You might also like
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Control of Hazardous EnergiesDocument15 pagesControl of Hazardous EnergiesMika PelagioNo ratings yet
- Electrical Installation Audit Report Dec2020Document9 pagesElectrical Installation Audit Report Dec2020isaac mwangiNo ratings yet
- CERT+Basic Unit+6+Participant+Manual EnglishDocument29 pagesCERT+Basic Unit+6+Participant+Manual EnglishBrandon OlsenNo ratings yet
- Machinery Safeguards: Barriers and Enclosure Guards Controls and Operating SafelyDocument32 pagesMachinery Safeguards: Barriers and Enclosure Guards Controls and Operating SafelyMikhaylovMikkelsenNo ratings yet
- Applying Process Hazard Analysis To Laboratory HVAC Design: Ashrae JournalDocument4 pagesApplying Process Hazard Analysis To Laboratory HVAC Design: Ashrae JournalSyed ShoebNo ratings yet
- Whip ChecksDocument2 pagesWhip ChecksSusin Lim100% (1)
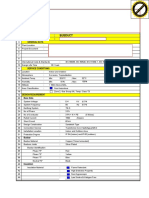
- Data Sheet BusductDocument4 pagesData Sheet BusductR Bambang WidiatmokoNo ratings yet
- Chucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheDocument14 pagesChucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheIrtaza Husnain100% (1)
- Hirac GuidelineDocument5 pagesHirac GuidelinepapawhiskeyNo ratings yet
- Instruction Manual FTDocument28 pagesInstruction Manual FTJUANITOPYTNo ratings yet
- Sop-40-Start Up of Loss in Weight Type Schenck UnitDocument2 pagesSop-40-Start Up of Loss in Weight Type Schenck UnitOSAMANo ratings yet
- Lathe Machine OperationDocument68 pagesLathe Machine OperationKarthick N100% (8)
- HazopDocument8 pagesHazopferrari.indiaNo ratings yet
- Applying Process Hazard Analysis To Laboratory HVAC Design: Ashrae JournalDocument4 pagesApplying Process Hazard Analysis To Laboratory HVAC Design: Ashrae JournalhvananthNo ratings yet
- Human Factors Avoid The Dirty Dozen With Safety NetsDocument2 pagesHuman Factors Avoid The Dirty Dozen With Safety NetsHans Zhong HaimingNo ratings yet
- WEB Guidance On Managing Fatigue 16.04.14Document80 pagesWEB Guidance On Managing Fatigue 16.04.14Wendri PelupessyNo ratings yet
- The Basics of Respiratory ProtectionDocument46 pagesThe Basics of Respiratory ProtectionRobVajko100% (7)
- Power Saving System For LatheDocument36 pagesPower Saving System For LatheSundaravathanan Chellappan64% (11)
- MCN 401 Ise Module 4-1Document97 pagesMCN 401 Ise Module 4-1taapseveniaavaniNo ratings yet
- PH Theory Guide - EN - 230113 PDFDocument98 pagesPH Theory Guide - EN - 230113 PDFraiedNo ratings yet
- Puwer 1998Document9 pagesPuwer 1998Jogi Oscar SinagaNo ratings yet
- Workplace Toxic Gas Detectors - Major Revision of Standards: Performance Requirements (Parts 1-3)Document3 pagesWorkplace Toxic Gas Detectors - Major Revision of Standards: Performance Requirements (Parts 1-3)joseito741258No ratings yet
- Sop-35 Calibration of Vacuum Pressure TransmitterDocument3 pagesSop-35 Calibration of Vacuum Pressure TransmitterOSAMANo ratings yet
- Respiratory Protection PennDocument67 pagesRespiratory Protection Penng5nb100% (2)
- Esd PPT PDFDocument31 pagesEsd PPT PDFSameer Kapare100% (1)
- Workshop AssignmentDocument23 pagesWorkshop AssignmentMr. NasrullahNo ratings yet
- PSM 22.1 - Element 17 - Incident Investigation - BSCAT (v2)Document27 pagesPSM 22.1 - Element 17 - Incident Investigation - BSCAT (v2)Ahmed AdelNo ratings yet
- Ambient Factors in The WorkplaceDocument78 pagesAmbient Factors in The WorkplacepcatruongNo ratings yet
- SafetyMgt Handouts Topic9Document7 pagesSafetyMgt Handouts Topic9ALyzha Mae LacuestaNo ratings yet
- Petroleum Act 1934 - Rules 2002 PresentationDocument23 pagesPetroleum Act 1934 - Rules 2002 PresentationNilesh VetalNo ratings yet
- Hygiene Audits: Procedure Main DocumentDocument31 pagesHygiene Audits: Procedure Main DocumentMoaatazz NouisriNo ratings yet
- Behavioural Based SafetyDocument1 pageBehavioural Based SafetyHarthwell CapistranoNo ratings yet
- Pressure Systems - Safety and YouDocument8 pagesPressure Systems - Safety and YouadammzjinNo ratings yet
- 2.2industrail HousekeepingDocument16 pages2.2industrail HousekeepingAizm DinaniNo ratings yet
- Apf NPF EuropeDocument24 pagesApf NPF EuropeTammanurRaviNo ratings yet
- How To Use A LatheDocument59 pagesHow To Use A LathecivicbladeNo ratings yet
- Department of Mechanical Engineering Name of SOP: Lathe Usage Room 207Document13 pagesDepartment of Mechanical Engineering Name of SOP: Lathe Usage Room 207Pinto CarlosNo ratings yet
- Lathe Machine Definition Parts Types Operation Specification Advantages Application Notes PDFDocument23 pagesLathe Machine Definition Parts Types Operation Specification Advantages Application Notes PDFNeeraj JithuNo ratings yet
- Penerapan LOTODocument24 pagesPenerapan LOTOIra Rha Pracina GunartonNo ratings yet
- Chemical Exposure Index (CEI)Document17 pagesChemical Exposure Index (CEI)anoj100% (1)
- Fire and Explosion HazardsDocument11 pagesFire and Explosion HazardsSayed Ibrahim GhanemNo ratings yet
- PWHT PDFDocument118 pagesPWHT PDFErick Hogan100% (1)
- BVH2083 GBDocument10 pagesBVH2083 GBsamer salamehNo ratings yet
- SchematicsDocument5 pagesSchematicsShiella Rose VitalisNo ratings yet
- Crane-Workclass Englis For EngineeringDocument3 pagesCrane-Workclass Englis For EngineeringDiego RobayoNo ratings yet
- Housekeeping Golden Rules 2020 - Bilingual v012 01-01-2019Document11 pagesHousekeeping Golden Rules 2020 - Bilingual v012 01-01-2019Yuyun YhnnNo ratings yet
- Washing Machine - LGDocument40 pagesWashing Machine - LGDavid CarvalhoNo ratings yet
- Major Hazard Control: A Practical ManualDocument5 pagesMajor Hazard Control: A Practical ManualsachinsurawaseNo ratings yet
- Theory and Experimental Manual For Sensor and Transducer Training KitsDocument37 pagesTheory and Experimental Manual For Sensor and Transducer Training KitsRiady SiswoyoNo ratings yet
- Pittsburgh Click Type Torque WrenchDocument4 pagesPittsburgh Click Type Torque Wrenchjw456No ratings yet
- Beginner's Guide To Differential Pressure LevelDocument9 pagesBeginner's Guide To Differential Pressure LevelMigLoutNo ratings yet
- Sensors and Data Acquisition: Radar GunDocument91 pagesSensors and Data Acquisition: Radar GunBurak Bildirici100% (1)
- Machinery Inspection ChecklistDocument3 pagesMachinery Inspection ChecklistIvan Dave TorrecampoNo ratings yet
- Hydraulic Pump ManualDocument7 pagesHydraulic Pump ManualLaterNo ratings yet
- QUIZ-Hazardous Area ClassificationDocument2 pagesQUIZ-Hazardous Area ClassificationPillai Sreejith100% (4)
- San Francisco Public Utilities Commission Safety Design GuidelinesDocument20 pagesSan Francisco Public Utilities Commission Safety Design GuidelinesBrian KewoNo ratings yet
- Hazop PPT FINALDocument13 pagesHazop PPT FINALSaba waseemNo ratings yet
- Basics of Milling Machine and Its RigidityDocument9 pagesBasics of Milling Machine and Its RigidityshubhamNo ratings yet
- Experiment No. 1: Study of Universal 3 Jaw Chuck Lathe MachineDocument5 pagesExperiment No. 1: Study of Universal 3 Jaw Chuck Lathe MachineHasnain AshrafNo ratings yet
- Prurigo Nodularis of HydeDocument12 pagesPrurigo Nodularis of HydeAugusto MonjardimNo ratings yet
- 3 Fine WoodWorking Summer 1976Document56 pages3 Fine WoodWorking Summer 1976Jorge AscargortaNo ratings yet
- Lathe Carriage Stop PDFDocument18 pagesLathe Carriage Stop PDFAugusto MonjardimNo ratings yet
- Diag For Mech SectionDocument1 pageDiag For Mech SectionAugusto MonjardimNo ratings yet