You might also like
- Erwin Kreyszig PDFDocument2 pagesErwin Kreyszig PDFKathleen50% (2)
- SCADA (Supervisory Control and Data Acquisition)Document20 pagesSCADA (Supervisory Control and Data Acquisition)Pao CastillonNo ratings yet
- A Cyber-Physical Systems Architecture For Industry 4.0-Based Manufacturing SystemsDocument7 pagesA Cyber-Physical Systems Architecture For Industry 4.0-Based Manufacturing SystemsUrloNegroNo ratings yet
- Winter 2020 Final Exams Schedule 2.6Document7 pagesWinter 2020 Final Exams Schedule 2.6Peter Wagih ZakiNo ratings yet
- Upcat Result 2012 2013 MDocument80 pagesUpcat Result 2012 2013 Mkapitannwel0% (1)
- Lean Product Development - Redefining The Indian AutomotiveDocument13 pagesLean Product Development - Redefining The Indian AutomotiveTaynan SilvaNo ratings yet
- MMOG - LE Foreword and Intro, V3 2009 PDFDocument26 pagesMMOG - LE Foreword and Intro, V3 2009 PDFwrr190No ratings yet
- HOTEL CONNISSEUR Python Project (With Code)Document42 pagesHOTEL CONNISSEUR Python Project (With Code)Scary PeepsNo ratings yet
- 3025 44Document6 pages3025 44rambinodNo ratings yet
- Calibration CertificateDocument3 pagesCalibration CertificateMARIBETH AGUBANo ratings yet
- Critical To Customer RequirementsDocument29 pagesCritical To Customer RequirementsVaibhav SinghNo ratings yet
- E06a Triggers ENGDocument58 pagesE06a Triggers ENGMirkoVivianiNo ratings yet
- Agile Essentials You Always Wanted To Know: Self Learning ManagementFrom EverandAgile Essentials You Always Wanted To Know: Self Learning ManagementNo ratings yet
- Transfer CaseDocument6 pagesTransfer CaseTim SmithNo ratings yet
- 5S Cross ZoneDocument5 pages5S Cross ZoneAnilkumarNo ratings yet
- Hatsumono DUCTODocument11 pagesHatsumono DUCTOSerchecko JaureguiNo ratings yet
- Familywise MatrixDocument22 pagesFamilywise MatrixVikas KashyapNo ratings yet
- Organic Rxns 1Document61 pagesOrganic Rxns 1Prajwal Talwalkar100% (1)
- Home Inspection ChecklistDocument4 pagesHome Inspection Checklistpradip barasiyaNo ratings yet
- Annual ReportDocument240 pagesAnnual Reportappa raoNo ratings yet
- CS Project MYSQLDocument26 pagesCS Project MYSQLSamir ParmarNo ratings yet
- Fire Load For U-2 U-4Document3 pagesFire Load For U-2 U-4abhayaadeshNo ratings yet
- Process Verification Audit ChecklistDocument6 pagesProcess Verification Audit Checklisthmp90No ratings yet
- Project Report On Employee Management System OF SHIVAMDocument27 pagesProject Report On Employee Management System OF SHIVAMÁshîsh kûmärNo ratings yet
- 434 MFRDocument10 pages434 MFRHarsh JindalNo ratings yet
- Warm-Up - Day 2: Place Self Others Team Purpose AgendaDocument85 pagesWarm-Up - Day 2: Place Self Others Team Purpose AgendaSanjeev SharmaNo ratings yet
- PFMEA Ranking Table Rating Criteria Action GuidelineDocument10 pagesPFMEA Ranking Table Rating Criteria Action GuidelineEnrico Miguel AquinoNo ratings yet
- APQPStatus Reporting GuidelinesDocument19 pagesAPQPStatus Reporting GuidelinesskluxNo ratings yet
- User Guide: # Y N N/A RYG EvidenceDocument22 pagesUser Guide: # Y N N/A RYG EvidenceLuis RamirezNo ratings yet
- A3 Single Point Lesson 8 X 11Document1 pageA3 Single Point Lesson 8 X 11sbtharanNo ratings yet
- Theory ConstraintsDocument5 pagesTheory ConstraintsKaren Kate MarzoNo ratings yet
- QSD111.00 Corporate Quality Manual PDFDocument22 pagesQSD111.00 Corporate Quality Manual PDFgregory velezNo ratings yet
- Retrospectives - Become A RockstarDocument30 pagesRetrospectives - Become A Rockstarjm.doumontNo ratings yet
- Data Collection and Analysis Tools: Design of Experiments (DOE) TutorialDocument5 pagesData Collection and Analysis Tools: Design of Experiments (DOE) TutorialAmiya KumarNo ratings yet
- Hexaware Annual Report 2013Document138 pagesHexaware Annual Report 2013Kran LinNo ratings yet
- Design of Experiments (DOE) TutorialDocument4 pagesDesign of Experiments (DOE) Tutorialmpedraza-1No ratings yet
- Odette ETI9Document23 pagesOdette ETI9Helton MotaNo ratings yet
- 3 3bb0aDocument7 pages3 3bb0aEleandro JoaquimNo ratings yet
- Motherson Sumi Annual Report 2017-18Document368 pagesMotherson Sumi Annual Report 2017-18DARSHAN BANDANo ratings yet
- Balle Lean DevDocument6 pagesBalle Lean DevShashi WableNo ratings yet
- Certification Systems As A Tool For Sustainable Architecture and Urban Planning, Case Study: Estidama, Abu DhabiDocument210 pagesCertification Systems As A Tool For Sustainable Architecture and Urban Planning, Case Study: Estidama, Abu Dhabii.khaterNo ratings yet
- Checksheet Error ProofingDocument4 pagesChecksheet Error ProofingEzhilarasan DhoniNo ratings yet
- IEE Value Chain With Predictive ScorecardsDocument7 pagesIEE Value Chain With Predictive ScorecardspasticcioNo ratings yet
- 2018 MBB Bok MapDocument12 pages2018 MBB Bok MapMohammed YasserNo ratings yet
- Promblem Solving Combined March 2017 AnelleDocument25 pagesPromblem Solving Combined March 2017 AnelleSravan DasariNo ratings yet
- GM 1927-16a PWT Gear Commodity AuditDocument5 pagesGM 1927-16a PWT Gear Commodity AuditSergio BoillosNo ratings yet
- GM 1927-87 Special Nonconforming Material AuditDocument6 pagesGM 1927-87 Special Nonconforming Material AuditMichael HicksNo ratings yet
- Environmental Performance Indicators: A Study On ISO 14001 Certified CompaniesDocument11 pagesEnvironmental Performance Indicators: A Study On ISO 14001 Certified CompaniesBagus KrisviandikNo ratings yet
- QRQC PresentationDocument17 pagesQRQC PresentationmailqaNo ratings yet
- 10x95 Bolt FlangeDocument83 pages10x95 Bolt FlangeVikas KashyapNo ratings yet
- Contigency PlanDocument1 pageContigency Planapi-510150665No ratings yet
- Yamazumi Chart 1.0Document1 pageYamazumi Chart 1.0Jesus Antonio Esquivel HernandezNo ratings yet
- Traceability InventoryDocument34 pagesTraceability InventoryM. Farhan Ajar GemilangNo ratings yet
- Do Kadam Vismaran Se Smaran Ki Aur - BY RATNATRAYI TRUSTDocument97 pagesDo Kadam Vismaran Se Smaran Ki Aur - BY RATNATRAYI TRUSTPRADEEP MULANINo ratings yet
- Risk Reduction Strategy QSB-PlusDocument19 pagesRisk Reduction Strategy QSB-PlusAhmed HassanNo ratings yet
- SIGMASuccession Template Guide PDFDocument25 pagesSIGMASuccession Template Guide PDFErmin NeimarlijaNo ratings yet
- Aerospace Lean Manufacturing MetricsDocument2 pagesAerospace Lean Manufacturing MetricsMani Rathinam RajamaniNo ratings yet
- CS Project Updated1Document15 pagesCS Project Updated1Purnendu JhaNo ratings yet
- Layered Process Audit Checklist (LPA)Document5 pagesLayered Process Audit Checklist (LPA)ALBERTO ALVARADO CARRILLONo ratings yet
- Calibration Details With Sample Certificate and Website LinksDocument9 pagesCalibration Details With Sample Certificate and Website LinksAkash RajanNo ratings yet
- GSM-P001 BorgWarner Supplier Manual - 2014-06Document56 pagesGSM-P001 BorgWarner Supplier Manual - 2014-06Marius Neagu100% (1)
- P-Dmaic Roadmap r2 From SSIDocument1 pageP-Dmaic Roadmap r2 From SSIShiva KumarNo ratings yet
- SA 8000 AwarenessDocument14 pagesSA 8000 AwarenessS.M.EkrmullahNo ratings yet
- Rolled Throughput Yield (6 Sigma)Document8 pagesRolled Throughput Yield (6 Sigma)Laaiba IshaaqNo ratings yet
- LUMIQ DataSheetDocument5 pagesLUMIQ DataSheetBhanuj VermaNo ratings yet
- Roll ACoasterDocument2 pagesRoll ACoasterBhanuj VermaNo ratings yet
- AutoKriti 7.0Document60 pagesAutoKriti 7.0Bhanuj VermaNo ratings yet
- Entrepreneurship Project Report: United Steels LTD, KurukshetraDocument22 pagesEntrepreneurship Project Report: United Steels LTD, KurukshetraBhanuj VermaNo ratings yet
- A-Level Project Work Evaluation of Materials ExampleDocument8 pagesA-Level Project Work Evaluation of Materials ExampleKou Uraki100% (5)
- Intercom List As On 1 - April - 2015Document80 pagesIntercom List As On 1 - April - 2015Uday KumarNo ratings yet
- AASHTO TP 2 Standard Test Method For The Quantitative Extraction and Recovery of Asphalt Binder For HMA From NCHRP Report 452Document13 pagesAASHTO TP 2 Standard Test Method For The Quantitative Extraction and Recovery of Asphalt Binder For HMA From NCHRP Report 452felix5234No ratings yet
- Contractors & Consultants Registration Services enDocument7 pagesContractors & Consultants Registration Services enAnonymous UibQYvc6No ratings yet
- Earthquake Seminar - Flyer IEM SBDocument3 pagesEarthquake Seminar - Flyer IEM SBEdison LimNo ratings yet
- Digi-Mate: Gagan Singh Gagan AbbotDocument11 pagesDigi-Mate: Gagan Singh Gagan AbbotGagan AbbotNo ratings yet
- International Educational Applied Scientific Research Journal (IEASRJ)Document1 pageInternational Educational Applied Scientific Research Journal (IEASRJ)Layout EditorNo ratings yet
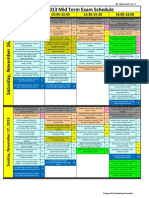
- GUC Winter 2013 Midterm Exams ScheduleDocument6 pagesGUC Winter 2013 Midterm Exams SchedulegucinsiderNo ratings yet
- Rank PG 2015Document133 pagesRank PG 2015Gangatharan NarayananNo ratings yet
- The Design of Material Delivery System Based On Lean ConstructionDocument7 pagesThe Design of Material Delivery System Based On Lean ConstructionArok ANo ratings yet
- The Data Analytics Handbook V.4Document30 pagesThe Data Analytics Handbook V.4timcantangoNo ratings yet
- CV Marco AmabiliDocument4 pagesCV Marco AmabilicncjuniorNo ratings yet
- 01 - Scientific Knowledge and Scientific TemperDocument2 pages01 - Scientific Knowledge and Scientific TemperPraveen Kumar100% (5)
- Module 1 Notes - 18CIV14Document40 pagesModule 1 Notes - 18CIV14Yogananda Bangalore ShanthamurthyNo ratings yet
- MCE 331 Syllabus V2.1Document3 pagesMCE 331 Syllabus V2.1Najmul Puda PappadamNo ratings yet
- Seat CT 2Document69 pagesSeat CT 2tkt143No ratings yet
- Teaching Philosophy Javeed KhanDocument2 pagesTeaching Philosophy Javeed Khanapi-281983897No ratings yet
- Sistem Dan Teknologi Informasi: Riza Prapascatama Agusdin, S.Kom., M.IMDocument12 pagesSistem Dan Teknologi Informasi: Riza Prapascatama Agusdin, S.Kom., M.IMESports HDNo ratings yet
- 1.2 Project Certificate - CollegeDocument1 page1.2 Project Certificate - Collegetvbnitin123No ratings yet
- Handbook 20112012 Part 01Document156 pagesHandbook 20112012 Part 01Farid Zuan C L100% (1)
- MISC 116 Course OutlineDocument2 pagesMISC 116 Course OutlineFer LeroyNo ratings yet
- Logic of Discovery or Psychology of Research: Thomas S Kuhn: Submission By: Sarthak SethDocument4 pagesLogic of Discovery or Psychology of Research: Thomas S Kuhn: Submission By: Sarthak SethSarthak SethNo ratings yet
- Laboratories - EPFLDocument24 pagesLaboratories - EPFLcontact2webNo ratings yet
- Syllabus Transportation EngineeringDocument7 pagesSyllabus Transportation EngineeringrymacNo ratings yet
- Experion Pks c300 PDFDocument2 pagesExperion Pks c300 PDFCurtis50% (2)