You might also like
- DM 103vaDocument2 pagesDM 103vaTanvon MalikNo ratings yet
- Gear Pump DesignDocument5 pagesGear Pump DesignYashrajNo ratings yet
- Leaflet Delem Profile-W enDocument2 pagesLeaflet Delem Profile-W enTanvon MalikNo ratings yet
- Overall Thread HeightDocument7 pagesOverall Thread HeightTanvon MalikNo ratings yet
- G2 CW Arc G3 CCW Arc ParametersDocument12 pagesG2 CW Arc G3 CCW Arc ParametersTanvon MalikNo ratings yet
- Turning N Milling FormulaDocument2 pagesTurning N Milling FormulaHaris SetiawanNo ratings yet
- Doosan G76Document17 pagesDoosan G76Pham LongNo ratings yet
- CNCDocument43 pagesCNCVenky VenkateshNo ratings yet
- Dang Tutorial 1 2 Solution (Metal Cutting) - 04112014174823135Document10 pagesDang Tutorial 1 2 Solution (Metal Cutting) - 04112014174823135Bi ChenNo ratings yet
- Title of The Project: Design of Automatic Paper: Punching Machine by Using Geneva MechaniasmDocument10 pagesTitle of The Project: Design of Automatic Paper: Punching Machine by Using Geneva MechaniasmBaldev SinghNo ratings yet
- Example (9) Quiz (5) :: GivenDocument4 pagesExample (9) Quiz (5) :: GivenYahya Abdelhameed AamerNo ratings yet
- 3.1 Metal RemovalDocument40 pages3.1 Metal RemovalMichael Kearney50% (2)
- Formulas For Cutting: Inch MetricDocument6 pagesFormulas For Cutting: Inch MetricSanjay KumarNo ratings yet
- Cutting Speed May BeDocument14 pagesCutting Speed May BeJibin Jose100% (1)
- TAPER TURNING and Thread CuttingDocument3 pagesTAPER TURNING and Thread CuttingErin BarryNo ratings yet
- EXP 2A 2B 2c.changedDocument9 pagesEXP 2A 2B 2c.changedPradeepvenugopalNo ratings yet
- Trevisan DS600Document16 pagesTrevisan DS600IrudhayarajAnthonySamyNo ratings yet
- MP Unit-2Document113 pagesMP Unit-2Parth MaldhureNo ratings yet
- Example For Milling CalculationDocument3 pagesExample For Milling CalculationAbd Muhaimin AmmsNo ratings yet
- Calculation: Specification of MotorDocument7 pagesCalculation: Specification of MotorMahar Tahir Sattar MtsNo ratings yet
- Assignment of Computational Techniques: Faiqa 2022-11-19Document3 pagesAssignment of Computational Techniques: Faiqa 2022-11-19Memoona ZaheerNo ratings yet
- Lecture 7Document42 pagesLecture 7Andika Dwi RubyantoroNo ratings yet
- 3.G78 Threading G77 Cut in CycleDocument3 pages3.G78 Threading G77 Cut in CycleRohan DasNo ratings yet
- Codigos G y M de Fresa y TornoDocument5 pagesCodigos G y M de Fresa y Tornorubon2066No ratings yet
- TornoDocument48 pagesTornoJesus GarciaNo ratings yet
- Steeltek Connection GeneralDocument5 pagesSteeltek Connection GeneralcadsultanNo ratings yet
- Design of BeamDocument17 pagesDesign of BeamAbhinav Chowdary100% (2)
- Goebel - AppG - Electric Propulsion ClausingDocument4 pagesGoebel - AppG - Electric Propulsion Clausingmdurna2000No ratings yet
- Trochoidal Milling: Process DescriptionDocument7 pagesTrochoidal Milling: Process DescriptionedelapolloNo ratings yet
- Machining CalculationsDocument20 pagesMachining Calculationsikhwan ajja88% (8)
- Programas en PythonDocument11 pagesProgramas en Pythonokokok1226No ratings yet
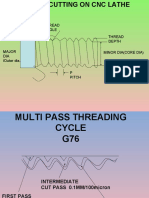
- Thread Angle Thread Depth Minor Dia (Core Dia) Major DIA /outer DiaDocument6 pagesThread Angle Thread Depth Minor Dia (Core Dia) Major DIA /outer DiaHARISH VERMANo ratings yet
- DENSO Robotics Datasheet Vs 050-060 SeriesDocument2 pagesDENSO Robotics Datasheet Vs 050-060 SeriesJuan David Bolaños AguilarNo ratings yet
- CNC ProgrammingDocument60 pagesCNC ProgrammingRohan Dutta100% (2)
- Execise Aab20903Document2 pagesExecise Aab20903Muhd AkmalNo ratings yet
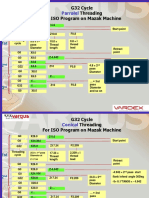
- G32 Cycle Threading For ISO Program On Mazak Machine: ParralelDocument4 pagesG32 Cycle Threading For ISO Program On Mazak Machine: Parralelenamicul50No ratings yet
- Design of Pile CapDocument3 pagesDesign of Pile CapHaris Lee100% (2)
- Tutorial 2Document10 pagesTutorial 2omar salahNo ratings yet
- Data AnaregDocument8 pagesData AnaregajengNo ratings yet
- Foundation DesignDocument15 pagesFoundation Designayazmad100% (1)
- Tema Proiect:: Roturn 400Document8 pagesTema Proiect:: Roturn 400Gabriela PetcuNo ratings yet
- Beam Design References Calculations Output 1. General DetailsDocument7 pagesBeam Design References Calculations Output 1. General Detailsswargadwari consultancyNo ratings yet
- AISC ShapetablesDocument260 pagesAISC ShapetablesEdwin Ramos PolicarpioNo ratings yet
- CFM - Class Notes KITDocument49 pagesCFM - Class Notes KITOnkarNo ratings yet
- Formula For TurningDocument4 pagesFormula For TurningLwin Myo AungNo ratings yet
- Bài Giảng Khuôn Dập P1Document34 pagesBài Giảng Khuôn Dập P1xuân quân lêNo ratings yet
- Formulas For MillingDocument5 pagesFormulas For MillingArtūrs CeimersNo ratings yet
- Tech Mill FormulasDocument5 pagesTech Mill FormulaspchakkrapaniNo ratings yet
- MECH.306: Project Using Cncez Milling SimulatorDocument8 pagesMECH.306: Project Using Cncez Milling SimulatorEnginBenerNo ratings yet
- Formula Sheet: D P N K H S S ADocument2 pagesFormula Sheet: D P N K H S S AZoebairNo ratings yet
- Bar Bending Schedule For BeamDocument7 pagesBar Bending Schedule For BeamSambit Kumar BeheraNo ratings yet
- CNC ProgramDocument37 pagesCNC ProgramBas RamuNo ratings yet
- Gear DesignDocument37 pagesGear DesignAayush ShahNo ratings yet
- Electric Motor OptimizationDocument16 pagesElectric Motor OptimizationMohammed Thofeek KhanNo ratings yet
- Sheet 8Document5 pagesSheet 8mo635107No ratings yet
- Slab Design (Cantilever, One Way, Two Way & Continuous)Document6 pagesSlab Design (Cantilever, One Way, Two Way & Continuous)sharathkn50% (2)
- Lecture No. 7 Turning ParametersDocument29 pagesLecture No. 7 Turning ParametersMuhammad Irfan100% (1)
- Perhitungan PresstoolDocument7 pagesPerhitungan PresstoolZulfikar Adhitya KusumaNo ratings yet
- Steeltek ConnectionDocument5 pagesSteeltek ConnectionSudip ShresthaNo ratings yet
- Ps 11034Document5 pagesPs 11034Tanvon MalikNo ratings yet
- Micromo Magnetic Encoders: Integral Encoder Series Ie2-512Document2 pagesMicromo Magnetic Encoders: Integral Encoder Series Ie2-512Tanvon MalikNo ratings yet
- Tulip FANRAM 11Manual-CompleteDocument7 pagesTulip FANRAM 11Manual-CompleteTanvon MalikNo ratings yet
- Novakon Novakon Novakon Novakon Systems Ltd. Systems Ltd. Systems Ltd. Systems LTDDocument1 pageNovakon Novakon Novakon Novakon Systems Ltd. Systems Ltd. Systems Ltd. Systems LTDTanvon MalikNo ratings yet
- G 201 ManualDocument6 pagesG 201 ManualTanvon MalikNo ratings yet
- Venture Depliants Macchines For Industry - EngDocument9 pagesVenture Depliants Macchines For Industry - EngTanvon MalikNo ratings yet
- Novakon Novakon Novakon Novakon Systems Ltd. Systems Ltd. Systems Ltd. Systems LTDDocument1 pageNovakon Novakon Novakon Novakon Systems Ltd. Systems Ltd. Systems Ltd. Systems LTDTanvon MalikNo ratings yet
- Novakon Novakon Novakon Novakon Systems Ltd. Systems Ltd. Systems Ltd. Systems LTDDocument1 pageNovakon Novakon Novakon Novakon Systems Ltd. Systems Ltd. Systems Ltd. Systems LTDTanvon MalikNo ratings yet
- NEMA 34 RHT Series Stepper MotorsDocument1 pageNEMA 34 RHT Series Stepper MotorsTanvon MalikNo ratings yet
- rht34 740dDocument1 pagerht34 740dTanvon MalikNo ratings yet
- Novakon Novakon Novakon Novakon Systems Ltd. Systems Ltd. Systems Ltd. Systems LTDDocument1 pageNovakon Novakon Novakon Novakon Systems Ltd. Systems Ltd. Systems Ltd. Systems LTDTanvon MalikNo ratings yet
- Rs23 OverviewDocument2 pagesRs23 OverviewTanvon MalikNo ratings yet
- Delem: Modularity SolutionsDocument2 pagesDelem: Modularity SolutionsTanvon MalikNo ratings yet
- Care & Feeding of MachinesDocument36 pagesCare & Feeding of MachinesTanvon MalikNo ratings yet
- Installing and Configuring The SmoothStepperDocument16 pagesInstalling and Configuring The SmoothStepperTanvon MalikNo ratings yet
- EZ-G540 Installation GuideDocument2 pagesEZ-G540 Installation GuideTanvon MalikNo ratings yet