You might also like
- Productivity Improvement in Construction Site. Modification To ProposalDocument8 pagesProductivity Improvement in Construction Site. Modification To ProposalAbdallaNo ratings yet
- Project Scheduling - Probabilistic PERTDocument23 pagesProject Scheduling - Probabilistic PERTSanjana GaneshNo ratings yet
- Project Management Knowledge and Skills For Green Construction: Overcoming ChallengesDocument13 pagesProject Management Knowledge and Skills For Green Construction: Overcoming ChallengesCelino CarrilNo ratings yet
- Turkish Palestine Friendship HospitalDocument19 pagesTurkish Palestine Friendship HospitalHazem Shaker Abu Shaaban100% (2)
- " Automation in Construction - An Overview ": BY: Ananth Baba - JDocument30 pages" Automation in Construction - An Overview ": BY: Ananth Baba - Jravi16250% (2)
- Waste Reduction by Lean Construction - Office Building Case StudyDocument11 pagesWaste Reduction by Lean Construction - Office Building Case StudyLucero Bereche BNo ratings yet
- Implementation of Lean Principles: Towards Augmenting Productivity in Construction Industry - A Literature ReviewDocument3 pagesImplementation of Lean Principles: Towards Augmenting Productivity in Construction Industry - A Literature ReviewAce NovoNo ratings yet
- Production PlanningDocument14 pagesProduction PlanningAmira AdzmiNo ratings yet
- Total Quality Managment in Construction PDFDocument5 pagesTotal Quality Managment in Construction PDFNesagolubacNo ratings yet
- The Combination of Last Planner System and Location BMSDocument13 pagesThe Combination of Last Planner System and Location BMSAlejandroNo ratings yet
- TQM Lean ContructionDocument8 pagesTQM Lean ContructionJoseph ZANo ratings yet
- Benefits of Last Planner® System in Mitigation of Delay Causes in Road Infrastructure ProjectsDocument8 pagesBenefits of Last Planner® System in Mitigation of Delay Causes in Road Infrastructure ProjectsOmar Giovanny Sanchez RiveraNo ratings yet
- Beyond The Iron Triangle PDFDocument9 pagesBeyond The Iron Triangle PDFapapNo ratings yet
- Pat 252: Construction Project Management: Ts. Mardhiah Farhana BT OmarDocument29 pagesPat 252: Construction Project Management: Ts. Mardhiah Farhana BT Omaradeliene 25No ratings yet
- Time Cost Quality in ConstructionDocument7 pagesTime Cost Quality in ConstructionPui MunNo ratings yet
- Common Data EnvironmentDocument10 pagesCommon Data EnvironmentDeepak Raj EdayilliamNo ratings yet
- Factors Affecting The Quality Like Drawings, Specifications PDFDocument9 pagesFactors Affecting The Quality Like Drawings, Specifications PDFGokul NathanNo ratings yet
- Cost Control and Tracking of A Building by Earned Value MethodDocument8 pagesCost Control and Tracking of A Building by Earned Value MethodAman ThakurNo ratings yet
- Rebar Cut & Bend WorkDocument6 pagesRebar Cut & Bend Workajit karandikarNo ratings yet
- A Critical Literature Review On The Concept of Team Integration in IBS Project.Document17 pagesA Critical Literature Review On The Concept of Team Integration in IBS Project.oioianNo ratings yet
- Total Quality Management: TQM: Origins, Evolution & Key ElementsDocument36 pagesTotal Quality Management: TQM: Origins, Evolution & Key ElementsRathnakrajaNo ratings yet
- Clean Room Software EngineeringDocument39 pagesClean Room Software EngineeringVivek ChhabraNo ratings yet
- Quality As Value-Adding Management Concept:: IKEA Supplier Quality AssuranceDocument16 pagesQuality As Value-Adding Management Concept:: IKEA Supplier Quality AssuranceLong Dong MidoNo ratings yet
- Lean HistoryDocument18 pagesLean HistoryJocksidNo ratings yet
- Lecture Notes - Value ManagementDocument9 pagesLecture Notes - Value ManagementsympathhiaNo ratings yet
- Assignment On Construction Quality ManagementDocument8 pagesAssignment On Construction Quality Management2009saeed0% (1)
- Target Value Delivery 10.17.17 PikelDocument93 pagesTarget Value Delivery 10.17.17 PikelMohammed NizamNo ratings yet
- BIM NotesDocument3 pagesBIM Notesrameezut TauheedNo ratings yet
- 8-Value Engineering (Case Study Example), Monetizing IoT Product-28-02-2023Document66 pages8-Value Engineering (Case Study Example), Monetizing IoT Product-28-02-2023Shubham KodilkarNo ratings yet
- Linear Programming Graphical MethodDocument45 pagesLinear Programming Graphical Methodprasobh911No ratings yet
- What Is Lean Construction?Document54 pagesWhat Is Lean Construction?Citizen Kwadwo AnsongNo ratings yet
- Last Planner SystemDocument9 pagesLast Planner SystemFladimir Bautista GarcíaNo ratings yet
- Lean Construction in Road Projects PDFDocument20 pagesLean Construction in Road Projects PDFAce NovoNo ratings yet
- Quality Management System at Construction Project: A Questionnaire SurveyDocument5 pagesQuality Management System at Construction Project: A Questionnaire SurveyReynaldo NyotoNo ratings yet
- Construction Reports (Appendices)Document21 pagesConstruction Reports (Appendices)Haneef MohamedNo ratings yet
- Total Quality Man A 00 SaltDocument205 pagesTotal Quality Man A 00 SaltRommel Baesa100% (1)
- Construction Project Management by Dir. Rene FajardoDocument27 pagesConstruction Project Management by Dir. Rene Fajardojonas paladioNo ratings yet
- Lean Technology and Waste Minimization in Construction Industry Using SPSSDocument11 pagesLean Technology and Waste Minimization in Construction Industry Using SPSSInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- BEC2012 - Modeling Instructions For Designing Prefabricated Elements - V103Document45 pagesBEC2012 - Modeling Instructions For Designing Prefabricated Elements - V103Erika PamelaNo ratings yet
- General Project Management: Lecture NotesDocument98 pagesGeneral Project Management: Lecture NotesEsubalew Ginbar50% (2)
- Operations Management PDCA CycleDocument2 pagesOperations Management PDCA Cyclejose luisNo ratings yet
- 20-0033 - China Construction Straits Construction JV - SITP1 Steel Struct...Document10 pages20-0033 - China Construction Straits Construction JV - SITP1 Steel Struct...Christina TeongNo ratings yet
- Introduction To Design For Assembly and Manufacturing: (Cost Effective)Document81 pagesIntroduction To Design For Assembly and Manufacturing: (Cost Effective)maladcondomNo ratings yet
- James Harrington: Dr. Kaoru IshikawaDocument10 pagesJames Harrington: Dr. Kaoru Ishikawaguest5624No ratings yet
- Construction Price IndexDocument3 pagesConstruction Price IndexRanjith EkanayakeNo ratings yet
- Iso 9000 and Total Quality: The Relationship: Introduction To Quality Management Tell 26Document25 pagesIso 9000 and Total Quality: The Relationship: Introduction To Quality Management Tell 26Anin Asmoro100% (1)
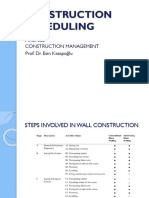
- 11thand12thweek - Construction SchedulingDocument69 pages11thand12thweek - Construction SchedulingMukhammadjonNo ratings yet
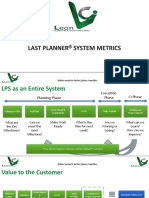
- The Persuasive Power of The Last Planner® System MetricsDocument27 pagesThe Persuasive Power of The Last Planner® System MetricsViviane EspositoNo ratings yet
- SDMDocument16 pagesSDMSam LordNo ratings yet
- Risk Management in The Construction Industry of FinalDocument64 pagesRisk Management in The Construction Industry of FinalMuhammad Farooq Zia100% (1)
- TQM in Construction IndustryDocument14 pagesTQM in Construction IndustryUsman AhmedNo ratings yet
- Key Internal and External Factors Influencing Design Team Performance in Green BuildibdsDocument13 pagesKey Internal and External Factors Influencing Design Team Performance in Green Buildibdsforjani69100% (2)
- Quality Management Practices in BuildingDocument14 pagesQuality Management Practices in Buildingyushma ghimireNo ratings yet
- Engineering Management IntroDocument73 pagesEngineering Management IntroMohamed GuezguezNo ratings yet
- Case Last Planner SystemDocument20 pagesCase Last Planner Systemtpushkar9208No ratings yet
- Analysis of Lean Construction by Using Last Planner SystemDocument14 pagesAnalysis of Lean Construction by Using Last Planner SystemJancarlo Mendoza MartínezNo ratings yet
- Project Quality Management A Complete Guide - 2019 EditionFrom EverandProject Quality Management A Complete Guide - 2019 EditionNo ratings yet
- Implementation of Six Sigma Using DMAIC Methodology in Small Scale Industries For Performance ImprovementDocument6 pagesImplementation of Six Sigma Using DMAIC Methodology in Small Scale Industries For Performance ImprovementIJMER100% (1)
- Review On Implementation of Six Sigma DMAIC Methodology in Manufacturing IndustriesDocument4 pagesReview On Implementation of Six Sigma DMAIC Methodology in Manufacturing IndustriesIJSTENo ratings yet
- Application of Six Sigma Using Dmaic Methodology in The Process of Product Quality Control in Metallurgical OperationDocument6 pagesApplication of Six Sigma Using Dmaic Methodology in The Process of Product Quality Control in Metallurgical OperationfelipeNo ratings yet
- QXC9EKAD Lean Six-Sigma CS Assignment #2ADocument16 pagesQXC9EKAD Lean Six-Sigma CS Assignment #2ARakib KhanNo ratings yet
- Gravity Diversion of RiversDocument23 pagesGravity Diversion of Riversravi1625No ratings yet
- Applications of Bituminous Emulsions in Road ConstructionDocument27 pagesApplications of Bituminous Emulsions in Road Constructionravi1625No ratings yet
- New Base Isolation Technique For Earthquake Resistant ConstrDocument27 pagesNew Base Isolation Technique For Earthquake Resistant Constrravi1625No ratings yet
- Fibre Reinforced Cement CompositesDocument51 pagesFibre Reinforced Cement Compositesravi1625100% (1)
- "Fire Safety in Buildings": Muralidharan C.RDocument4 pages"Fire Safety in Buildings": Muralidharan C.Rravi1625No ratings yet