You might also like
- Sandvik Steel Hardening GuideDocument25 pagesSandvik Steel Hardening GuidejasonsivertsenNo ratings yet
- Summary Note For CSWIP 3.1Document9 pagesSummary Note For CSWIP 3.1Muhamad ShakyreenNo ratings yet
- Welding Consumables-Stainless SteelDocument32 pagesWelding Consumables-Stainless SteelImran Khan100% (1)
- Section 12 - Welding Consumables - Stainless Steel266 - 27357Document106 pagesSection 12 - Welding Consumables - Stainless Steel266 - 27357getgateclose100% (1)
- Defects/imperfections in Welds - Reheat Cracking: IdentificationDocument4 pagesDefects/imperfections in Welds - Reheat Cracking: IdentificationtuanNo ratings yet
- Welding A Cast IronDocument9 pagesWelding A Cast Ironjatin jainNo ratings yet
- Unit 2 Welding III HazDocument9 pagesUnit 2 Welding III HazHada NanuNo ratings yet
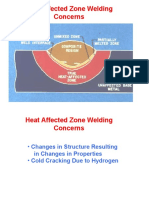
- Heat Affected Zone Welding ConcernsDocument10 pagesHeat Affected Zone Welding ConcernsKirandeep GandhamNo ratings yet
- Ruukki Hot Rolled Steels Processing of Material Thermal Cutting and Flame StraighteningDocument6 pagesRuukki Hot Rolled Steels Processing of Material Thermal Cutting and Flame StraighteningtechspawNo ratings yet
- Weldability of SteelsDocument5 pagesWeldability of SteelsKhalid El Masry100% (1)
- Stainless Steel: Weldability and Joining of MaterialsDocument3 pagesStainless Steel: Weldability and Joining of MaterialsMehmet SoysalNo ratings yet
- Venkat's Preparation of CracksDocument4 pagesVenkat's Preparation of Cracksvineet chandra khanduriNo ratings yet
- Joining Stainless Steel by Soldering, Brazing and Resistance WeldingDocument4 pagesJoining Stainless Steel by Soldering, Brazing and Resistance WeldingA K SinghNo ratings yet
- Welding MetallurgyDocument37 pagesWelding MetallurgyHary adiNo ratings yet
- Preheating N BackWear FacingDocument2 pagesPreheating N BackWear FacingmahendraNo ratings yet
- METALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipDocument36 pagesMETALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipRobinson PasaribuNo ratings yet
- Prepare by Nasrizal Mohd Rashdi Senior Lecturer Welding & Quality Inspection Universiti Kuala LumpurDocument39 pagesPrepare by Nasrizal Mohd Rashdi Senior Lecturer Welding & Quality Inspection Universiti Kuala LumpurFaiz IshakNo ratings yet
- Heat Affected ZoneDocument39 pagesHeat Affected ZoneAzrul AhmadNo ratings yet
- Aluminium Alloys: Weldability of Materials Job Knowledge 21Document3 pagesAluminium Alloys: Weldability of Materials Job Knowledge 21kevin herryNo ratings yet
- Defects/imperfections in Welds - Reheat Cracking: IdentificationDocument3 pagesDefects/imperfections in Welds - Reheat Cracking: IdentificationSri InavoluNo ratings yet
- Steels Weldability of MaterialDocument5 pagesSteels Weldability of MaterialJlkKumarNo ratings yet
- ProjectDocument34 pagesProjectSTAR PRINTINGNo ratings yet
- Ni - PPTDocument15 pagesNi - PPTharoub_nasNo ratings yet
- Weldability of Materials - Carbon Manganese and Low Alloy SteelsDocument6 pagesWeldability of Materials - Carbon Manganese and Low Alloy SteelsmanimaranNo ratings yet
- Heat Treatment LectureDocument58 pagesHeat Treatment LectureKeith Tanaka Magaka100% (1)
- Job Knowledge 19Document5 pagesJob Knowledge 19Mehmet SoysalNo ratings yet
- Cast Irons: Job Knowledge 25 Weldability of MaterialsDocument3 pagesCast Irons: Job Knowledge 25 Weldability of Materialskevin herryNo ratings yet
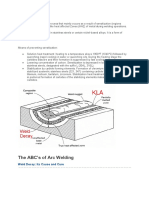
- The ABC's of Arc Welding: Weld DecayDocument4 pagesThe ABC's of Arc Welding: Weld DecayLakshmi KanthNo ratings yet
- Clad Plates Forming & WeldingDocument9 pagesClad Plates Forming & WeldingMohammed Khalid KhanNo ratings yet
- Weldability of SteelsDocument20 pagesWeldability of SteelsMuhammed SulfeekNo ratings yet
- Ferrous Alloys Eutectoid Portion of Fe-C DiagramDocument28 pagesFerrous Alloys Eutectoid Portion of Fe-C DiagramcastibraNo ratings yet
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- Maraging SteelsDocument14 pagesMaraging SteelsJoseph JoelNo ratings yet
- Weldability of Material TWIDocument4 pagesWeldability of Material TWIRaviTeja BhamidiNo ratings yet
- Literature ReviewDocument23 pagesLiterature ReviewRISHAVNo ratings yet
- BrazingDocument16 pagesBrazingjackie_chiengNo ratings yet
- Materi Prosman 2Document198 pagesMateri Prosman 2Agil SetyawanNo ratings yet
- Defects Reheat CrackingDocument5 pagesDefects Reheat Crackingguru_terexNo ratings yet
- AL Alloy Details With WeldingDocument36 pagesAL Alloy Details With WeldingVelmohanaNo ratings yet
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- Why Use Preheat and Post Weld Heat Treatments Brochure PDFDocument2 pagesWhy Use Preheat and Post Weld Heat Treatments Brochure PDFErick HoganNo ratings yet
- Aluminium Alloys: Weldability and Joining of MaterialsDocument5 pagesAluminium Alloys: Weldability and Joining of MaterialsMehmet SoysalNo ratings yet
- ThermochemicalDocument18 pagesThermochemicalSiddarthanSrtNo ratings yet
- Heat Treatments: PERFECT - HK - Creativity in FasteningDocument2 pagesHeat Treatments: PERFECT - HK - Creativity in Fasteningdivya2prabakarNo ratings yet
- Metals and Materials For Low Temperatures and Cryogenic Applications - Gasparini IndustriesDocument7 pagesMetals and Materials For Low Temperatures and Cryogenic Applications - Gasparini IndustriesDianna LambertNo ratings yet
- Pre Heat Sridhar MagazineDocument2 pagesPre Heat Sridhar Magazinebrajendra1020No ratings yet
- MMEN 120 - Surface HardeningDocument19 pagesMMEN 120 - Surface HardeningnattydreadfathelahNo ratings yet
- Structural Materials: Metals and Metal AlloysDocument9 pagesStructural Materials: Metals and Metal AlloysAbhishek AroraNo ratings yet
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithFrom EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet