You might also like
- Various Perception Criteria For Occupant ComfortDocument1 pageVarious Perception Criteria For Occupant ComfortskkongNo ratings yet
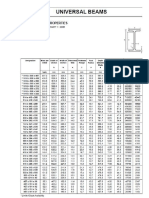
- UB DetailsDocument1 pageUB DetailsskkongNo ratings yet
- Design Check For PEB.Document1 pageDesign Check For PEB.skkongNo ratings yet
- Height Requirement For BungalowsDocument1 pageHeight Requirement For BungalowsskkongNo ratings yet
- Roofing InstallationDocument1 pageRoofing InstallationskkongNo ratings yet
- PEB Building-1Document1 pagePEB Building-1skkongNo ratings yet
- Roof Sheets FixingDocument1 pageRoof Sheets FixingskkongNo ratings yet
- PEB Load CombinationsDocument1 pagePEB Load CombinationsskkongNo ratings yet
- Moment Rotation CurveDocument1 pageMoment Rotation CurveskkongNo ratings yet
- PEB Components-1Document1 pagePEB Components-1skkongNo ratings yet
- CFD Analysis of Tall BuildingsDocument1 pageCFD Analysis of Tall BuildingsskkongNo ratings yet
- BS 6472Document1 pageBS 6472skkongNo ratings yet
- Data Centre CostDocument1 pageData Centre CostskkongNo ratings yet
- Cantilever Carport 1Document1 pageCantilever Carport 1skkongNo ratings yet
- SAP2000 - Ghost StructureDocument1 pageSAP2000 - Ghost StructureskkongNo ratings yet
- Curtain Wall Assemblies - PPVCDocument1 pageCurtain Wall Assemblies - PPVCskkongNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Criteria For ExtempoDocument2 pagesCriteria For Extempoaljon tusingNo ratings yet
- Spare Parts Catalogue: AXLE 20.43 REF: 572755Document8 pagesSpare Parts Catalogue: AXLE 20.43 REF: 572755marcelo sampaioNo ratings yet
- ATHE Level 3 Diploma in AccountingDocument32 pagesATHE Level 3 Diploma in AccountingPartho DhakaNo ratings yet
- Aip 2023 San Diego Elementary School 121172 Leo Robedillo FinalDocument10 pagesAip 2023 San Diego Elementary School 121172 Leo Robedillo Finalruskyjeth16No ratings yet
- Journal Homepage: - : Manuscript HistoryDocument13 pagesJournal Homepage: - : Manuscript HistoryIJAR JOURNALNo ratings yet
- Discrete Functions MCR3U Unit 8 (May 2015)Document18 pagesDiscrete Functions MCR3U Unit 8 (May 2015)Shanaz ParsanNo ratings yet
- De Orbitis PlanetarumDocument18 pagesDe Orbitis PlanetarumGustavo Adolfo OspinaNo ratings yet
- DrivingJTurn English RecurdynDocument43 pagesDrivingJTurn English RecurdynAnh Tuan LeNo ratings yet
- M-25 Def Tech Corp Reloadable Stun Grenade Patent PDFDocument6 pagesM-25 Def Tech Corp Reloadable Stun Grenade Patent PDFJuanK ANo ratings yet
- Wicking Bed Notes 1Document9 pagesWicking Bed Notes 1Mak NNo ratings yet
- Goodman, Nelson - On StarmakingDocument3 pagesGoodman, Nelson - On StarmakingAilin DurrutyNo ratings yet
- Saep 146 PDFDocument19 pagesSaep 146 PDFRami ElloumiNo ratings yet
- Physics ProjectDocument5 pagesPhysics ProjectPrajvi0% (1)
- Laurels in The Month of January:: School Excellence Award of 2019Document13 pagesLaurels in The Month of January:: School Excellence Award of 2019noob 2 proNo ratings yet
- Momentum Conservation: 1. AbstractDocument9 pagesMomentum Conservation: 1. AbstractDương Quang MinhNo ratings yet
- ELEC4810: Introduction To Biosensors and Bioinstrumentation: Lecture Notes - Set #10Document17 pagesELEC4810: Introduction To Biosensors and Bioinstrumentation: Lecture Notes - Set #10Kwan ChanNo ratings yet
- Anshika Project ReportDocument36 pagesAnshika Project ReportLakshaya TeotiaNo ratings yet
- Introduction PDFDocument23 pagesIntroduction PDFNeil Ian Dador DumangasNo ratings yet
- AP European History 2005 Free-Response Questions Form B: The College Board: Connecting Students To College SuccessDocument9 pagesAP European History 2005 Free-Response Questions Form B: The College Board: Connecting Students To College SuccessRich SevillaNo ratings yet
- M E Room DimensionsDocument3 pagesM E Room DimensionsPujayantha KumarNo ratings yet
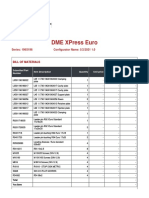
- Dme Xpress Euro: Series: 196X196 Configurator Name: 5/2/2021 1.0Document3 pagesDme Xpress Euro: Series: 196X196 Configurator Name: 5/2/2021 1.0Ahmed SamirNo ratings yet
- 30 Footwear Developer Interview Questions and AnswersDocument16 pages30 Footwear Developer Interview Questions and Answersthanh2501No ratings yet
- Disorders and Diseases Related To Cell Malfunction During The Cell CycleDocument41 pagesDisorders and Diseases Related To Cell Malfunction During The Cell CycleVenice Kate BuizonNo ratings yet
- Grade Point Average: What's Wrong and What's The Alternative?Document12 pagesGrade Point Average: What's Wrong and What's The Alternative?annisa AnnisaNo ratings yet
- Internal Audit Checklist - Tool ManufacturingDocument1 pageInternal Audit Checklist - Tool ManufacturingSachin Ramdurg100% (3)
- Siddaganga Institute Technology: Injection MouldingDocument12 pagesSiddaganga Institute Technology: Injection MouldingPRAVEEN BOODAGOLINo ratings yet
- Community Project Report Women in Literature, Society & Culture-1Document35 pagesCommunity Project Report Women in Literature, Society & Culture-1Saurav GuptaNo ratings yet
- LVL Users Guide - Canada v0415Document32 pagesLVL Users Guide - Canada v0415hahaerNo ratings yet
- DISC 322-Optimization Methods For Management Science - Sec 2 - Dr. Muhammad Tayyab - Spring 2020 PDFDocument6 pagesDISC 322-Optimization Methods For Management Science - Sec 2 - Dr. Muhammad Tayyab - Spring 2020 PDFMuhammad UsmanNo ratings yet