You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- BIO3T-Q12-Task Sheet PDFDocument5 pagesBIO3T-Q12-Task Sheet PDFShiny FishNo ratings yet
- Vishay Siliconix: Symbols and DefinitionsDocument8 pagesVishay Siliconix: Symbols and DefinitionscalinvaNo ratings yet
- Apec 11 MosfetDocument6 pagesApec 11 MosfetcalinvaNo ratings yet
- An 970Document4 pagesAn 970calinvaNo ratings yet
- Features: Microprocessor-Compatible, 5-1/2 Digit A/D ConverterDocument14 pagesFeatures: Microprocessor-Compatible, 5-1/2 Digit A/D ConvertercalinvaNo ratings yet
- Disinfecting-Microbes AN013Document5 pagesDisinfecting-Microbes AN013calinvaNo ratings yet
- Simatic Net Profibus Network Manual System ManualDocument350 pagesSimatic Net Profibus Network Manual System ManualAlejandro Fernández SalasNo ratings yet
- NovaBio LactatePlusDocument52 pagesNovaBio LactatePluscalinvaNo ratings yet
- Soyoyl Offers High Performance and Versatility: News About Industrial Products Made From SoyDocument3 pagesSoyoyl Offers High Performance and Versatility: News About Industrial Products Made From SoyA MahmoodNo ratings yet
- Metric Tolerances ReferenceDocument11 pagesMetric Tolerances ReferenceGirish Khanna VeshalaNo ratings yet
- Characterization of Light Diesel Fraction Obtained From Upgraded HeavyDocument4 pagesCharacterization of Light Diesel Fraction Obtained From Upgraded HeavygiannsNo ratings yet
- Dew Point and Wet Bulb TemperatureDocument8 pagesDew Point and Wet Bulb TemperatureDileep S NairNo ratings yet
- Jet Filter GBDocument6 pagesJet Filter GBBrian WebbNo ratings yet
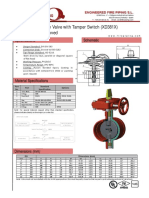
- Grooved Butterfly Valve With Tamper Switch (Xd381X) Ul/Fm/Vds ApprovedDocument1 pageGrooved Butterfly Valve With Tamper Switch (Xd381X) Ul/Fm/Vds ApprovedMohamed KhaldiNo ratings yet
- Stainless Steel For Bolts UseDocument4 pagesStainless Steel For Bolts UseLEONARDONo ratings yet
- ArmaPET From Bottle To Foam 01Document7 pagesArmaPET From Bottle To Foam 01Somnath SekarNo ratings yet
- Garbage Management Plan-2021 (Rev 2023)Document41 pagesGarbage Management Plan-2021 (Rev 2023)Afig DzhafarovNo ratings yet
- Demco BFV CatalogDocument34 pagesDemco BFV CatalogteacgNo ratings yet
- Linease Actuator CAHB 22E - 17210 enDocument4 pagesLinease Actuator CAHB 22E - 17210 enAlvaro MunozNo ratings yet
- Aacc 28-42Document3 pagesAacc 28-42Angy Carolina Castaño OspinaNo ratings yet
- C12625 BomDocument19 pagesC12625 Bomsteve@air-innovations.co.za100% (1)
- Process Design Multi Stage Wire DrawingDocument8 pagesProcess Design Multi Stage Wire DrawingoscarNo ratings yet
- Vertical Detect A Fire & Ultraviolet Fire DetectorDocument10 pagesVertical Detect A Fire & Ultraviolet Fire Detectoryouceflebni26No ratings yet
- Activity 1: What Are The Properties of Solution?: It Is Capable of Dissolving More Substances Than Any Other LiquidDocument2 pagesActivity 1: What Are The Properties of Solution?: It Is Capable of Dissolving More Substances Than Any Other LiquidElla Nana100% (1)
- BPUTSYLLABUSDocument2 pagesBPUTSYLLABUSshreetam beheraNo ratings yet
- Primark Apparel Test Manual V17 June 2021Document107 pagesPrimark Apparel Test Manual V17 June 2021Ahmed AksarNo ratings yet
- Chapter # 3: Process DescriptionDocument7 pagesChapter # 3: Process DescriptionAhmed HassanNo ratings yet
- Semiconductor DiodesDocument1 pageSemiconductor Diodesastarte02No ratings yet
- Norimax AnodeDocument3 pagesNorimax AnodeMuhammad Arif ZainalNo ratings yet
- Project Lye SoapDocument16 pagesProject Lye SoapHemant BetalaNo ratings yet
- Review of Energy Management at NoodsbergDocument3 pagesReview of Energy Management at Noodsbergbonginkosi mathunjwaNo ratings yet
- DSR-2014 in MS ExcelDocument646 pagesDSR-2014 in MS ExcelSubrata Paul50% (4)
- Meco Biopharm Vapor-Compression Size-UtilitiesDocument1 pageMeco Biopharm Vapor-Compression Size-Utilitiesayman jummaNo ratings yet
- Page 1 - Location and Site PlanDocument1 pagePage 1 - Location and Site PlanElynor Acio MercadoNo ratings yet
- Structured Cataalists and Reactors Ceramic CatalistDocument55 pagesStructured Cataalists and Reactors Ceramic CatalistBoby Royan Naira AzdlilNo ratings yet
- IPE Plate 3Document29 pagesIPE Plate 3Lee Anthony ChingNo ratings yet
- DNIT Vol 2 Part 1Document196 pagesDNIT Vol 2 Part 1JitendraHatwarNo ratings yet