You might also like
- Sist Iso 7072 1995Document7 pagesSist Iso 7072 1995VijayGowthaman100% (1)
- Bs-3692 Iso Metric Precision Hexagon Bolts, Screws, and NutsDocument34 pagesBs-3692 Iso Metric Precision Hexagon Bolts, Screws, and NutsUmesh ChamaraNo ratings yet
- BS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesDocument38 pagesBS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesEric Mellier100% (1)
- As 1576.1-2010 Scaffolding General RequirementsDocument69 pagesAs 1576.1-2010 Scaffolding General Requirementsanon_399144888100% (1)
- Airbus: Process and Material SpecificationDocument25 pagesAirbus: Process and Material SpecificationJorge OrtegaNo ratings yet
- Mil DTL 1222 FastenersDocument51 pagesMil DTL 1222 Fastenersdnvrus100% (1)
- Din 3760 KeçeDocument13 pagesDin 3760 KeçeUfuk YürekNo ratings yet
- ASTM D 2000: Specification NumberDocument3 pagesASTM D 2000: Specification NumberjanarthananNo ratings yet
- Hexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)Document15 pagesHexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)kumar QANo ratings yet
- Astm F3125 F3125M 18Document6 pagesAstm F3125 F3125M 18Amine ait talebNo ratings yet
- Astm A 668 A668m 2013 PDFDocument10 pagesAstm A 668 A668m 2013 PDFCarlos GuerraNo ratings yet
- ARNOLD - Thread Forming ScrewDocument4 pagesARNOLD - Thread Forming ScrewgirishawantiNo ratings yet
- Springwire Xinhua 2006Document10 pagesSpringwire Xinhua 2006teban09No ratings yet
- BS 7371-3-1993 PDFDocument18 pagesBS 7371-3-1993 PDFMuthuswamy0% (1)
- BS en 10263-4Document22 pagesBS en 10263-4Balakrishnan RagothamanNo ratings yet
- All your fastener needs from a single source: Metric DIN 7991 hex socket cap screwsDocument5 pagesAll your fastener needs from a single source: Metric DIN 7991 hex socket cap screwsmohamadreza bagheriNo ratings yet
- DIN 261 T-Head BoltsDocument14 pagesDIN 261 T-Head BoltsSamira Mns100% (1)
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDocument4 pagesForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinNo ratings yet
- Australian/New Zealand Standard: Tolerances For Flat-Rolled Steel ProductsDocument7 pagesAustralian/New Zealand Standard: Tolerances For Flat-Rolled Steel ProductsZohaib Rafiq0% (1)
- As 3635-1990 Unified (ISO Inch) Screw Threads Associated Gauges and Gauging PracticeDocument8 pagesAs 3635-1990 Unified (ISO Inch) Screw Threads Associated Gauges and Gauging PracticeSAI Global - APACNo ratings yet
- Ansi-B18 2 3 5m-1979 PDFDocument20 pagesAnsi-B18 2 3 5m-1979 PDFeGnEsToMcNo ratings yet
- A493 00 PDFDocument3 pagesA493 00 PDFJohano AraújoNo ratings yet
- European Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarsDocument13 pagesEuropean Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarspraveenNo ratings yet
- Editorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDocument10 pagesEditorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDarwin DarmawanNo ratings yet
- Aerospace Standard: Fire Testing of Flexible Hose, Tube Assemblies, Coils, Fittings, and Similar System ComponentsDocument3 pagesAerospace Standard: Fire Testing of Flexible Hose, Tube Assemblies, Coils, Fittings, and Similar System ComponentsRangaNo ratings yet
- B 21 - B 21M - 14Document8 pagesB 21 - B 21M - 14Ahmed BilalNo ratings yet
- Identification and Measurement: Identifying Cap ScrewsDocument2 pagesIdentification and Measurement: Identifying Cap ScrewsOswaldo Leyva RNo ratings yet
- Barnwell: Contact Your Local Barnwell Service Centre or Phone Our Special Sales HotlineDocument36 pagesBarnwell: Contact Your Local Barnwell Service Centre or Phone Our Special Sales Hotlinemagsuarez1No ratings yet
- Laminated Shim Stock SpecificationDocument11 pagesLaminated Shim Stock SpecificationAsker Ali TPNo ratings yet
- As 1442-2007 Carbon Steels and Carbon-Manganese Steels - Hot Rolled Bars and Semi-Finished ProductsDocument7 pagesAs 1442-2007 Carbon Steels and Carbon-Manganese Steels - Hot Rolled Bars and Semi-Finished ProductsSAI Global - APACNo ratings yet
- Al Busbar 6060 DatasheetDocument1 pageAl Busbar 6060 DatasheetpiirsaluNo ratings yet
- Sae J81-2012Document10 pagesSae J81-2012Marcos RosenbergNo ratings yet
- BS4168Document10 pagesBS4168shoobi82No ratings yet
- Sa 325 PDFDocument12 pagesSa 325 PDFMo'men Abu-SmaihaNo ratings yet
- Whitworth Tapered Pipe Thread DIN EN 10226-1, DIN EN 10226-2 Formerly Known As DIN 2999 BSPT (British Standard Tapered Pipe)Document1 pageWhitworth Tapered Pipe Thread DIN EN 10226-1, DIN EN 10226-2 Formerly Known As DIN 2999 BSPT (British Standard Tapered Pipe)LucianNechiforNo ratings yet
- As B199-1962 Undercuts and Runouts For Screw ThreadsDocument4 pagesAs B199-1962 Undercuts and Runouts For Screw ThreadsSAI Global - APACNo ratings yet
- Surface Vehicle Standard: Rev. SEP1997Document11 pagesSurface Vehicle Standard: Rev. SEP1997Angel HernándezNo ratings yet
- FW F436 P PDFDocument2 pagesFW F436 P PDFLuis CarlosNo ratings yet
- Asme B18.2.6 2003Document11 pagesAsme B18.2.6 2003Jesse ChenNo ratings yet
- DZR BrassDocument3 pagesDZR BrassAlfredo Cumbi CumbiNo ratings yet
- Bs3643 Part 1Document42 pagesBs3643 Part 1andemir1307No ratings yet
- ASTM F 1807 - Metal Insert Fittings Utilizing Copper Crimp Ring For SDR 9 Crosslinked Polyethylene PEX TubingDocument6 pagesASTM F 1807 - Metal Insert Fittings Utilizing Copper Crimp Ring For SDR 9 Crosslinked Polyethylene PEX TubingBenjie AlfelorNo ratings yet
- ASTM F3125 F3125M-19 Minimum Tensile StrengthDocument13 pagesASTM F3125 F3125M-19 Minimum Tensile StrengthJiangleiNo ratings yet
- Australian Standard: Metal Finishing-Thermoset Powder CoatingsDocument44 pagesAustralian Standard: Metal Finishing-Thermoset Powder Coatingsעומר כהןNo ratings yet
- Bs 3293Document18 pagesBs 3293nguyenmainam0% (1)
- MIL-DTL-45913/1A SPEC SHEET NUT SELF-LOCKING HEX NON-METALLICDocument4 pagesMIL-DTL-45913/1A SPEC SHEET NUT SELF-LOCKING HEX NON-METALLICMAI_QualityNo ratings yet
- Surface Vehicle Recommended Practice: Reaf. MAY1998Document5 pagesSurface Vehicle Recommended Practice: Reaf. MAY1998anupthattaNo ratings yet
- Jsa Jis G 3459 Amd 1Document14 pagesJsa Jis G 3459 Amd 1farhad100% (1)
- (1-2) and 1111. (1-2) - 2015 - ISO Meteric Hexagon Bolts and ScrewsDocument88 pages(1-2) and 1111. (1-2) - 2015 - ISO Meteric Hexagon Bolts and ScrewsMark Carroll-ChiltsNo ratings yet
- Astm A194Document11 pagesAstm A194Jarek CieslakNo ratings yet
- Tapping Screw Threads: EN ISO 1478 (Document6 pagesTapping Screw Threads: EN ISO 1478 (Diego Camargo100% (1)
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresNo ratings yet
- A276a276m 2023Document8 pagesA276a276m 20237620383tlNo ratings yet
- Iso - 8434 3 2005Document8 pagesIso - 8434 3 2005Morez BarikaniNo ratings yet
- Mechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesDocument4 pagesMechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesJarek CieslakNo ratings yet
- Iso 4162 1990Document9 pagesIso 4162 1990lokesh prakashNo ratings yet
- A252Document7 pagesA252Luz DuarteNo ratings yet
- MAN Truck & Bus Works Standard Bent Tubes DocumentationDocument17 pagesMAN Truck & Bus Works Standard Bent Tubes DocumentationAkmal NizametdinovNo ratings yet
- 4 Steel Rod Bar Wire For Cold Heading and Cold Extrusion - Del Conds Q and T SteelsDocument22 pages4 Steel Rod Bar Wire For Cold Heading and Cold Extrusion - Del Conds Q and T SteelsDiana MurzacNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- As Nzs 1576-1-2010 ScaffoldingDocument8 pagesAs Nzs 1576-1-2010 ScaffoldingAnil KumarNo ratings yet
- Global agents wanted for digital printing equipment manufacturerDocument6 pagesGlobal agents wanted for digital printing equipment manufacturerGiri Kanyakumari100% (1)
- Equate EMDA 6200Document2 pagesEquate EMDA 6200HichamSalamaNo ratings yet
- Method of Floor Construction by Vacuum DewateringDocument7 pagesMethod of Floor Construction by Vacuum DewateringPrasanta ParidaNo ratings yet
- RRS8-00006 Red Superdurable Ral3001Document1 pageRRS8-00006 Red Superdurable Ral3001Jesus Antonio Zuniga MartinezNo ratings yet
- 03 6000 - GroutingDocument4 pages03 6000 - GroutingAngelo Carlo MalabananNo ratings yet
- 4 - Fixitech Catalogue - Threaded InsertsDocument19 pages4 - Fixitech Catalogue - Threaded InsertsFilippoNo ratings yet
- Bill of Materials: Right River Bankline of Binambang River From Barangay Caloocan To Barangay 2 in Balayan, BatangasDocument2 pagesBill of Materials: Right River Bankline of Binambang River From Barangay Caloocan To Barangay 2 in Balayan, BatangasShiela Mariz GonzalesNo ratings yet
- Wire MeshDocument2 pagesWire MeshsurangaNo ratings yet
- Sirim Test Report 0.25mm ThicknessDocument3 pagesSirim Test Report 0.25mm ThicknessUMINo ratings yet
- Cotizacion de Flete CTG MedleyDocument3 pagesCotizacion de Flete CTG MedleySindy CarrasquillaNo ratings yet
- HFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedDocument9 pagesHFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedVignesh PanchabakesanNo ratings yet
- Ferrous and Nonferrous MetalsDocument6 pagesFerrous and Nonferrous MetalsJohn Zedrick MacaisaNo ratings yet
- 63 Best Angle Grinder HacksDocument66 pages63 Best Angle Grinder HacksPhillip Howarth100% (1)
- Lining Pattern & Bar Chart Line - 3Document10 pagesLining Pattern & Bar Chart Line - 3harikrushnaNo ratings yet
- CANUSA Wrapid TapeDocument2 pagesCANUSA Wrapid TapeHalimNo ratings yet
- CATALOG FCA Campina-ADocument69 pagesCATALOG FCA Campina-AClaudiu Ovidiu TeacaNo ratings yet
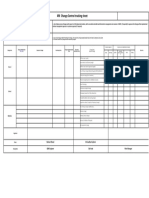
- 4M Change Control tracking sheetDocument1 page4M Change Control tracking sheetmahesh KhatalNo ratings yet
- TQM UNIT 1 Module 1Document17 pagesTQM UNIT 1 Module 1p.senthil KumaarNo ratings yet
- Steel ConnectionDocument28 pagesSteel ConnectionBrent SeeNo ratings yet
- Electric Arc Furnace SteelmakingDocument55 pagesElectric Arc Furnace SteelmakingIIT SRININo ratings yet
- Micronas Wafer FAB and BackendDocument17 pagesMicronas Wafer FAB and BackendLuiejen GasconNo ratings yet
- Weld Repair After PWHT ASME Sec VIII Div.1Document6 pagesWeld Repair After PWHT ASME Sec VIII Div.1GesNo ratings yet
- Performance Base Approach: ISO Guam Omeawe ProcessesDocument14 pagesPerformance Base Approach: ISO Guam Omeawe Processescaesar bintangNo ratings yet
- Benefits of Separating Mixture in Community Grade 6Document15 pagesBenefits of Separating Mixture in Community Grade 6Annabel BallanNo ratings yet
- Djj10022 - Mechanical Workshop Practice 1 Workshop Report (Machining)Document12 pagesDjj10022 - Mechanical Workshop Practice 1 Workshop Report (Machining)Aiman AzaharNo ratings yet
- Electric Circuits (EE - 113) : DE-39 Mechatronics Syndicate - BDocument8 pagesElectric Circuits (EE - 113) : DE-39 Mechatronics Syndicate - Bআসিফ রেজাNo ratings yet
- CNC Router Research PaperDocument7 pagesCNC Router Research Paperafeawqynw100% (1)
- Material and Equipment InventoryDocument1 pageMaterial and Equipment InventoryhansNo ratings yet
- Millsheet DIN 17223-1Document1 pageMillsheet DIN 17223-1Prihastya WishnutamaNo ratings yet