You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Spectrophotometric Determination of The Pka of Bromothymol BlueDocument7 pagesSpectrophotometric Determination of The Pka of Bromothymol BlueSantanu Chowdhury50% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Arcjet RocketsDocument17 pagesArcjet RocketsAnand M VNo ratings yet
- FM 5130Document74 pagesFM 5130Ckaal74100% (1)
- Absorber Design:: Theoretical BackgroundDocument15 pagesAbsorber Design:: Theoretical BackgroundAndreea IoanaNo ratings yet
- Tutorial 4 Aspen Plus Using Heat Transfer With A Plug Flow ReactorDocument9 pagesTutorial 4 Aspen Plus Using Heat Transfer With A Plug Flow ReactorAndreea IoanaNo ratings yet
- Nitric AcidDocument18 pagesNitric AcidAndreea Ioana100% (1)
- Material IdiomsDocument28 pagesMaterial IdiomsAndreea IoanaNo ratings yet
- Modelling of Metal Perforated Sheet FacadesDocument30 pagesModelling of Metal Perforated Sheet FacadesMoța FlorinNo ratings yet
- A Balloon RocketDocument4 pagesA Balloon Rockethasnizaaziz39No ratings yet
- XGNC Series: Non-Cycling Refrigerated Dryer 7-1,200 CFMDocument8 pagesXGNC Series: Non-Cycling Refrigerated Dryer 7-1,200 CFMLiceth Viviana Leyva MarinNo ratings yet
- Doc. AP Chem - 1st Sem Midterm ReviewDocument4 pagesDoc. AP Chem - 1st Sem Midterm ReviewTot EdNo ratings yet
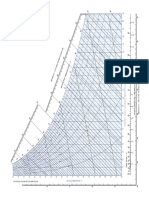
- Psychrometric ChartDocument1 pagePsychrometric ChartJawBone YtNo ratings yet
- General Case For Diffusion of Gases A & B Plus Bulk MovementDocument10 pagesGeneral Case For Diffusion of Gases A & B Plus Bulk MovementMayar H. HaggagNo ratings yet
- PP06B - Asep - NSCP 2015 Update On CH5 Structural Steel Cold-Formed SteelDocument15 pagesPP06B - Asep - NSCP 2015 Update On CH5 Structural Steel Cold-Formed SteeljimNo ratings yet
- P X P X: CE 470: Design of Steel Structures - A.H. VarmaDocument27 pagesP X P X: CE 470: Design of Steel Structures - A.H. VarmaVincent ParcoNo ratings yet
- TN Set Exam 2018 Question Paper PhysicsDocument18 pagesTN Set Exam 2018 Question Paper PhysicsVengatNo ratings yet
- Earths SubsystemDocument31 pagesEarths SubsystemSeanneira Lacson100% (1)
- Chapter 3 - Hydrostatic Forces On Submerged SurfacesDocument17 pagesChapter 3 - Hydrostatic Forces On Submerged SurfacesGSaurav DahalNo ratings yet
- Log FT Values in Beta Decay: Filip G. KondevDocument16 pagesLog FT Values in Beta Decay: Filip G. KondevDavid Garrido GonzalezNo ratings yet
- Sist en 12390 3 2019Document10 pagesSist en 12390 3 2019Francois UWIMBABAZINo ratings yet
- 4-Pilosov Metro WDMDocument20 pages4-Pilosov Metro WDMkieunp1198No ratings yet
- DETERMINATIN OF THECONTENTOfDELTAFERRITE IN AUSTENITIC STAINLESS STEEL NITRONIC 60 PDFDocument4 pagesDETERMINATIN OF THECONTENTOfDELTAFERRITE IN AUSTENITIC STAINLESS STEEL NITRONIC 60 PDFEmad A.AhmadNo ratings yet
- Etabs Wall PierDocument16 pagesEtabs Wall PierChristopher LimNo ratings yet
- API 510 572 576 Questions AnswersDocument33 pagesAPI 510 572 576 Questions Answersnikafiq100% (7)
- Reci Pro Seto Ohtsuka 2022Document15 pagesReci Pro Seto Ohtsuka 2022Josué MurilloNo ratings yet
- Chapter 4 - Chemical BondingDocument12 pagesChapter 4 - Chemical Bondingkashvina paramjothyNo ratings yet
- Hydac Process Technology Inline Filter: Product OverviewDocument22 pagesHydac Process Technology Inline Filter: Product OverviewManuel CampoyNo ratings yet
- Curriculum For The Bachelor of Science Major in Physics (Bs Physics)Document20 pagesCurriculum For The Bachelor of Science Major in Physics (Bs Physics)Nita HandayaniNo ratings yet
- Unit Plan - Soil Mechanics and FoundationDocument6 pagesUnit Plan - Soil Mechanics and Foundationlash2094No ratings yet
- Experimental Stress Analysis Important QuestionsDocument4 pagesExperimental Stress Analysis Important Questionsmatrixrajiv34No ratings yet
- Chandigarh Region KV MS PB1Document5 pagesChandigarh Region KV MS PB1kingoo0f1No ratings yet
- Mech1442851738363 PDFDocument57 pagesMech1442851738363 PDFMonevNo ratings yet
- Afe Assignment QuestionsDocument1 pageAfe Assignment QuestionsKatta VishnuNo ratings yet