You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- ASM Subject Guide - HeatTreating PDFDocument7 pagesASM Subject Guide - HeatTreating PDFJhon Alexander VilladaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Crankshaft NotesDocument68 pagesCrankshaft Notestharad67% (3)
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
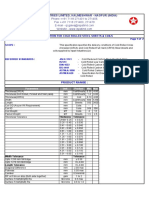
- Ispat Industries Limited, Kalmeshwar - Nagpur (India) : Specification For Cold Rolled Steel Sheets & CoilsDocument4 pagesIspat Industries Limited, Kalmeshwar - Nagpur (India) : Specification For Cold Rolled Steel Sheets & CoilsAbhi Sheoran100% (2)
- Chemical Composition: ASTM A36 Mild/Low Carbon SteelDocument2 pagesChemical Composition: ASTM A36 Mild/Low Carbon SteelNathanNo ratings yet
- Aisi 1045 Carbon Steel (Uns g10450)Document2 pagesAisi 1045 Carbon Steel (Uns g10450)Juan Francisco Marin MendiolaNo ratings yet
- h1 PDFDocument124 pagesh1 PDFMuhammad AminNo ratings yet
- Drills / Reamers / End Mills: Solid Carbide & Carbide Tipped & Coolant Fed Cutting ToolsDocument113 pagesDrills / Reamers / End Mills: Solid Carbide & Carbide Tipped & Coolant Fed Cutting ToolsKonstantina GlezakouNo ratings yet
- AISI 1045 Medium Carbon Steel - AZoMDocument4 pagesAISI 1045 Medium Carbon Steel - AZoMLuis NunesNo ratings yet
- AISI 1010 Steel, Cold DrawnDocument2 pagesAISI 1010 Steel, Cold DrawnYume YumeNo ratings yet
- Ch1 Ferrous AlloysDocument7 pagesCh1 Ferrous Alloysباسمي العشقNo ratings yet
- Din en 912-2001Document37 pagesDin en 912-2001Armenak BaghdasaryanNo ratings yet
- Aircraft Structural MaterialDocument30 pagesAircraft Structural MaterialRiggs Marasigan100% (2)
- Japanese Iron and Steel Certified Reference Materials: I. Crms For Chemical Analysis I-1. Pure Iron SeriesDocument10 pagesJapanese Iron and Steel Certified Reference Materials: I. Crms For Chemical Analysis I-1. Pure Iron SeriesrizaedlysamNo ratings yet
- Internals For Fixed Bed Reactors (Project Standards and Specifications)Document6 pagesInternals For Fixed Bed Reactors (Project Standards and Specifications)Suprio KamalNo ratings yet
- 1018Document1 page1018Alonso ReynaNo ratings yet
- COLOR CODING FOR PIPING MATERIAL 10318-00-131-ES-0009 - Rev02Document11 pagesCOLOR CODING FOR PIPING MATERIAL 10318-00-131-ES-0009 - Rev02Ananthakrishnan VNo ratings yet
- Heat Treatment - NewDocument67 pagesHeat Treatment - Newsyamimi balkhisNo ratings yet
- Buckling Analysis of Submarines With Hull ImperfectionsDocument77 pagesBuckling Analysis of Submarines With Hull ImperfectionsNufail Muhamed BasheerNo ratings yet
- Masoneilan Type 87/88 Actuators: Pneumatic Spring Diaphragm ActuatorsDocument12 pagesMasoneilan Type 87/88 Actuators: Pneumatic Spring Diaphragm ActuatorsjoseNo ratings yet
- Steel AISI S7Document1 pageSteel AISI S7edraelmxNo ratings yet
- Met 205Document9 pagesMet 205DrRoja A RNo ratings yet
- Manual Secolor Turning CalculatorDocument12 pagesManual Secolor Turning CalculatorHeineken Ya PraneetpongrungNo ratings yet
- SFS Suruburi Panouri Sandwich EngDocument26 pagesSFS Suruburi Panouri Sandwich EngMircea BotezNo ratings yet
- Aisi 1043 Steel - Hot Rolled Bar (Uns g10430) PDFDocument1 pageAisi 1043 Steel - Hot Rolled Bar (Uns g10430) PDFfeltofsnakeNo ratings yet
- Airflex® Technical Information: Section YDocument21 pagesAirflex® Technical Information: Section YArturo suzan arvizuNo ratings yet
- Heat TreatmentDocument33 pagesHeat TreatmentIsrael HailuNo ratings yet
- Design and Modification of Hand Garlic PlanterDocument43 pagesDesign and Modification of Hand Garlic PlanterMikias TewachewNo ratings yet
- Types of Steel-Grades of SteelDocument7 pagesTypes of Steel-Grades of SteelmabroukNo ratings yet
- A New Role For Micro Alloyed SteelsDocument11 pagesA New Role For Micro Alloyed SteelsJasbir S RyaitNo ratings yet