 LDocument74 pagesGencata 4 LCarlos RamirezNo ratings yet
- Flying ShearDocument5 pagesFlying ShearCarlos RamirezNo ratings yet
- Grizzly g0463 MDocument40 pagesGrizzly g0463 MCarlos RamirezNo ratings yet
- FM Global 2Document28 pagesFM Global 2Suciu MariusNo ratings yet
- Din en 408-2004Document31 pagesDin en 408-2004TaraNo ratings yet
- Desmi Pumps SparesDocument174 pagesDesmi Pumps SparesThomas Irwin DsouzaNo ratings yet
- Cem - Lecture - 4. - Bricks (2) - 2Document59 pagesCem - Lecture - 4. - Bricks (2) - 2sufyanNo ratings yet
- Cisco IPSEC High Availability Solution - Stateful Failover For IPsecDocument16 pagesCisco IPSEC High Availability Solution - Stateful Failover For IPsecBehnam BagheriNo ratings yet
- Urban Problems: Done By: Afif (Leader) Ahsanudin NazirulDocument18 pagesUrban Problems: Done By: Afif (Leader) Ahsanudin NazirulHemantNo ratings yet
- Ammonia NH3Document9 pagesAmmonia NH3Nikhil TanwarNo ratings yet
- En15273-1 Cen FVDocument208 pagesEn15273-1 Cen FVSamuel Carlos Sanjuán TorresNo ratings yet
- Defecte Directie2Document59 pagesDefecte Directie2Goranka Bulatovic IlicNo ratings yet
- N2qv-Wu2x-N5dx CQ Magazine May 2018Document6 pagesN2qv-Wu2x-N5dx CQ Magazine May 2018Tariq Mundiya0% (1)
- Lifting Guidance For DN 2000 DN 2200 and DN 2400 Pipes PD38Document4 pagesLifting Guidance For DN 2000 DN 2200 and DN 2400 Pipes PD38sosi2020No ratings yet
- Service Manual For X-Ray Collimator: Model Nk202Document17 pagesService Manual For X-Ray Collimator: Model Nk202Wael Fuad AL-MaktariNo ratings yet
- FY2200S Series Communication ProtocolDocument5 pagesFY2200S Series Communication ProtocolxoltrialNo ratings yet
- Cloverads Credentials 2017Document44 pagesCloverads Credentials 2017CloverAdsNo ratings yet
- Brake Lining MeasureDocument2 pagesBrake Lining MeasureAnil yucebasNo ratings yet
- Application Letter PGO Siquijor Supply OfficerDocument1 pageApplication Letter PGO Siquijor Supply OfficerMariss MondarteNo ratings yet
- Polymer Optic FibersDocument33 pagesPolymer Optic FibersHeo QuayNo ratings yet
- Bar Bending Schedule Basic Formulas - Cutting Length Formulas - BBS Calculation - Quantity Surveying - YouTubeDocument5 pagesBar Bending Schedule Basic Formulas - Cutting Length Formulas - BBS Calculation - Quantity Surveying - YouTubedggfchchNo ratings yet
- DIC SyllabusDocument1 pageDIC SyllabusSneha NargundkarNo ratings yet
- Flight Control BacksteppingDocument126 pagesFlight Control BacksteppingAnoop SreeNo ratings yet
- Tifase Midas: Customer StatementDocument15 pagesTifase Midas: Customer Statementganiukoredetifase09No ratings yet
- CA TPX User Enu r5.3Document105 pagesCA TPX User Enu r5.3borisg3No ratings yet
- Mod ADocument128 pagesMod AAsma AlmansouriNo ratings yet
- Christos Savvides CVDocument3 pagesChristos Savvides CVboom1234No ratings yet
- Siemens Switchgear Price List 2019Document48 pagesSiemens Switchgear Price List 2019rajabharath12No ratings yet
- Enhance The Heat Transfer Rate of Finned Tube Heat Exchanger: A ReviewDocument6 pagesEnhance The Heat Transfer Rate of Finned Tube Heat Exchanger: A ReviewEditor IJRITCCNo ratings yet
- Top Gun 140Document2 pagesTop Gun 140Haresh BhavnaniNo ratings yet
- WEG w22 Three Phase Motor Technical Australia New Zealand Market 50025541 BR - Mo - W22technical Catalogue - BSC Brochure English PDFDocument40 pagesWEG w22 Three Phase Motor Technical Australia New Zealand Market 50025541 BR - Mo - W22technical Catalogue - BSC Brochure English PDFMohammad Mahdi BozorgzadehNo ratings yet
- BPM Technology TaxonomyDocument55 pagesBPM Technology TaxonomyKan FB100% (1)
- OR Module All (Sublitted)Document133 pagesOR Module All (Sublitted)DararaNo ratings yet