You might also like
- Is A 80th Percent Design Point Logical?Document7 pagesIs A 80th Percent Design Point Logical?Thiago JatobáNo ratings yet
- SGS MIN WA109 Hard Rock Lithium Processing en 11Document3 pagesSGS MIN WA109 Hard Rock Lithium Processing en 11Jorge Martin Bejarano GonzalezNo ratings yet
- Sizing and Selection of HydrocyclonesDocument19 pagesSizing and Selection of HydrocyclonesKen McClureNo ratings yet
- Honeywell TF418 428 PDFDocument6 pagesHoneywell TF418 428 PDFwilliamNo ratings yet
- Extractive Metallurgy of Niobium PDFDocument2 pagesExtractive Metallurgy of Niobium PDFMarquise0% (1)
- A Review Study On The Extraction of Nickel From Its OresDocument44 pagesA Review Study On The Extraction of Nickel From Its OresAqila AbizardNo ratings yet
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesFrom EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesRating: 5 out of 5 stars5/5 (1)
- Lead Smelting and Refining, With Some Notes on Lead MiningFrom EverandLead Smelting and Refining, With Some Notes on Lead MiningNo ratings yet
- 03) Jameson Cell Developments in Philex Mining CorporationDocument21 pages03) Jameson Cell Developments in Philex Mining CorporationVictorNo ratings yet
- Jiangsu Lithium Carbonate PlantDocument4 pagesJiangsu Lithium Carbonate PlantpetroloritoNo ratings yet
- Electrowinning of Cobalt From Acidic Sulphate Solutions-Effect of Chloride IonDocument9 pagesElectrowinning of Cobalt From Acidic Sulphate Solutions-Effect of Chloride IontabatabayiNo ratings yet
- Froth Flotation NotesDocument9 pagesFroth Flotation NotesprincekamutikanjoreNo ratings yet
- Pub689 Web PDFDocument342 pagesPub689 Web PDFvillamay8459No ratings yet
- Cyanide Control in The Metallurgical Process of Gold Extraction in AngloGold (S.a.)Document8 pagesCyanide Control in The Metallurgical Process of Gold Extraction in AngloGold (S.a.)Luis La TorreNo ratings yet
- Courier® 30SX (Outokumpu)Document8 pagesCourier® 30SX (Outokumpu)Víctor SandovskyNo ratings yet
- Orway PDFDocument9 pagesOrway PDFAbe ArdiNo ratings yet
- Froth Processes and The Design of Column Flotation CellsDocument7 pagesFroth Processes and The Design of Column Flotation CellsNataniel LinaresNo ratings yet
- ARD Test HandbookDocument42 pagesARD Test HandbookEddie MendozaNo ratings yet
- Froth Flotation: Flotation Reagents DMR SekharDocument24 pagesFroth Flotation: Flotation Reagents DMR SekharMehmet AydinNo ratings yet
- Cytec Solutions 7Document16 pagesCytec Solutions 7Баттөр Уртнасан100% (1)
- Processing of Columbite Tantalite Ores and Concentrates For Niobium and Niobium CompoundsDocument21 pagesProcessing of Columbite Tantalite Ores and Concentrates For Niobium and Niobium CompoundsOscar BenimanaNo ratings yet
- Niobium ProcessingDocument4 pagesNiobium ProcessingqualidadesiderNo ratings yet
- Final Project (13!12!2007) PDFDocument53 pagesFinal Project (13!12!2007) PDFjboston123No ratings yet
- Gravity Circuit PerformanceDocument19 pagesGravity Circuit Performanceprimo_tech100% (1)
- Au-Ag-Cu - CN Metales PreciososDocument19 pagesAu-Ag-Cu - CN Metales PreciososAnonymous FfIxH2o9No ratings yet
- 18 - High Density Processing of Coal - J de KorteDocument16 pages18 - High Density Processing of Coal - J de KorteJohn DavisNo ratings yet
- Bayer Process Chemistry: Dr. M. ColeyDocument28 pagesBayer Process Chemistry: Dr. M. ColeyToanique HeadmanNo ratings yet
- Reviewing The Operation of Gold ElectrowDocument35 pagesReviewing The Operation of Gold ElectrowAnonymous FfIxH2o9100% (1)
- Effect of Slaking Water TemperatureDocument8 pagesEffect of Slaking Water TemperatureWilder Atalaya ChavezNo ratings yet
- Developments in Milling Practice at The LeadZinc ConcentratorDocument20 pagesDevelopments in Milling Practice at The LeadZinc ConcentratorbaberoniNo ratings yet
- Appendix 20 - Cyanide Facility Decommissioning Plan (ICM Code Principle 5) For Kalgoorlie Consolidated Gold MinesDocument38 pagesAppendix 20 - Cyanide Facility Decommissioning Plan (ICM Code Principle 5) For Kalgoorlie Consolidated Gold MinesPaipinpokoNo ratings yet
- Pub Handbook of Extractive Metallurgy Volume 1Document251 pagesPub Handbook of Extractive Metallurgy Volume 1FARID MIFTAHUL ANWAR100% (1)
- Molybdenum ProcessingDocument4 pagesMolybdenum Processingkingysaint123No ratings yet
- Gold Recovery - Flotation PDFDocument11 pagesGold Recovery - Flotation PDFLeonel Dotta100% (1)
- CIP CIL CIC - Adsorption Circuit Process SelectionDocument8 pagesCIP CIL CIC - Adsorption Circuit Process SelectionChristy Alexandra Solano Gavelán0% (1)
- Some Guidelines To The Design of A Diagnostic Leaching ExperimentDocument10 pagesSome Guidelines To The Design of A Diagnostic Leaching ExperimentAldoNo ratings yet
- Factors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsDocument11 pagesFactors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsMuhammad AzmeerNo ratings yet
- Lectura 1. Recovery of Lithium From Uyuni Salar BrineDocument7 pagesLectura 1. Recovery of Lithium From Uyuni Salar BrineFlorencio Quelca100% (1)
- Minerals Engineering: C.A. Fleming, A. Mezei, E. Bourricaudy, M. Canizares, M. AshburyDocument11 pagesMinerals Engineering: C.A. Fleming, A. Mezei, E. Bourricaudy, M. Canizares, M. AshburyKara IkanengNo ratings yet
- CIP (Carbon in Pulp)Document1 pageCIP (Carbon in Pulp)Sammy OmbiroNo ratings yet
- SGS MIN 2001 04 Cyanide Management by SART en 11 09Document7 pagesSGS MIN 2001 04 Cyanide Management by SART en 11 09Jon CastilloNo ratings yet
- Lixiviacion Copper SulphideDocument12 pagesLixiviacion Copper Sulphidejose amezquita100% (1)
- Liberation, Separation, ExtractionDocument100 pagesLiberation, Separation, Extractiongaol_bird009No ratings yet
- Interpretation of Flotation Data For The Design of Process PlantsDocument28 pagesInterpretation of Flotation Data For The Design of Process PlantshNo ratings yet
- Industrial Use of Nitrogen in Flotation of MolybdeniteDocument4 pagesIndustrial Use of Nitrogen in Flotation of MolybdenitedanisaNo ratings yet
- Use of Simplified Ore Grindability Technique To Evaluate PlantDocument4 pagesUse of Simplified Ore Grindability Technique To Evaluate PlantnatskaNo ratings yet
- 012 Intensive Cyanidation Onsite Application of The in Line Leach ReactorDocument9 pages012 Intensive Cyanidation Onsite Application of The in Line Leach ReactorFreck Pedro OliveraNo ratings yet
- Gold Leach PlantDocument8 pagesGold Leach PlantJosé Guilherme ValadaresNo ratings yet
- Application of The SART Process To Heap Leaching of Gold Copper Ores at Maricunga Chile by Kevan J. R. Ford, Chris A. FlemingDocument20 pagesApplication of The SART Process To Heap Leaching of Gold Copper Ores at Maricunga Chile by Kevan J. R. Ford, Chris A. FlemingFerudun AkyolNo ratings yet
- Ilmenite - An Ore of Titanium - Uses and PropertiesDocument5 pagesIlmenite - An Ore of Titanium - Uses and PropertieswessilissaNo ratings yet
- A Parametric Study of Froth Stability and Its EffectDocument19 pagesA Parametric Study of Froth Stability and Its EffectJuan OlivaresNo ratings yet
- 02 101 183finalDocument161 pages02 101 183finalCarlos Esaú López Gómez100% (1)
- Iron Making in Mini Blast Furnace MBFDocument4 pagesIron Making in Mini Blast Furnace MBFMaheswar SethiNo ratings yet
- David Dreisinger Presentation On ZincDocument55 pagesDavid Dreisinger Presentation On ZincRoger Rumbu100% (2)
- 4 MP AdsorptionDocument54 pages4 MP AdsorptionAdham ElbrawyNo ratings yet
- Surface Mining An ItroductionDocument6 pagesSurface Mining An ItroductionnathansolaiNo ratings yet
- Overall Equilibrium Diagram of Cu Co MG Fe Al Sulfate Sulfane Water SystemDocument127 pagesOverall Equilibrium Diagram of Cu Co MG Fe Al Sulfate Sulfane Water Systemjoseph kafumbilaNo ratings yet
- Leaching of Copper OxideDocument6 pagesLeaching of Copper OxideWinmtyNo ratings yet
- Hyd-Stc-Phe - Boq - 13.10.2023Document2 pagesHyd-Stc-Phe - Boq - 13.10.2023AMOLNo ratings yet
- Inspection and Test Plan 4 - Trackworks: ConstructionDocument74 pagesInspection and Test Plan 4 - Trackworks: ConstructionTAMILNo ratings yet
- ChemDocument19 pagesChemrussell_mahmoodNo ratings yet
- NGV Price Guide Proton IswaraDocument10 pagesNGV Price Guide Proton IswarabkwsubantingNo ratings yet
- Mini ProjectDocument27 pagesMini ProjectAnju MuthuNo ratings yet
- Mechanical BehaviorDocument23 pagesMechanical BehaviorDanica Sphynx BonaNo ratings yet
- 2495 000 JSD 2300 01 - BDocument5 pages2495 000 JSD 2300 01 - BSinaNo ratings yet
- 3 Water Cooled EwwpDocument16 pages3 Water Cooled EwwpTandrec AndreiNo ratings yet
- Soil Dynamics and Machine FoundationsDocument5 pagesSoil Dynamics and Machine FoundationsKarunyamayaNo ratings yet
- Pharm. LinimentsDocument38 pagesPharm. LinimentsDr-Md Abul BarkatNo ratings yet
- Welding Defects PDFDocument61 pagesWelding Defects PDFمحمد امين شريفNo ratings yet
- CV Chalioris (ENG)Document6 pagesCV Chalioris (ENG)Adi PrasetyoNo ratings yet
- Turner: 3 SemesterDocument54 pagesTurner: 3 SemesterirshadNo ratings yet
- Sirius X 40 TdsDocument2 pagesSirius X 40 TdsNikolas LarenNo ratings yet
- Accessories LFA EDocument48 pagesAccessories LFA EBiagioNo ratings yet
- ChE 543 W15 After Mid-Term ReviewDocument4 pagesChE 543 W15 After Mid-Term ReviewZohaib NarejoNo ratings yet
- Electronic Waste 1 1Document12 pagesElectronic Waste 1 1Harsha vardhanNo ratings yet
- As Level Chemistry: Topic 2 - Amount of Substance Assessed HomeworkDocument15 pagesAs Level Chemistry: Topic 2 - Amount of Substance Assessed Homeworkkarima akterNo ratings yet
- Dislocations: Basic ConceptsDocument27 pagesDislocations: Basic ConceptspavankcvsNo ratings yet
- Recovery, Recrystallization and Grain GrowthDocument13 pagesRecovery, Recrystallization and Grain GrowthngNo ratings yet
- The Effect of Processing On The Structure AND Properties of Carbon FibersDocument18 pagesThe Effect of Processing On The Structure AND Properties of Carbon FibersMuhammadFarooq44No ratings yet
- Differences ACI-318-08 To 11Document13 pagesDifferences ACI-318-08 To 11Dangutu KhanbraNo ratings yet
- MSDS 45416TDocument3 pagesMSDS 45416TEliasNo ratings yet
- RPM 1201,2201,3201,4201Document4 pagesRPM 1201,2201,3201,4201Chirag BhutaiyaNo ratings yet
- 4.0T TSB Coolant Performance + ThermostatDocument4 pages4.0T TSB Coolant Performance + ThermostatTommy D. SalamiNo ratings yet
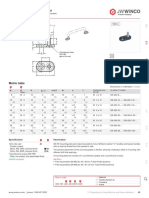
- Mounting Plate Sets: Metric TableDocument1 pageMounting Plate Sets: Metric TableALEJANDRONo ratings yet
- Fujitsu RLS2HDocument2 pagesFujitsu RLS2HEric HalsteadNo ratings yet