You might also like
- Sensors, Mechanical SensorsFrom EverandSensors, Mechanical SensorsWolfgang GöpelNo ratings yet
- Report Spinner CPI BangkoDocument18 pagesReport Spinner CPI BangkoUge HolicNo ratings yet
- I.G.Y. Ascaplots: Annals of The International Geophysical Year, Vol. 20From EverandI.G.Y. Ascaplots: Annals of The International Geophysical Year, Vol. 20W. StoffregenNo ratings yet
- Rs I - L: Inspection Result Delivery 24, BDocument1 pageRs I - L: Inspection Result Delivery 24, ByanasuryaNo ratings yet
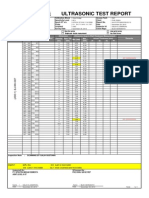
- RD Ffit &. WL Il:Lil) X TN (:) ' Sq:$Utirpr-Ss: Ultraqontc RPRST RP, PGBTDocument1 pageRD Ffit &. WL Il:Lil) X TN (:) ' Sq:$Utirpr-Ss: Ultraqontc RPRST RP, PGBTsaravanan_c1No ratings yet
- (Add 1) Ej-Wh-007Document1 page(Add 1) Ej-Wh-007Herberth SilitongaNo ratings yet
- Billing Parameters: Meter Detail For FileDocument9 pagesBilling Parameters: Meter Detail For Filesksingl350No ratings yet
- Probe - Kuster K10 Geothermal PTS (Sro)Document1 pageProbe - Kuster K10 Geothermal PTS (Sro)Rian AnshariNo ratings yet
- NCR - SampleDocument7 pagesNCR - SamplecamycaxNo ratings yet
- Daniel Measurement and Control, Inc. Emersor'4 Quality AssuranceDocument3 pagesDaniel Measurement and Control, Inc. Emersor'4 Quality AssuranceAlba Duaneth Rocabado MendietaNo ratings yet
- MIR - P11 Material - 001 PDFDocument13 pagesMIR - P11 Material - 001 PDFHaris ANo ratings yet
- Data Sheet Fuel Gas Filter Rev 0Document22 pagesData Sheet Fuel Gas Filter Rev 0Bowo Edhi WibowoNo ratings yet
- QT-IKPT-071-06-2021-TIP-REV.00 - Option IIDocument3 pagesQT-IKPT-071-06-2021-TIP-REV.00 - Option IIgalfandraNo ratings yet
- Tni0013 Part 1Document26 pagesTni0013 Part 1United Mountain DefenseNo ratings yet
- Transmittal Joseph Thomas: D F Power Systems Pvt. LTDDocument58 pagesTransmittal Joseph Thomas: D F Power Systems Pvt. LTDVinod MahajanNo ratings yet
- OrificeDocument12 pagesOrificeRizal AbiyudoNo ratings yet
- Design of Pressure Vessel NewDocument511 pagesDesign of Pressure Vessel NewneelNo ratings yet
- Pt. Bahana Karya Mandiri: Data SheetDocument8 pagesPt. Bahana Karya Mandiri: Data SheetBowo Edhi WibowoNo ratings yet
- Tofd Technique Sheet: G OperaDocument38 pagesTofd Technique Sheet: G Operashabbir626No ratings yet
- Vito MTT: Temperature and Water Bottom MeasurementDocument6 pagesVito MTT: Temperature and Water Bottom Measurementjust_hammaNo ratings yet
- Pipe Flow Design 1: Results DataDocument14 pagesPipe Flow Design 1: Results DataDharmesh KherNo ratings yet
- Cts Equipment List Rev 18Document7 pagesCts Equipment List Rev 18victorrbgNo ratings yet
- Ultrasonic Angle Beam Calculator: Probe Details Material IDDocument5 pagesUltrasonic Angle Beam Calculator: Probe Details Material IDPeyman GrdNo ratings yet
- 27 06 2013 PDFDocument1 page27 06 2013 PDFAnonymous 0o77SwVMwNo ratings yet
- FIKE-02-12534 - Interruptor Presión DescargaDocument2 pagesFIKE-02-12534 - Interruptor Presión Descargarodolfo alegre pajueloNo ratings yet
- 6 Series Pipe FittingsDocument18 pages6 Series Pipe FittingsNilesh MistryNo ratings yet
- Part Description X10-6 TO Order # 501907: First Sensor Ionizing Radiation Detector Data SheetDocument2 pagesPart Description X10-6 TO Order # 501907: First Sensor Ionizing Radiation Detector Data SheetGiang NguyenNo ratings yet
- Liquid Penetrant Examination Inspection Report: Boiler L-70786 Fire Tube BoilerDocument1 pageLiquid Penetrant Examination Inspection Report: Boiler L-70786 Fire Tube Boilerbgonzalez1981No ratings yet
- Wps 08-04-2015 - 3Document6 pagesWps 08-04-2015 - 3Nector MoyanoNo ratings yet
- Book 1Document3 pagesBook 1Vimin PrakashNo ratings yet
- Va1-Lici-00eg-I-m4d-Das-0009 RTD & ThermowellDocument17 pagesVa1-Lici-00eg-I-m4d-Das-0009 RTD & ThermowellKhang TrangNo ratings yet
- NTS 350RDocument2 pagesNTS 350RmissowusuNo ratings yet
- SV Test Port KitDocument3 pagesSV Test Port KitIskandar HasibuanNo ratings yet
- Multi-Function Measuring Instrument: Testo 435 - The Allrounder For Ventilation and Indoor Air QualityDocument8 pagesMulti-Function Measuring Instrument: Testo 435 - The Allrounder For Ventilation and Indoor Air Qualityzivkovic brankoNo ratings yet
- Temperature Measuring Instrument (1-Channel) : Testo 925 - For Fast and Reliable Measurements in The HVAC FieldDocument8 pagesTemperature Measuring Instrument (1-Channel) : Testo 925 - For Fast and Reliable Measurements in The HVAC Fieldcnrk777No ratings yet
- Laboratorio de Ensayo de Materiales Registro MulticanalDocument4 pagesLaboratorio de Ensayo de Materiales Registro MulticanalIván Dario Bustos AriasNo ratings yet
- Testo 350 Flue Gas Analyzer PDFDocument8 pagesTesto 350 Flue Gas Analyzer PDF201102262No ratings yet
- PAUT Technique SheetsDocument367 pagesPAUT Technique Sheetsjsprtan100% (2)
- ARIES Marine Sample Testing of Different QualitiesDocument1 pageARIES Marine Sample Testing of Different QualitiesMurugan RajaNo ratings yet
- Flange BS 10 Table DDocument8 pagesFlange BS 10 Table DRajeshNo ratings yet
- ARIES Marine Sample Testing of Different QualitiesDocument1 pageARIES Marine Sample Testing of Different QualitiesMurugan RajaNo ratings yet
- Confidential B P-Hzn-217 9MDL00004771Document8 pagesConfidential B P-Hzn-217 9MDL00004771OSDocs2012No ratings yet
- 5 5 DP-HT55-repDocument1 page5 5 DP-HT55-repChristopher Jones100% (1)
- GagemakerCatalog pdf0Document156 pagesGagemakerCatalog pdf0galati12345No ratings yet
- Restriction Orifice Plate Calculator GasDocument25 pagesRestriction Orifice Plate Calculator GaseshraghianNo ratings yet
- Testo 350 0981 2924Document8 pagesTesto 350 0981 2924Zaki ElsayedNo ratings yet
- Nos 30 Nos 195Document18 pagesNos 30 Nos 195Divya Srividya Veer VNo ratings yet
- ToFD Scan Plan SampleDocument7 pagesToFD Scan Plan SampleSantanu SahaNo ratings yet
- Security & Management Control RM Rev.8Document6 pagesSecurity & Management Control RM Rev.8arifkhadeerNo ratings yet
- Data Perhitungan DesignDocument9 pagesData Perhitungan DesignAbdulArifSNo ratings yet
- Fire Test Rept API 6FA 3rd Ed 8in 1500Cls Ball ValveDocument16 pagesFire Test Rept API 6FA 3rd Ed 8in 1500Cls Ball ValveseluarbolaNo ratings yet
- EvaporadorDocument1 pageEvaporadormelatorNo ratings yet
- MTC, Annexure & Tally Sheet PDFDocument23 pagesMTC, Annexure & Tally Sheet PDFashish.mathur1No ratings yet
- Hookup LibraryDocument221 pagesHookup Librarykapilarora123100% (6)
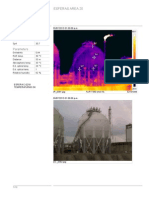
- Termografia Esferas Area 20Document10 pagesTermografia Esferas Area 20henjisuNo ratings yet
- Tse-A100 1-2002Document2 pagesTse-A100 1-2002IBJSC.comNo ratings yet
- Informe Inspección v-5500 Rev1Document8 pagesInforme Inspección v-5500 Rev1bgonzalez1981No ratings yet
- Dmta 20017 01en Rev e Hydroform UserDocument88 pagesDmta 20017 01en Rev e Hydroform UserGhaithNo ratings yet
- Good Practice Guide: An Introduction To Non-Invasive Ultrasonic Flow MeteringDocument23 pagesGood Practice Guide: An Introduction To Non-Invasive Ultrasonic Flow Meteringsafia mohamedNo ratings yet
- Weldmag2022spring DLDocument116 pagesWeldmag2022spring DLpjhollowNo ratings yet
- Wave Companion User Manual - v7.0Document58 pagesWave Companion User Manual - v7.0pjhollowNo ratings yet
- 10051852-R01 - PaintBrush Scanner User Manuel (Full)Document57 pages10051852-R01 - PaintBrush Scanner User Manuel (Full)pjhollowNo ratings yet
- WSHRegs 2007 Consolidated VersionDocument256 pagesWSHRegs 2007 Consolidated VersionKen ShackelNo ratings yet
- Dmta081 01en A Omniscan Mxu M v22 User (En)Document296 pagesDmta081 01en A Omniscan Mxu M v22 User (En)pjhollowNo ratings yet
- AINDT Magazine NocDec P36-37Document2 pagesAINDT Magazine NocDec P36-37pjhollowNo ratings yet
- Lamellar Tearing in Welded Steel FabricationDocument16 pagesLamellar Tearing in Welded Steel FabricationMaureen BairdNo ratings yet
- Focused Rayleigh Wave EMAT For CharacterisationDocument8 pagesFocused Rayleigh Wave EMAT For CharacterisationpjhollowNo ratings yet
- SOLAS III Reg 18-19Document5 pagesSOLAS III Reg 18-19pjhollowNo ratings yet
- Mode Conversion Behavior of Guided Wave in A PipeDocument14 pagesMode Conversion Behavior of Guided Wave in A PipepjhollowNo ratings yet
- An Evaluation of Factors Significant To Lamellar TearingDocument7 pagesAn Evaluation of Factors Significant To Lamellar TearingpjhollowNo ratings yet
- Ultrasonic Measurement of Loads in Bolts Used in Structural JointsDocument50 pagesUltrasonic Measurement of Loads in Bolts Used in Structural JointspjhollowNo ratings yet
- Corrosion and Erosion Monitoring in Plates and Pipes Using Constant Group Velocity Lamb Wave InspectionDocument10 pagesCorrosion and Erosion Monitoring in Plates and Pipes Using Constant Group Velocity Lamb Wave InspectionpjhollowNo ratings yet
- Corrosion and Erosion Monitoring in Plates and Pipes Using Constant Group Velocity Lamb Wave InspectionDocument10 pagesCorrosion and Erosion Monitoring in Plates and Pipes Using Constant Group Velocity Lamb Wave InspectionpjhollowNo ratings yet
- Ultrasonic Array Imaging Through An Anisotropic Austenitic Steel Weld Using An Efficient Ray-Tracing AlgorithmDocument11 pagesUltrasonic Array Imaging Through An Anisotropic Austenitic Steel Weld Using An Efficient Ray-Tracing AlgorithmpjhollowNo ratings yet
- Orthogonally Polarised Shear Waves For Evaluating Anisotropy and Cracks in MetalsDocument11 pagesOrthogonally Polarised Shear Waves For Evaluating Anisotropy and Cracks in MetalspjhollowNo ratings yet
- CIVA Evaluation For Qualification Purposes PDFDocument63 pagesCIVA Evaluation For Qualification Purposes PDFpjhollowNo ratings yet
- Optimization Algorithms For Ultrasonic Array Imaging in Homogeneous Anisotropic Steel Components With Unknown PropertiesDocument14 pagesOptimization Algorithms For Ultrasonic Array Imaging in Homogeneous Anisotropic Steel Components With Unknown PropertiespjhollowNo ratings yet
- Mode Conversion Behavior of Guided Wave in A PipeDocument14 pagesMode Conversion Behavior of Guided Wave in A PipepjhollowNo ratings yet
- Chime TechniqueDocument31 pagesChime TechniquepjhollowNo ratings yet
- Focused Rayleigh Wave EMAT For CharacterisationDocument8 pagesFocused Rayleigh Wave EMAT For CharacterisationpjhollowNo ratings yet
- EMAT Andruschak - Nicholas - J - 201411 - MAS - Thesis PDFDocument86 pagesEMAT Andruschak - Nicholas - J - 201411 - MAS - Thesis PDFpjhollowNo ratings yet
- OVCF NDT User Manual - Export - V2 5Document32 pagesOVCF NDT User Manual - Export - V2 5pjhollow100% (3)
- DMTA 20102 01EN - Rev - 2 OmniScan - X3 User PDFDocument90 pagesDMTA 20102 01EN - Rev - 2 OmniScan - X3 User PDFpjhollowNo ratings yet
- Syncscan Operation Manual - DCY2.781.SyncScanSS - V1.0 - F-E - 170426 PDFDocument242 pagesSyncscan Operation Manual - DCY2.781.SyncScanSS - V1.0 - F-E - 170426 PDFpjhollowNo ratings yet
- NDT Screening MethodDocument180 pagesNDT Screening MethodAjith Kumar100% (2)
- DUMG060C OmniScanHardware English PDFDocument106 pagesDUMG060C OmniScanHardware English PDFpjhollowNo ratings yet
- EPOCH XT Revg PDFDocument290 pagesEPOCH XT Revg PDFPaolo ValdiviaNo ratings yet