You might also like
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Captured and Converted French Vehicles in German ServiceWWIIDocument14 pagesCaptured and Converted French Vehicles in German ServiceWWIIaxiswarlordhcv100% (2)
- Speed and Feed-Variable Helix and RoughersDocument1 pageSpeed and Feed-Variable Helix and RoughersabyzenNo ratings yet
- Milling Speeds and FeedsDocument1 pageMilling Speeds and FeedsMahesh Deivasiga Mani DNo ratings yet
- Speed and Feed - RoughersDocument1 pageSpeed and Feed - Roughers03sri03No ratings yet
- Technical Information on Speed Charts and Insert MaterialsDocument32 pagesTechnical Information on Speed Charts and Insert MaterialssathishelakkiyaNo ratings yet
- Ingersoll CAT-009 HoleM TechDocument30 pagesIngersoll CAT-009 HoleM TechLLNo ratings yet
- Standard ThreadmillsDocument1 pageStandard ThreadmillsshawntsungNo ratings yet
- Materilal AlloysDocument2 pagesMaterilal AlloysNiranjan KumarNo ratings yet
- Speed and Feed - Countersink DataDocument1 pageSpeed and Feed - Countersink DataenricoNo ratings yet
- Copper Bonded Ground RodDocument7 pagesCopper Bonded Ground RodAmiableimpexNo ratings yet
- ARTY - Aubert Et Duval - Produits - Longs - GB PDFDocument6 pagesARTY - Aubert Et Duval - Produits - Longs - GB PDFScott_B4UNo ratings yet
- SAF Welding Cutting GuideDocument165 pagesSAF Welding Cutting GuideSelvem0% (1)
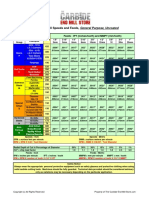
- Carbide End Mill Speeds and Feeds, General Purpose, UncoatedDocument1 pageCarbide End Mill Speeds and Feeds, General Purpose, UncoatedMihir SevakNo ratings yet
- Asmd Cross IndexDocument24 pagesAsmd Cross IndexDeepak GovindanNo ratings yet
- Aladin SDocument4 pagesAladin SJeffrey BeanNo ratings yet
- Speed and feed recommendations for solid carbide end millsDocument1 pageSpeed and feed recommendations for solid carbide end millsP CHNo ratings yet
- Copper Clad Earth ElectrodDocument7 pagesCopper Clad Earth Electrodkvramanan_1No ratings yet
- Mcode and Mname: Material - Cross - IndexDocument24 pagesMcode and Mname: Material - Cross - IndexSama UmateNo ratings yet
- Copper Bonded Grounding Rod ManufacturerDocument7 pagesCopper Bonded Grounding Rod ManufacturerUjjwal ShahNo ratings yet
- EarthingDocument19 pagesEarthingraoNo ratings yet
- Metco 470AW 10-632Document8 pagesMetco 470AW 10-632JSH100No ratings yet
- Speeds & Feeds DrillsDocument9 pagesSpeeds & Feeds DrillsHolleyMooreNo ratings yet
- Profile MFGT 1Document52 pagesProfile MFGT 1RangaNo ratings yet
- Trimet Wire Catalog 2016Document67 pagesTrimet Wire Catalog 2016Akaruii BowoNo ratings yet
- Counterboring Speeds and FeedsDocument1 pageCounterboring Speeds and FeedsMahesh Deivasiga Mani DNo ratings yet
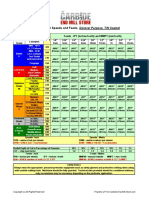
- Carbide End Mill Feeds and Speeds General Purpose TiNDocument1 pageCarbide End Mill Feeds and Speeds General Purpose TiNjoshNo ratings yet
- Tech Info - Reamers Speeds and FeedsDocument2 pagesTech Info - Reamers Speeds and FeedsRavi DahiwalaNo ratings yet
- BS 970 steel specifications and European standards comparisonDocument5 pagesBS 970 steel specifications and European standards comparisonaezeadNo ratings yet
- En 8Document10 pagesEn 8KarthikRajuNo ratings yet
- Handbook of Oceanographic Engineering MaterialsDocument97 pagesHandbook of Oceanographic Engineering MaterialssleonNo ratings yet
- Machining Guide for Dura-Bar Ductile IronDocument4 pagesMachining Guide for Dura-Bar Ductile IronricassterNo ratings yet
- Guide for Cutting Speeds and Feeds for DrillsDocument1 pageGuide for Cutting Speeds and Feeds for DrillsleonboneNo ratings yet
- Copper Bonded Earthing Rod ManufacturerDocument7 pagesCopper Bonded Earthing Rod ManufacturerUjjwal ShahNo ratings yet
- Corus Aerospace Spec BookletDocument14 pagesCorus Aerospace Spec BookletColinG7750% (1)
- 24UTP Railway GBDocument8 pages24UTP Railway GBwpsssamsungNo ratings yet
- Pipes Tubes of Nippon Steel Sumitomo MetalDocument16 pagesPipes Tubes of Nippon Steel Sumitomo Metalsiva_nagesh_2No ratings yet
- A07-297 OD Expanded Small PartsDocument12 pagesA07-297 OD Expanded Small PartsKyle DriscollNo ratings yet
- Peeled Round Steel BarsDocument9 pagesPeeled Round Steel BarsaxgasaNo ratings yet
- Alloy 4643 welding dataDocument2 pagesAlloy 4643 welding databastosgabiNo ratings yet
- Userguide For SSDocument26 pagesUserguide For SSehsan4uNo ratings yet
- All Types of MaterialsDocument8 pagesAll Types of MaterialsAniket KabadeNo ratings yet
- Millermatic 350P: The Power of BlueDocument4 pagesMillermatic 350P: The Power of BlueVic HernandezNo ratings yet
- AFNOR 42 CD 4 SteelDocument2 pagesAFNOR 42 CD 4 SteelMagoroku D. YudhoNo ratings yet
- C45 - Specification1Document7 pagesC45 - Specification1gowtham_venkat_4No ratings yet
- Flat Steel BarDocument2 pagesFlat Steel BarsteelplateguangNo ratings yet
- Sds Eng PDFDocument8 pagesSds Eng PDFdaviko313No ratings yet
- CJ AmarosaDocument23 pagesCJ AmarosaAirlangga GoonersNo ratings yet
- Valve Material EquivalentsDocument3 pagesValve Material EquivalentsAndre Villegas Romero100% (1)
- Copper Bonded Earthing Rod ManufacturerDocument7 pagesCopper Bonded Earthing Rod ManufacturerUjjwal ShahNo ratings yet
- Swagelok Gaugeable Tube Fittings Alloy 400Document8 pagesSwagelok Gaugeable Tube Fittings Alloy 400totcsabNo ratings yet
- Copper Bonded Earth Rod ManufacturerDocument7 pagesCopper Bonded Earth Rod ManufacturerUjjwal ShahNo ratings yet
- Cutting Data - Greenwood Tools LTDDocument3 pagesCutting Data - Greenwood Tools LTDJayakrishnaNo ratings yet
- Bars, Rods & RebarsDocument9 pagesBars, Rods & RebarskxalxoNo ratings yet
- Radial Drilling MachinesDocument4 pagesRadial Drilling MachinesMichael Adu-boahenNo ratings yet
- Copper Bonded Grounding Rod ManufacturerDocument7 pagesCopper Bonded Grounding Rod ManufacturerUjjwal ShahNo ratings yet
- Asmd Cross IndexDocument24 pagesAsmd Cross IndexPrabishNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- American Blacksmithing, Toolsmiths' and Steelworkers' Manual - It Comprises Particulars and Details Regarding:: the Anvil, Tool Table, Sledge, Tongs, Hammers, How to use Them, Correct Position at an Anvil, Welding, Tube Expanding, the Horse, Anatomy of the Foot, Horseshoes, Horseshoeing, Hardening a Plowshare and BabbitingFrom EverandAmerican Blacksmithing, Toolsmiths' and Steelworkers' Manual - It Comprises Particulars and Details Regarding:: the Anvil, Tool Table, Sledge, Tongs, Hammers, How to use Them, Correct Position at an Anvil, Welding, Tube Expanding, the Horse, Anatomy of the Foot, Horseshoes, Horseshoeing, Hardening a Plowshare and BabbitingNo ratings yet
- Electrolytic Rust RemovalDocument15 pagesElectrolytic Rust RemovalenricoNo ratings yet
- How Do I Set Up My TIG Welder?: Owner's ManualDocument2 pagesHow Do I Set Up My TIG Welder?: Owner's ManualenricoNo ratings yet
- Garmin Maps TutorialDocument6 pagesGarmin Maps TutorialenricoNo ratings yet
- Procedures - Copper WeldingDocument6 pagesProcedures - Copper WeldingenricoNo ratings yet
- Procedures - Copper WeldingDocument6 pagesProcedures - Copper WeldingenricoNo ratings yet
- Drill & Tap SizesDocument2 pagesDrill & Tap SizesenricoNo ratings yet
- Metric Thread - Coarse Pitch - MDocument3 pagesMetric Thread - Coarse Pitch - MenricoNo ratings yet
- Amm 0.303 BritishDocument9 pagesAmm 0.303 Britishenrico0% (1)
- Amm 105mm x617 TK L7 CN105F1 MecarDocument4 pagesAmm 105mm x617 TK L7 CN105F1 MecarenricoNo ratings yet
- Ammunition TablesDocument7 pagesAmmunition Tablesenrico100% (1)
- Amm 25mm Apfsds Mecar m935Document1 pageAmm 25mm Apfsds Mecar m935enricoNo ratings yet
- ODN 784 Handbook On Trench Mortar Fuzes 1918Document16 pagesODN 784 Handbook On Trench Mortar Fuzes 1918enricoNo ratings yet
- Garmin Map Converter InstructionsDocument3 pagesGarmin Map Converter InstructionsenricoNo ratings yet
- Amm 3.7cm BK LDV 4000 10 COL 1944Document21 pagesAmm 3.7cm BK LDV 4000 10 COL 1944enricoNo ratings yet
- Amm 105mm x617 TK M1060Document1 pageAmm 105mm x617 TK M1060enricoNo ratings yet
- Amm 90mm x580 Mk8 Mecar M690Document1 pageAmm 90mm x580 Mk8 Mecar M690enricoNo ratings yet
- Headstamp codes and manufacturers of .303 British calibre ammunitionDocument14 pagesHeadstamp codes and manufacturers of .303 British calibre ammunitionenrico100% (2)
- Cost-effective 105mm tank gun training roundsDocument1 pageCost-effective 105mm tank gun training roundsenricoNo ratings yet
- Italian Artillery TablesDocument2 pagesItalian Artillery TablesEnrico959No ratings yet
- Tank Ammunition: 105mm Tk. HE M1010Document1 pageTank Ammunition: 105mm Tk. HE M1010enricoNo ratings yet
- 105mm Tk TPFSDS-T M1056 for 105mm Tank Guns TrainingDocument1 page105mm Tk TPFSDS-T M1056 for 105mm Tank Guns TrainingenricoNo ratings yet
- FM 4-30.16 - EOD - Multi-Service Tactics, Techniques and Procedures For Explosive Ordnance Disposal in A Joint Environment (2005)Document96 pagesFM 4-30.16 - EOD - Multi-Service Tactics, Techniques and Procedures For Explosive Ordnance Disposal in A Joint Environment (2005)defendercc130100% (2)
- BIOS 365 Paint of German AircraftsDocument29 pagesBIOS 365 Paint of German AircraftsenricoNo ratings yet
- Amm 3.7cm x264 BK Stuka PDFDocument8 pagesAmm 3.7cm x264 BK Stuka PDFenricoNo ratings yet
- Amm 4.5inch British HowitzerDocument6 pagesAmm 4.5inch British HowitzerenricoNo ratings yet
- MIL-STD-1168B (Ammunition Lot Numbering and Amm. Data Card) PDFDocument50 pagesMIL-STD-1168B (Ammunition Lot Numbering and Amm. Data Card) PDFzorlon1No ratings yet
- French Guns Technical Data 1940Document4 pagesFrench Guns Technical Data 1940enrico100% (1)
- Amm 3cm Mk108 Komet CannonDocument9 pagesAmm 3cm Mk108 Komet CannonenricoNo ratings yet
- Amm 12.7mm x81 JapaneseDocument8 pagesAmm 12.7mm x81 JapaneseenricoNo ratings yet