You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Surface Area of DuctsDocument6 pagesSurface Area of Ductsanwerquadri40% (5)
- External Static Pressure CalculationDocument2 pagesExternal Static Pressure Calculationanwerquadri83% (12)
- Reference Identification To ISO 1219-2 And/or EN 81346-2Document4 pagesReference Identification To ISO 1219-2 And/or EN 81346-2Carlos FernandoNo ratings yet
- Pipe and Valve IdentificationDocument27 pagesPipe and Valve Identificationanwerquadri100% (1)
- BS 1710 Colour CodesDocument1 pageBS 1710 Colour Codesrajesh_ipc100% (1)
- Retention Time For N2 System - Room Integrity-2Document2 pagesRetention Time For N2 System - Room Integrity-2anwerquadriNo ratings yet
- Nitrogen IG100 Fire Supression DESIGN CALCULATION-15Document2 pagesNitrogen IG100 Fire Supression DESIGN CALCULATION-15anwerquadriNo ratings yet
- ActuatorDocument50 pagesActuatorvishnusankarNo ratings yet
- FK 5 1 12 42 BarDocument8 pagesFK 5 1 12 42 BarAshish MalikNo ratings yet
- Man Power Calculation Sheet - MEP: Fire Fighting SystemDocument3 pagesMan Power Calculation Sheet - MEP: Fire Fighting SystemMohand AhamedNo ratings yet
- Mitsubishi Lancer Evo IX.Document2,666 pagesMitsubishi Lancer Evo IX.seregap84No ratings yet
- Introduction To Gate Valves and Gate Valve TypesDocument16 pagesIntroduction To Gate Valves and Gate Valve TypesVinay Sharma100% (1)
- ZAH Sales Sheet StraightFlo SS 022223Document2 pagesZAH Sales Sheet StraightFlo SS 022223ajsdlkasjdklNo ratings yet
- PT6A 25SBindex CGA PDFDocument20 pagesPT6A 25SBindex CGA PDFandresNo ratings yet
- HIU Brochure - G3 G4 Eco - June 11Document20 pagesHIU Brochure - G3 G4 Eco - June 11dejanoski_aNo ratings yet
- F 550 Turbo Diesel 2000-2001Document78 pagesF 550 Turbo Diesel 2000-2001Fernando Ortiz100% (1)
- SS 4C 1,3Document1 pageSS 4C 1,3عدیل الررحمنNo ratings yet
- Ansi B 16.34Document22 pagesAnsi B 16.34Vinoth Rajendra100% (3)
- Kemet Ultrasonic Cleaning Catalogue 1Document20 pagesKemet Ultrasonic Cleaning Catalogue 1Phạm Bá HiếuNo ratings yet
- CS 1 - HirarcDocument28 pagesCS 1 - HirarcMd EliasNo ratings yet
- OdmeDocument2 pagesOdmeHotnCrispy CrispyNo ratings yet
- OPT British Environment - IMO 9260043 - Cargo Operating ManualDocument212 pagesOPT British Environment - IMO 9260043 - Cargo Operating Manualseawolf50No ratings yet
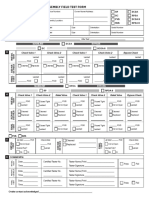
- Backflow Prevention Assembly Field Test Form: Mainline BypassDocument1 pageBackflow Prevention Assembly Field Test Form: Mainline Bypassautocadplease6213No ratings yet
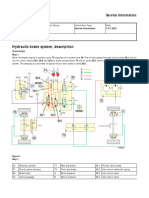
- EW210D - Hydraulic Brake System, DescriptionDocument5 pagesEW210D - Hydraulic Brake System, Descriptionmaintenance 2kpbNo ratings yet
- BTFY Keystone Ar1 Ar2Document4 pagesBTFY Keystone Ar1 Ar2tali011971No ratings yet
- Viking - Catalog Form 1402Document15 pagesViking - Catalog Form 1402Jose Luis Fernandez InfantesNo ratings yet
- 2 Hopper/bin Design: John W. CarsonDocument31 pages2 Hopper/bin Design: John W. CarsonAceNo ratings yet
- ECS Fault Codes (ECS 2)Document94 pagesECS Fault Codes (ECS 2)Dan BirkenheadNo ratings yet
- Draft SystemDocument5 pagesDraft Systemmkchy12No ratings yet
- Parker EVSADocument4 pagesParker EVSAdulegendaNo ratings yet
- KZCO AllcatalogDocument76 pagesKZCO AllcatalogJaime SuaNo ratings yet
- Backflow Prevention Device - Test & Maintenance Report Form: Contracted Service Provider InformationDocument1 pageBackflow Prevention Device - Test & Maintenance Report Form: Contracted Service Provider Informationkwasi BoatengNo ratings yet
- 1-094-1 HydraforceDocument2 pages1-094-1 HydraforcecesarmbNo ratings yet
- Gilera Runner RST 125 - 200 (EN)Document279 pagesGilera Runner RST 125 - 200 (EN)Manualles100% (3)
- E Kikaku B 080304 PDFDocument3 pagesE Kikaku B 080304 PDFanderdrumerNo ratings yet
- 安 装 使 用 说 明 书 Installation and Operation Manual: AQC Waste Heat BoilerDocument35 pages安 装 使 用 说 明 书 Installation and Operation Manual: AQC Waste Heat BoilerSitaram JhaNo ratings yet