You might also like
- Msds BMW Colorsystem Touchup Paint MATERIAL SAFETY DATA SHEETDocument6 pagesMsds BMW Colorsystem Touchup Paint MATERIAL SAFETY DATA SHEETAnonymous PJKeek8cldNo ratings yet
- PTE 526 Natural Gas Engineering: BY Engr. J. O. OwolabiDocument124 pagesPTE 526 Natural Gas Engineering: BY Engr. J. O. Owolabiokeke ekeneNo ratings yet
- 4.1-3-05 Behaviour of The CO2-H2O SystemDocument43 pages4.1-3-05 Behaviour of The CO2-H2O SystemCoolProphetNo ratings yet
- Properties of Natural GasDocument18 pagesProperties of Natural GasMuhammadAli100% (1)
- How Rich Is RichDocument8 pagesHow Rich Is RichJulio C MarchenaNo ratings yet
- New Techniques For Using Old Geophysical Logs in Reservoir CharacterizationDocument25 pagesNew Techniques For Using Old Geophysical Logs in Reservoir CharacterizationSuta VijayaNo ratings yet
- A Detailed Lesson Plan in ScienceDocument4 pagesA Detailed Lesson Plan in SciencemarigoldNo ratings yet
- D A R C S T R: Evelopment of Dvanced Eservoir Haracterisation and Imulation Ools For Mproved OAL ED Ethane EcoveryDocument14 pagesD A R C S T R: Evelopment of Dvanced Eservoir Haracterisation and Imulation Ools For Mproved OAL ED Ethane EcoveryRando RandoriNo ratings yet
- Coalbed MethaneDocument10 pagesCoalbed Methaneth1nkNo ratings yet
- Modelling Co Solubility in Pure Water and Nacl-Type Waters From 0 To 300 8C and From 1 To 300 Bar Application To The Utsira Formation at SleipnerDocument13 pagesModelling Co Solubility in Pure Water and Nacl-Type Waters From 0 To 300 8C and From 1 To 300 Bar Application To The Utsira Formation at SleipnerzibaNo ratings yet
- 1.11 Fracture GradientsDocument36 pages1.11 Fracture GradientsAnonymous 1pblc2YNo ratings yet
- CO2 Content in Brine Under Pressure 084Document11 pagesCO2 Content in Brine Under Pressure 084Mari ParguilNo ratings yet
- Interfacial Tension of (Brines + CO 2)Document11 pagesInterfacial Tension of (Brines + CO 2)Julian De BedoutNo ratings yet
- CHAPTER 2 Properties of Natural Gases & Condensate SystemsDocument68 pagesCHAPTER 2 Properties of Natural Gases & Condensate Systemsfaitholiks841No ratings yet
- Adsorption Isotherms in Liquid PhaseDocument33 pagesAdsorption Isotherms in Liquid PhasetarisaiNo ratings yet
- Goodyear Past Experiences and Future Challenges For CO2 InjeDocument11 pagesGoodyear Past Experiences and Future Challenges For CO2 Injessdalvi1No ratings yet
- Carbon CycleDocument4 pagesCarbon Cyclecary19No ratings yet
- Brine Displacement by CO 2, Energy Extraction Rates, and Lifespan of ADocument13 pagesBrine Displacement by CO 2, Energy Extraction Rates, and Lifespan of AJulian De BedoutNo ratings yet
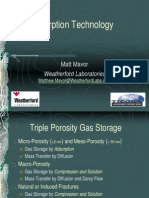
- Gas Desorption Measurement Overview MavorDocument33 pagesGas Desorption Measurement Overview MavorTran Dang SangNo ratings yet
- Underground Storage of Natural GasDocument13 pagesUnderground Storage of Natural GaszirimiaNo ratings yet
- Rock PermeabilityDocument43 pagesRock PermeabilityShaho Abdulqader Mohamedali100% (1)
- From Wellhead To Burner Tip: How The Canadian Natural Gas Industry Is StructuredDocument10 pagesFrom Wellhead To Burner Tip: How The Canadian Natural Gas Industry Is StructuredCanadianNaturalGasNo ratings yet
- Eor Shale Co2Document8 pagesEor Shale Co2Anand SelveindranNo ratings yet
- Wu Gas Flow in Porous Media With Klinkenberg EffectsDocument21 pagesWu Gas Flow in Porous Media With Klinkenberg Effectssahand_neko64No ratings yet
- Helium FactsDocument5 pagesHelium FactsIntan SaviraNo ratings yet
- Determination of In-Situ Stress Direction From Cleat Orientation Mapping For Coal Bed Methane Exploration in South-Eastern Part of Jharia Coalfield, India PDFDocument10 pagesDetermination of In-Situ Stress Direction From Cleat Orientation Mapping For Coal Bed Methane Exploration in South-Eastern Part of Jharia Coalfield, India PDFestebangt05No ratings yet
- Climate Change - : The Stone Tape'Document16 pagesClimate Change - : The Stone Tape'mdalgamouniNo ratings yet
- Examination Cover Sheet: (Do Not Alter This Form)Document4 pagesExamination Cover Sheet: (Do Not Alter This Form)Victor IkeNo ratings yet
- Carbon Dioxide in Water EquilibriumDocument6 pagesCarbon Dioxide in Water EquilibriumSherry TaimoorNo ratings yet
- Changing The Tool: Other Tools Can Be Downloaded From The GHG Protocol WebsiteDocument20 pagesChanging The Tool: Other Tools Can Be Downloaded From The GHG Protocol WebsiteDonn CorreaNo ratings yet
- Final Exam - GEM 4102 Petroleum Geology - 2018-9Document12 pagesFinal Exam - GEM 4102 Petroleum Geology - 2018-9swf svNo ratings yet
- Erdle, J. C. (1984) - Current Drillstem Testing Practices Design, Conduct and InterpretationDocument20 pagesErdle, J. C. (1984) - Current Drillstem Testing Practices Design, Conduct and InterpretationMuhammad AliNo ratings yet
- Coalbed Methane - A ReviewDocument46 pagesCoalbed Methane - A ReviewThomasRhysNo ratings yet
- PDES2 Unit ConversionDocument23 pagesPDES2 Unit ConversionAnnisa DwiyantiNo ratings yet
- Carbon Sequestration: Dr. V. Sai Saraswathi, Asst. Prof. (SR.) VIT University, VelloreDocument6 pagesCarbon Sequestration: Dr. V. Sai Saraswathi, Asst. Prof. (SR.) VIT University, VelloreRiyanshi Kedia 21BCA0022No ratings yet
- Hydrogen EmbrittlementDocument10 pagesHydrogen EmbrittlementEvans Azka FNo ratings yet
- Production Strategy For Thin-Oil Columns in Saturated ReservoirsDocument10 pagesProduction Strategy For Thin-Oil Columns in Saturated ReservoirsAditya KurniawanNo ratings yet
- Kalina Exergy Analysis of A Dual Level Binary Geothermal Power Plant 2002 GeothermicsDocument16 pagesKalina Exergy Analysis of A Dual Level Binary Geothermal Power Plant 2002 GeothermicsHassanKMNo ratings yet
- Thesis Updated Screening Criteria For Steam Flooding Based On Oil Field ProjectsDocument74 pagesThesis Updated Screening Criteria For Steam Flooding Based On Oil Field ProjectsPondok HudaNo ratings yet
- Petroleum GeologyDocument25 pagesPetroleum GeologyFelix Alejo Leon Miranda GastañagaNo ratings yet
- QADocument34 pagesQAAAADSFDVSDVNo ratings yet
- Problem 12-4 Gas Cap ExpansionDocument2 pagesProblem 12-4 Gas Cap Expansionmhuf89No ratings yet
- Klinkenberg Effect For Gas PermeabilityDocument12 pagesKlinkenberg Effect For Gas PermeabilityOmid MohamadiNo ratings yet
- Gas Treating and ProcessingDocument3 pagesGas Treating and ProcessingRoger AP100% (1)
- PVT Analysis For Oil EnglishDocument4 pagesPVT Analysis For Oil EnglishPaolo RTNo ratings yet
- Carbon/Oxygen Logging in Difficult Conditions in Cabinda AngolaDocument9 pagesCarbon/Oxygen Logging in Difficult Conditions in Cabinda AngolaElizabeth Vicente MedranoNo ratings yet
- Lab 4 Gas Permeability MeasurementDocument6 pagesLab 4 Gas Permeability MeasurementRichard OwusuNo ratings yet
- CO Storage Capacity Estimation: Issues and Development of StandardsDocument6 pagesCO Storage Capacity Estimation: Issues and Development of StandardsNavarino LiveNo ratings yet
- A Review of Gas Enhanced Oil Recovery Schemes Used PDFDocument15 pagesA Review of Gas Enhanced Oil Recovery Schemes Used PDFRavan FarmanovNo ratings yet
- Chapter-3 Fracture Gradient DeterminationsDocument18 pagesChapter-3 Fracture Gradient DeterminationsElisha TalipNo ratings yet
- Modelling of Natural Gas Sweetening and Dehydration Prior To LiquefactionDocument10 pagesModelling of Natural Gas Sweetening and Dehydration Prior To LiquefactionAhmed ShaepNo ratings yet
- University of Wyoming Petroleum Engineering SyllabusDocument2 pagesUniversity of Wyoming Petroleum Engineering SyllabusBal Krishna100% (1)
- Engi 9625 Assignment 1Document6 pagesEngi 9625 Assignment 1nuvanNo ratings yet
- 2005 Effects of Petrophysical Rock Properties On Tortuosity Factor - Attia M. Attia PDFDocument14 pages2005 Effects of Petrophysical Rock Properties On Tortuosity Factor - Attia M. Attia PDFHafizhan Abidin SetyowiyotoNo ratings yet
- 22 - Relative Permeability Effects On The Miscible CO2 WAG Injection SchemesDocument9 pages22 - Relative Permeability Effects On The Miscible CO2 WAG Injection SchemesheviNo ratings yet
- Oil Spill Detection With Remote SensorsDocument7 pagesOil Spill Detection With Remote SensorsFikri Adji Wiranto100% (1)
- Properties of Dry GasesDocument27 pagesProperties of Dry GasesAlejandro PerezNo ratings yet
- Lecture 5 Production System AnalysisDocument27 pagesLecture 5 Production System AnalysisJosueGuayuscaSoriaGalvarroNo ratings yet
- Confined Fluid Phase Behavior and CO2 Sequestration in Shale ReservoirsFrom EverandConfined Fluid Phase Behavior and CO2 Sequestration in Shale ReservoirsNo ratings yet
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsFrom EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNo ratings yet
- Consruction of A Direct Solar Dryer For Perishable Farm ProductsDocument9 pagesConsruction of A Direct Solar Dryer For Perishable Farm ProductsijsretNo ratings yet
- Thermal Analysis On Characterization of Polycaprolactone (PCL) - Chitosan Scaffold For Tissue EngineeringDocument5 pagesThermal Analysis On Characterization of Polycaprolactone (PCL) - Chitosan Scaffold For Tissue Engineeringijsret100% (1)
- A Review On Natural Fibre Polymer CompositesDocument6 pagesA Review On Natural Fibre Polymer CompositesijsretNo ratings yet
- Mechanical and Fracture Toughness Analysis of Woven Carbon Fibre Reinforced Epoxy CompositesDocument6 pagesMechanical and Fracture Toughness Analysis of Woven Carbon Fibre Reinforced Epoxy CompositesijsretNo ratings yet
- Comparative Study and Review On Object Oriented Design MetricsDocument4 pagesComparative Study and Review On Object Oriented Design MetricsijsretNo ratings yet
- Echo Cancellation System in VOIP Using MATLABDocument3 pagesEcho Cancellation System in VOIP Using MATLABijsretNo ratings yet
- A Distinct Method To Find The Critical Path and Total Float Under Fuzzy EnvironmentDocument5 pagesA Distinct Method To Find The Critical Path and Total Float Under Fuzzy EnvironmentijsretNo ratings yet
- CHANGES IN ANTI OXIDANT ENZYME ACTIVITIES IN Pseudomonas Syringae PV Syringae (BACTERIAL BROWN SPOT) INFECTED SEEDLINGS OF Vigna Radiata L.Document5 pagesCHANGES IN ANTI OXIDANT ENZYME ACTIVITIES IN Pseudomonas Syringae PV Syringae (BACTERIAL BROWN SPOT) INFECTED SEEDLINGS OF Vigna Radiata L.ijsretNo ratings yet
- Blending Behavior of Cotton and Polyester Fibers On Different Spinning Systems in Relation To Physical Properties of Blended YarnsDocument11 pagesBlending Behavior of Cotton and Polyester Fibers On Different Spinning Systems in Relation To Physical Properties of Blended YarnsijsretNo ratings yet
- A Review On Fingerprint Detection and Recognization TechniquesDocument4 pagesA Review On Fingerprint Detection and Recognization TechniquesijsretNo ratings yet
- Comparative Study and Review On Object Oriented Design MetricsDocument4 pagesComparative Study and Review On Object Oriented Design MetricsijsretNo ratings yet
- Comparison of Workpiece Geometry and Its Effects On ECAP Process by FEADocument5 pagesComparison of Workpiece Geometry and Its Effects On ECAP Process by FEAijsretNo ratings yet
- Treatment of Dairy Waste Water Using Low Cost AdsorbentsDocument2 pagesTreatment of Dairy Waste Water Using Low Cost AdsorbentsijsretNo ratings yet
- Content Based Image Retrieval Using Color FeatureDocument6 pagesContent Based Image Retrieval Using Color FeatureijsretNo ratings yet
- Heat Transfer Behaviors in A Parabolic Trough Solar Collector Tube With Compound TechniqueDocument8 pagesHeat Transfer Behaviors in A Parabolic Trough Solar Collector Tube With Compound TechniqueijsretNo ratings yet
- Strategies of Effective Teaching and Learning Practical Skills in Technical and Vocational Training Programmes in NigeriaDocument6 pagesStrategies of Effective Teaching and Learning Practical Skills in Technical and Vocational Training Programmes in NigeriaijsretNo ratings yet
- Energy Production in Public Transport Using Piezoelectric MaterialDocument4 pagesEnergy Production in Public Transport Using Piezoelectric MaterialijsretNo ratings yet
- Removal of Reactive Dye From Aqueous Solutions Using Orange and Lemon Peel As Bio - AdsorbentDocument8 pagesRemoval of Reactive Dye From Aqueous Solutions Using Orange and Lemon Peel As Bio - AdsorbentijsretNo ratings yet
- Application of Modified Euler's Method in Obtaining Numerical Solution of Swing EquationDocument7 pagesApplication of Modified Euler's Method in Obtaining Numerical Solution of Swing Equationijsret100% (1)
- Compact Printed Dipole Antenna With Low Return Loss and VSWRDocument2 pagesCompact Printed Dipole Antenna With Low Return Loss and VSWRijsretNo ratings yet
- A Review On Ash Agglomeration Phenomenon in Fluidised Bed Combustion BoilerDocument9 pagesA Review On Ash Agglomeration Phenomenon in Fluidised Bed Combustion BoilerijsretNo ratings yet
- E-Readiness Assessment: A Standard To Uplift Digital India ProgramDocument5 pagesE-Readiness Assessment: A Standard To Uplift Digital India ProgramijsretNo ratings yet
- Bio Molecular SimulationDocument54 pagesBio Molecular SimulationFermin SelvinNo ratings yet
- Šoštarić 2018Document43 pagesŠoštarić 2018imran shaukatNo ratings yet
- Microstructure and Mechanical Properties of Selective Laser Melted Inconel 718 Compared To Forging and CastingDocument4 pagesMicrostructure and Mechanical Properties of Selective Laser Melted Inconel 718 Compared To Forging and CastingRafael CoelhoNo ratings yet
- Imp of MicronutrientsDocument5 pagesImp of MicronutrientsDanish S MehtaNo ratings yet
- Geometrical Modulus of A Casting and Its Influence On Solidification ProcessDocument7 pagesGeometrical Modulus of A Casting and Its Influence On Solidification ProcessRa BalamuruganNo ratings yet
- Shell Eco Marathon ReportDocument21 pagesShell Eco Marathon ReportJNMBANTANo ratings yet
- Austin Journal of Biosensors & BioelectronicsDocument16 pagesAustin Journal of Biosensors & BioelectronicsAustin Publishing GroupNo ratings yet
- 1-3 Cold Welding, EtcDocument50 pages1-3 Cold Welding, EtcUndertheroadNo ratings yet
- TP (26,27,29)Document12 pagesTP (26,27,29)Ankit MistryNo ratings yet
- Design of Mini Compressor Less Powered Refrigerator: Project Report ONDocument37 pagesDesign of Mini Compressor Less Powered Refrigerator: Project Report ONBhati Rdx SurajNo ratings yet
- 4.1 Basic Physics and Band Diagrams For MOS CapacitorsDocument5 pages4.1 Basic Physics and Band Diagrams For MOS CapacitorsvinodNo ratings yet
- Optical Fiber Sensor For BODDocument6 pagesOptical Fiber Sensor For BODeveltoncNo ratings yet
- Controll Innerseal - NOORS - For PrintshopDocument2 pagesControll Innerseal - NOORS - For PrintshopMohamed Abdel-MonemNo ratings yet
- RML - Lab - NABL Certificate Scope 2021-22Document9 pagesRML - Lab - NABL Certificate Scope 2021-22Subramani ArumugamNo ratings yet
- Unit 4 - The Chemistry of The Environment: Learning ObjectivesDocument8 pagesUnit 4 - The Chemistry of The Environment: Learning ObjectivesNiña Viaña BinayNo ratings yet
- Bio PharmaceuticsDocument48 pagesBio PharmaceuticsRajan Kashyap100% (2)
- 1 Catalyst FundamentalsDocument17 pages1 Catalyst FundamentalsSam AnuNo ratings yet
- B.sc. PhysicsDocument70 pagesB.sc. PhysicsGurnehmat SinghNo ratings yet
- 1.metal Semiconductor JunctionDocument29 pages1.metal Semiconductor JunctionJothibasu MarappanNo ratings yet
- Difference Between PPM and PPMVDocument2 pagesDifference Between PPM and PPMVKhanh TrangNo ratings yet
- 3.material Science Eng. CDocument8 pages3.material Science Eng. CSanjeeb KalitaNo ratings yet
- Developmental Phamaceutics Amitraz 25 WP - GMDocument37 pagesDevelopmental Phamaceutics Amitraz 25 WP - GMRonald NyamurowaNo ratings yet
- FCC Unit Optimization Using The Magna Cat ProcessDocument17 pagesFCC Unit Optimization Using The Magna Cat Process3668770No ratings yet
- SuperSwivels SS1602Document28 pagesSuperSwivels SS1602Sergio OrdoviniNo ratings yet
- Process Flow of ECHDocument2 pagesProcess Flow of ECHAkshay PatelNo ratings yet
- Aquilia Franklin Envi-Science IADocument44 pagesAquilia Franklin Envi-Science IAAquilia Franklin100% (1)
- Chemical Equilbirum 8Document6 pagesChemical Equilbirum 8Charlotte HooperNo ratings yet
- Solid State Physics - Eph-104 PDFDocument2 pagesSolid State Physics - Eph-104 PDFkohli kingNo ratings yet