You might also like
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- B 565 - 94 R00 - Qju2ns05nfiwmaDocument3 pagesB 565 - 94 R00 - Qju2ns05nfiwmamalika_00No ratings yet
- B769Document4 pagesB769wpwmhatNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Shear Testing of Aluminum and Aluminum-Alloy Rivets and Cold-Heading Wire and RodsDocument3 pagesShear Testing of Aluminum and Aluminum-Alloy Rivets and Cold-Heading Wire and RodsJefferson Castro AriasNo ratings yet
- Ductility of Oriented Electrical Steel: Standard Test Method ForDocument2 pagesDuctility of Oriented Electrical Steel: Standard Test Method Fornvh202148No ratings yet
- Astm D5Document4 pagesAstm D5Alejandra Zam100% (1)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- 5504Document10 pages5504hhr2412No ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Pipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)Document4 pagesPipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)Sriniramu SriniramuNo ratings yet
- Design of Steel Structures: Materials, Connections, and ComponentsFrom EverandDesign of Steel Structures: Materials, Connections, and ComponentsNo ratings yet
- Tensile Stress-Strain of Carbon and Graphite: Standard Test Method ForDocument12 pagesTensile Stress-Strain of Carbon and Graphite: Standard Test Method Forsj19330No ratings yet
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceJosé Ramón GutierrezNo ratings yet
- MTPPT6Document31 pagesMTPPT6EunnicePanaliganNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites XIFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites XIJonathan SalemNo ratings yet
- Chromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification Forquiensabe0077No ratings yet
- D 2444 - 99 Rdi0ndqDocument8 pagesD 2444 - 99 Rdi0ndqHumberto GutierrezNo ratings yet
- ASTM C 535 03 Abrasion TestDocument3 pagesASTM C 535 03 Abrasion TestIsmaelMartinezNo ratings yet
- Astm F680Document3 pagesAstm F680urielgamizNo ratings yet
- Astm C535Document3 pagesAstm C535Ara Wilda Diaz de GómezNo ratings yet
- Astm D350.4467-1Document10 pagesAstm D350.4467-1Sundaravaradhan Iyengar100% (1)
- D 4146 - 96 - RdqxndytotyDocument4 pagesD 4146 - 96 - RdqxndytotyEmre DalgicNo ratings yet
- C 1173 - 97 Qzexnzmtotc - PDFDocument4 pagesC 1173 - 97 Qzexnzmtotc - PDFMung Duong XuanNo ratings yet
- Astm A139Document6 pagesAstm A139william_m08100% (1)
- Astm A500Document6 pagesAstm A500notsofar100% (4)
- A847Document5 pagesA847Sallemi GuafrachNo ratings yet
- Is - 1500 - 2005Document19 pagesIs - 1500 - 2005sangitaghaisas100% (2)
- A 416 A416-M - 99Document5 pagesA 416 A416-M - 99Tan Tanju100% (1)
- b 557m - 02 عينة الشد المستطيلةDocument19 pagesb 557m - 02 عينة الشد المستطيلةMohamad Marwan HamwiNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument3 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsCharlie ChongNo ratings yet
- B769 112021 2 02 Standard Test Method For Shear Testing of AluminumDocument4 pagesB769 112021 2 02 Standard Test Method For Shear Testing of AluminumShodji MabungaNo ratings yet
- D790 02Document9 pagesD790 02Arlene AriasNo ratings yet
- Sampling and Procurement Testing of Magnetic Materials: Standard Practice ForDocument4 pagesSampling and Procurement Testing of Magnetic Materials: Standard Practice ForCharlie ChongNo ratings yet
- A 872 - 91 R02 Qtg3mi05mviwmgDocument3 pagesA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdNo ratings yet
- Ch1.1.3.3.3.5sect2 - Tensile TestsDocument6 pagesCh1.1.3.3.3.5sect2 - Tensile Testsalinox chapaNo ratings yet
- API 1104 2014 EditionDocument17 pagesAPI 1104 2014 EditionekkyNo ratings yet
- A500/a500m - 09Document5 pagesA500/a500m - 09Jeff GallandNo ratings yet
- A134-96 (2012) Standard Specification For Pipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over) PDFDocument4 pagesA134-96 (2012) Standard Specification For Pipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over) PDFJosé Israel HGNo ratings yet
- Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating MaterialsDocument11 pagesFlexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating MaterialsMiriam Siqueiros HernandezNo ratings yet
- F138Document4 pagesF138Gustavo SuarezNo ratings yet
- Astm 416Document5 pagesAstm 416imzee25No ratings yet
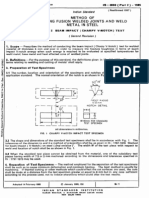
- Comparing Bond Strength of Steel Reinforcing Bars To Concrete Using Beam-End SpecimensDocument4 pagesComparing Bond Strength of Steel Reinforcing Bars To Concrete Using Beam-End SpecimensJosé Ramón Gutierrez100% (1)
- Flattening of Copper and Copper-Alloy Pipe and Tube: Standard Test Method ForDocument3 pagesFlattening of Copper and Copper-Alloy Pipe and Tube: Standard Test Method ForErick VargasNo ratings yet
- Astm D2122-2004 - 2Document5 pagesAstm D2122-2004 - 2hashemNo ratings yet
- C803C803M Penetration Resistance of Hardened Concrete PDFDocument5 pagesC803C803M Penetration Resistance of Hardened Concrete PDFPrasanna S KulkarniNo ratings yet
- Astm C490Document5 pagesAstm C490Horacio ApolayoNo ratings yet
- 28b. IS 3600 - 2 - 1985 PDFDocument2 pages28b. IS 3600 - 2 - 1985 PDFhhr2412No ratings yet
- Caltrans Test Method for Mechanical and Welded Rebar SplicesDocument11 pagesCaltrans Test Method for Mechanical and Welded Rebar Splicesuhu_plus6482No ratings yet
- ASTM (Los Angeles Test)Document4 pagesASTM (Los Angeles Test)Efri DwiyantoNo ratings yet
- ASTM D6241 (Static Puncture Strength)Document6 pagesASTM D6241 (Static Puncture Strength)Rahmadika Arizal NugrahaNo ratings yet
- Determining Dimensions of Thermoplastic Pipe and Fittings: Standard Test Method ForDocument5 pagesDetermining Dimensions of Thermoplastic Pipe and Fittings: Standard Test Method ForhashemNo ratings yet
- D5-D5M 13 Penetration of Bituminous MaterialsDocument4 pagesD5-D5M 13 Penetration of Bituminous MaterialsPedro AlvelaisNo ratings yet
- B 43 - 98 R04 - QJQZ PDFDocument7 pagesB 43 - 98 R04 - QJQZ PDFTien PhamNo ratings yet
- Download Campbell Reece Biology PDFDocument7 pagesDownload Campbell Reece Biology PDFmalika_00100% (1)
- Assignment Submission Details: Program / Semester Specialization Course Name Course CodeDocument1 pageAssignment Submission Details: Program / Semester Specialization Course Name Course Codemalika_00No ratings yet
- Construction Standard For Large Welded Low Pressure Storage TanksDocument16 pagesConstruction Standard For Large Welded Low Pressure Storage TanksSuleyman HaliciogluNo ratings yet
- Z 002 DP 2556556Document38 pagesZ 002 DP 2556556malika_00No ratings yet
- 8-Trouble ShottingDocument14 pages8-Trouble Shottingmalika_00No ratings yet
- Pipings CalculationDocument6 pagesPipings CalculationZoebairNo ratings yet
- Tl-wr941nd User GuideDocument113 pagesTl-wr941nd User Guidemalika_00No ratings yet
- !about Saes1Document1 page!about Saes1Janakiraman MalligaNo ratings yet
- RphazopDocument37 pagesRphazopmalika_00No ratings yet
- Winterisation - Low 44-2Document15 pagesWinterisation - Low 44-2malika_00No ratings yet
- Wed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998Document1 pageWed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998malika_00No ratings yet
- gs110 1Document12 pagesgs110 1malika_00No ratings yet
- ListDocument1 pageListmalika_00No ratings yet
- Saes X 800Document18 pagesSaes X 800malika_00No ratings yet
- !about SaipDocument1 page!about SaipMuhammad Nasir SiddiqueNo ratings yet
- 00 Saip 72Document6 pages00 Saip 72aamirtec301No ratings yet
- Esr97er089 (Relieve Valve)Document17 pagesEsr97er089 (Relieve Valve)malika_00No ratings yet
- 32 Saip 11Document9 pages32 Saip 11malika_00No ratings yet
- 01 Saip 06Document7 pages01 Saip 06malika_00No ratings yet
- Inspection Procedure EDRDocument8 pagesInspection Procedure EDRaamirtec301No ratings yet
- Saudi Aramco Inspection IndexDocument2 pagesSaudi Aramco Inspection Indeximrankhan22No ratings yet
- 00 Saip 72Document6 pages00 Saip 72aamirtec301No ratings yet
- 32 Saip 11Document9 pages32 Saip 11malika_00No ratings yet
- 15 Saip 50Document5 pages15 Saip 50malika_00No ratings yet
- 12 Saip 50Document5 pages12 Saip 50malika_00No ratings yet
- 15 Saip 51Document5 pages15 Saip 51malika_00No ratings yet
- Inspection Procedure for Determining Retirement Thickness of PipingDocument6 pagesInspection Procedure for Determining Retirement Thickness of Pipingmalika_00No ratings yet
- 02 Saip 01Document6 pages02 Saip 01malika_00No ratings yet
- 00 Saip 06Document4 pages00 Saip 06YongBolitz Vbfz100% (1)
- Inspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection DepartmentDocument8 pagesInspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection Departmentaamirtec301100% (1)