You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sample PQRDocument2 pagesSample PQRudaysrp33% (3)
- Cold Bending DIN 6935 (Eng)Document4 pagesCold Bending DIN 6935 (Eng)maik angelo0% (2)
- Mori Seiki Fanuc 15TF CNC Lathe Instruction Manual (OM-F15TF-1E)Document12 pagesMori Seiki Fanuc 15TF CNC Lathe Instruction Manual (OM-F15TF-1E)theguru_99925% (4)
- Calculation of Plate ThicknessDocument2 pagesCalculation of Plate ThicknesssansagithNo ratings yet
- Data Chart For Threads by MARYLANDDocument71 pagesData Chart For Threads by MARYLANDN.Palaniappan100% (6)
- Layout Approval 2016 17Document3 pagesLayout Approval 2016 17sansagithNo ratings yet
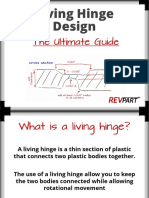
- Living Hinge Design: The Ultimate GuideDocument18 pagesLiving Hinge Design: The Ultimate GuidesansagithNo ratings yet
- Parts Produced by Planning, Shaping and Slotting: Process DescriptionDocument7 pagesParts Produced by Planning, Shaping and Slotting: Process DescriptionsansagithNo ratings yet
- Vacuum Metalized Surfaces: Figure M5.6.1: Setup For Vacuum Evaporation Physical Vapour DepositionDocument6 pagesVacuum Metalized Surfaces: Figure M5.6.1: Setup For Vacuum Evaporation Physical Vapour DepositionsansagithNo ratings yet
- 3403 PDFDocument17 pages3403 PDFsansagithNo ratings yet
- Mold Flow Insight TrainingDocument1 pageMold Flow Insight TrainingsansagithNo ratings yet
- AB Steel For Moulds EngDocument28 pagesAB Steel For Moulds EngsansagithNo ratings yet
- Diagonal Chart For Determining Punch Area PDFDocument1 pageDiagonal Chart For Determining Punch Area PDFsansagithNo ratings yet
- Injection Molding Designguide 0914 PDFDocument11 pagesInjection Molding Designguide 0914 PDFsansagithNo ratings yet
- Drill Tap ChartDocument1 pageDrill Tap ChartsansagithNo ratings yet
- QMC001 01 GBDocument16 pagesQMC001 01 GBsansagithNo ratings yet
- Junior Tech Fest - 2015: Dr. K. Kadir VeluDocument1 pageJunior Tech Fest - 2015: Dr. K. Kadir VelusansagithNo ratings yet
- Conversions Between Surface Measuring SystemsDocument1 pageConversions Between Surface Measuring SystemssansagithNo ratings yet
- Welding 200708Document17 pagesWelding 200708sansagithNo ratings yet
- D1300 Internal Circlips - Circlips For Bores - DIN 472: Manufacturer's ChoiceDocument5 pagesD1300 Internal Circlips - Circlips For Bores - DIN 472: Manufacturer's Choicerb andhaleNo ratings yet
- Technical Bulletin: Chemical Compositions of Commonly Stocked SteelsDocument1 pageTechnical Bulletin: Chemical Compositions of Commonly Stocked SteelssansagithNo ratings yet
- 4 TH Semester Practical Mark Sheet BATCH-PMT/H/2011Document15 pages4 TH Semester Practical Mark Sheet BATCH-PMT/H/2011sansagithNo ratings yet
- Weldindssdvg Part 2Document55 pagesWeldindssdvg Part 2sbs271187No ratings yet
- Rego-Fix Er Recool enDocument28 pagesRego-Fix Er Recool endavicocasteNo ratings yet
- Connection Design GuidelinesDocument4 pagesConnection Design GuidelinesABDUL REHMANNo ratings yet
- HTG Katalog 2022 Mail PDFDocument132 pagesHTG Katalog 2022 Mail PDFemre akhanNo ratings yet
- MILLING CATALOG 38 - 2021 p549 788Document238 pagesMILLING CATALOG 38 - 2021 p549 788MeuMundoMinecraftNo ratings yet
- (Tambahan) Tolerances - FitsDocument25 pages(Tambahan) Tolerances - FitsMuhammad Fachry RamadhanyNo ratings yet
- Module 2 Part 1 QTR 1 1Document17 pagesModule 2 Part 1 QTR 1 1harlanecarlsNo ratings yet
- HQ TC 006Document18 pagesHQ TC 006ratneshsrivastava7No ratings yet
- G CodeDocument9 pagesG CodeArga Rio MugafiNo ratings yet
- Astm B 150Document6 pagesAstm B 150arifin rizalNo ratings yet
- Watchmaker Tools PDFDocument1 pageWatchmaker Tools PDFEnrico959No ratings yet
- GB235 MetalsDocument12 pagesGB235 MetalsAhmet HamamcıoğluNo ratings yet
- The Basics of Thread Rolling: Tools, Tips & Design ConsiderationsDocument108 pagesThe Basics of Thread Rolling: Tools, Tips & Design ConsiderationsVictor ParvanNo ratings yet
- RG100P Afiladora de Barrenos Integrales Neumatica 796-5300Document1 pageRG100P Afiladora de Barrenos Integrales Neumatica 796-5300Edward Villegas TusetNo ratings yet
- Grades & MaterialsDocument48 pagesGrades & MaterialsgcldesignNo ratings yet
- How To Do Fluorescent Penetrant TestingDocument2 pagesHow To Do Fluorescent Penetrant TestingLina Balanta - Taesmet SasNo ratings yet
- 1390-1997 Cup Head Bolts With ISO Metric Coarse Pitch ThreadsDocument19 pages1390-1997 Cup Head Bolts With ISO Metric Coarse Pitch ThreadsSean LiongNo ratings yet
- Fueless Space EngineDocument6 pagesFueless Space Enginecvele77100% (1)
- Structural Screw Design Guide: Myticon Timber ConnectorsDocument52 pagesStructural Screw Design Guide: Myticon Timber ConnectorsciviliiiNo ratings yet
- Heat Treatment of Low Carbon SteelDocument39 pagesHeat Treatment of Low Carbon SteelZhang FeiNo ratings yet
- Chapter 8: Screws, Fasteners and The Design of Nonpermanent JointsDocument31 pagesChapter 8: Screws, Fasteners and The Design of Nonpermanent JointsHernâniCruzNo ratings yet
- Kel Univ ECatDocument8 pagesKel Univ ECatShAi_MyStERiOuSNo ratings yet
- A-09-02078 Widia Turning Metric p110-199 InsertsDocument90 pagesA-09-02078 Widia Turning Metric p110-199 InsertsAbu HasanNo ratings yet
- AM 7th Sem Solution 31.01.21 in CourseDocument9 pagesAM 7th Sem Solution 31.01.21 in CourseRaj PatelNo ratings yet
- Unit 3 Camilo BriñezDocument5 pagesUnit 3 Camilo BriñezJUAN CAMILO BRIEZ MONTEALEGRENo ratings yet
- Opti Turn Tu 2004 V ManualDocument80 pagesOpti Turn Tu 2004 V ManualCharu NavneetNo ratings yet
- Gear Cutting OperationsDocument23 pagesGear Cutting OperationsHossam Ali0% (1)