You might also like
- Morsa Vertical CaseraDocument4 pagesMorsa Vertical CaseraCarlos Fco Secco100% (1)
- The Rose Engine Lathe: Its History Development, and Modern UseDocument71 pagesThe Rose Engine Lathe: Its History Development, and Modern UseWolfgangNo ratings yet
- One Sheet SampanDocument5 pagesOne Sheet Sampanleather_nunNo ratings yet
- WH 2place ManualDocument5 pagesWH 2place ManualJessie O.BechaydaNo ratings yet
- Parking Citation Review and Appeal InstructionsDocument4 pagesParking Citation Review and Appeal Instructionslhoffman3No ratings yet
- As 5200.037.2-2008 Plumbing and Drainage Products Flow Controllers For Use With Heated or Cold Water SystemsDocument7 pagesAs 5200.037.2-2008 Plumbing and Drainage Products Flow Controllers For Use With Heated or Cold Water SystemsSAI Global - APACNo ratings yet
- Building Your Own LatheDocument7 pagesBuilding Your Own Latheziamele100% (2)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Boat Building Simplified - Being a Practical Guide to the 'Ashcroft' Method of Building, Rowing, Sailing and Motor BoatsFrom EverandBoat Building Simplified - Being a Practical Guide to the 'Ashcroft' Method of Building, Rowing, Sailing and Motor BoatsRating: 1 out of 5 stars1/5 (1)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- Korda's Dethermalizer - A Free-Flight Model AirplaneDocument6 pagesKorda's Dethermalizer - A Free-Flight Model AirplaneBob KowalskiNo ratings yet
- Penny Engine Micro Air Powered EngineDocument10 pagesPenny Engine Micro Air Powered Enginemarius_danila8736No ratings yet
- Ball Mill From Mainly Recycled Parts - InstructablesDocument8 pagesBall Mill From Mainly Recycled Parts - InstructablespolikarpaNo ratings yet
- Bensen b8 PDFDocument8 pagesBensen b8 PDFmaxNo ratings yet
- Center Punch Grinding JigDocument2 pagesCenter Punch Grinding JigmododanNo ratings yet
- Vought V-143 FighterDocument9 pagesVought V-143 FighterAviation/Space History LibraryNo ratings yet
- 1961 08 10Document8 pages1961 08 10Uroš RoštanNo ratings yet
- True Up That Worn Lathe Chuck:, WFTHDocument1 pageTrue Up That Worn Lathe Chuck:, WFTHjsmith3455No ratings yet
- Weedeater Trolling MotorDocument16 pagesWeedeater Trolling MotorJames McEwenNo ratings yet
- The Pocket FoundryDocument6 pagesThe Pocket FoundryNatalie WyattNo ratings yet
- Making Plastic From Potato StarchDocument4 pagesMaking Plastic From Potato StarchManinderjeet SinghNo ratings yet
- AirhammerDocument5 pagesAirhammerxnoker100% (1)
- Metal Working Tools and MachinesDocument35 pagesMetal Working Tools and MachinessolarbobkyNo ratings yet
- 2947 Simple PatternmakingDocument1 page2947 Simple PatternmakingSandra Barnett CrossanNo ratings yet
- Let's Build A Can Stirling Engine Step 1 - Material Preparation and StructureDocument6 pagesLet's Build A Can Stirling Engine Step 1 - Material Preparation and Structureulises sosaNo ratings yet
- Half VW Assy. by TinkerDocument19 pagesHalf VW Assy. by TinkerJessie BechaydaNo ratings yet
- Building A 1/2a Control Line StunterDocument35 pagesBuilding A 1/2a Control Line StunterHeman Lee100% (3)
- Indestructible Corner Clamp (Jig) For Welding ProjectsDocument1 pageIndestructible Corner Clamp (Jig) For Welding ProjectsTomas Tom MlNo ratings yet
- Auto-Powered Arc Welder: by Norman E. SchuttzDocument60 pagesAuto-Powered Arc Welder: by Norman E. SchuttzPierre799es100% (1)
- Sportster Bipe 40 ManualDocument32 pagesSportster Bipe 40 ManualMolocromNo ratings yet
- Belt Sander: Build Your OwnDocument4 pagesBelt Sander: Build Your OwnmountaineerjpNo ratings yet
- Strato-Streak - A Free-Flight Model Airplane (Fuel Engine) (Convert To R/C?)Document3 pagesStrato-Streak - A Free-Flight Model Airplane (Fuel Engine) (Convert To R/C?)Bob KowalskiNo ratings yet
- 5 Steps in Stick WeldingDocument7 pages5 Steps in Stick WeldingEm Hernandez AranaNo ratings yet
- How To Use A Vernier CaliperDocument11 pagesHow To Use A Vernier CaliperRoseCamilleGuzmanNo ratings yet
- Junior Backhoe: Half-Pint Sidewalk Superintendents Will Go Ape For This Boy-Size, Rugged, Easy-To-Build DiggerDocument5 pagesJunior Backhoe: Half-Pint Sidewalk Superintendents Will Go Ape For This Boy-Size, Rugged, Easy-To-Build Diggermagatsu2099No ratings yet
- Adjustable Table PlansDocument7 pagesAdjustable Table PlansMauroNo ratings yet
- Spiral Illusions ArticleDocument5 pagesSpiral Illusions Articleapi-440057778100% (2)
- 33 - Making Clocks PDFDocument65 pages33 - Making Clocks PDFBruno DelsupexheNo ratings yet
- Selecting A Homebuilt Design 02Document4 pagesSelecting A Homebuilt Design 02YvessNo ratings yet
- Build It, Utility Lathe BenchDocument3 pagesBuild It, Utility Lathe BenchJan SteinmanNo ratings yet
- Midget Tractor3 PlansDocument6 pagesMidget Tractor3 PlansDanilo RochaNo ratings yet
- 01 ASME Thrufeed CenterlessDocument6 pages01 ASME Thrufeed CenterlessSachin AherNo ratings yet
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- Project 3 - Fabricated Mokume Band - Steven JacobDocument1 pageProject 3 - Fabricated Mokume Band - Steven Jacobmajope1966No ratings yet
- "Fiberglass!", "Why Does It Always Have To Be Fiberglass?": Fiberglass Work in Seven Easy StepsDocument15 pages"Fiberglass!", "Why Does It Always Have To Be Fiberglass?": Fiberglass Work in Seven Easy StepsEsnayder Nova CastellanosNo ratings yet
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdNo ratings yet
- Water Motor: Figure 105 Is A Perspective View of ADocument4 pagesWater Motor: Figure 105 Is A Perspective View of AHenry Pannell100% (1)
- Metal Furnace Plans & InfoDocument12 pagesMetal Furnace Plans & InfowillchamNo ratings yet
- Clark Y Airfoil PDFDocument1 pageClark Y Airfoil PDFAziz Fahrur50% (2)
- Making English Gun Case For German DrillingDocument28 pagesMaking English Gun Case For German DrillingJavier O. TrevinoNo ratings yet
- USDA Forest Service - Hand Drilling and Breaking RockDocument31 pagesUSDA Forest Service - Hand Drilling and Breaking RockRockWagonNo ratings yet
- Quorn: Tool and Cutter GrinderDocument5 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- Tent Pitching NotesDocument21 pagesTent Pitching NotessnguidemynahNo ratings yet
- Anvils Horn 1303Document20 pagesAnvils Horn 1303oiii88No ratings yet
- A Model Boat Builder's Guide to Sail Making - A Collection of Historical Articles on the Planning and Construction of Model SailsFrom EverandA Model Boat Builder's Guide to Sail Making - A Collection of Historical Articles on the Planning and Construction of Model SailsNo ratings yet
- A Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialFrom EverandA Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialNo ratings yet
- Spokane Arena ParkingDocument1 pageSpokane Arena Parkinglhoffman3No ratings yet
- City of Lubbock RV ParkingDocument7 pagesCity of Lubbock RV Parkinglhoffman3No ratings yet
- Faq - Marina Paid ParkingDocument3 pagesFaq - Marina Paid Parkinglhoffman3No ratings yet
- Fire-Medical Dept: GuidelineDocument2 pagesFire-Medical Dept: Guidelinelhoffman3No ratings yet
- General Parking Meter FaqsDocument2 pagesGeneral Parking Meter Faqslhoffman3No ratings yet
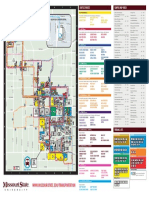
- WWW - Missouristate.Edu/Transportation: Campus Map Index Shuttle RoutesDocument1 pageWWW - Missouristate.Edu/Transportation: Campus Map Index Shuttle Routeslhoffman3No ratings yet
- Traffic and Parking Regulations: University of MissouriDocument4 pagesTraffic and Parking Regulations: University of Missourilhoffman3No ratings yet
- Brought To You byDocument4 pagesBrought To You bylhoffman3No ratings yet
- Parking Rules and RegsDocument7 pagesParking Rules and Regslhoffman3No ratings yet
- Hearing Officer Violations Bureau BrochureDocument2 pagesHearing Officer Violations Bureau Brochurelhoffman3No ratings yet
- Abbreviated Parking Regulations & Campus Maps: Montana State University BillingsDocument2 pagesAbbreviated Parking Regulations & Campus Maps: Montana State University Billingslhoffman3No ratings yet
- Deck Map AugustDocument1 pageDeck Map Augustlhoffman3No ratings yet
- Official ACS Properties in San Diego, CA: Shuttle ScheduleDocument1 pageOfficial ACS Properties in San Diego, CA: Shuttle Schedulelhoffman3No ratings yet
- Conway Parking Map 08152012Document1 pageConway Parking Map 08152012lhoffman3No ratings yet
- 20 14 Husk y F Oo Tball Parking MapDocument1 page20 14 Husk y F Oo Tball Parking Maplhoffman3No ratings yet
- Parking Lot ProceduresDocument1 pageParking Lot Procedureslhoffman3No ratings yet
- Downtown KC Parking MapDocument2 pagesDowntown KC Parking Maplhoffman3No ratings yet
- 2015 2016 Academic Calendar 2Document2 pages2015 2016 Academic Calendar 2lhoffman3No ratings yet
- Steel Table GuideDocument11 pagesSteel Table Guidemanoj983@gmail.comNo ratings yet
- A Comparison Between Friction and FrictionlessDocument8 pagesA Comparison Between Friction and FrictionlessLiliana Aguilar Villarreal100% (1)
- Handbook - Calculations 4 PDFDocument1 pageHandbook - Calculations 4 PDFSmith SivaNo ratings yet
- Tooldiesteelhandbook PDFDocument164 pagesTooldiesteelhandbook PDFRyan RafaelNo ratings yet
- Design of Steel StructuresDocument4 pagesDesign of Steel StructuresprkshdvNo ratings yet
- FCENBR1002-04-A4 LoResDocument40 pagesFCENBR1002-04-A4 LoResOlieevNo ratings yet
- Eslingas de Cadena y Accesorios Crosby CM PeerlessDocument193 pagesEslingas de Cadena y Accesorios Crosby CM PeerlessZiur BetúnNo ratings yet
- Effects of Alloying Elements in SteelDocument3 pagesEffects of Alloying Elements in SteelRudraman Singh0% (1)
- ValveDocument82 pagesValveSumon Varghese100% (1)
- Brass Microstructure For Metallurgy LabDocument7 pagesBrass Microstructure For Metallurgy LabSelvaraj0% (1)
- ChannelNutsHdw PDFDocument28 pagesChannelNutsHdw PDFrefaeNo ratings yet
- Quick Guides - Pressure Vessel EngineeringDocument7 pagesQuick Guides - Pressure Vessel EngineeringWaqas WaqasNo ratings yet
- Welding GuideDocument54 pagesWelding GuideMR R C CLARKE100% (2)
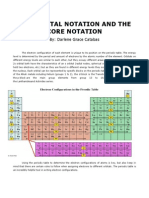
- Catabas Darlene - Orbital Core NotationDocument9 pagesCatabas Darlene - Orbital Core Notationapi-233267698No ratings yet
- Nastran 2013 Doc Embedded FatigueDocument308 pagesNastran 2013 Doc Embedded FatigueZeeshan AliNo ratings yet
- Heat Treatment of MetalsDocument39 pagesHeat Treatment of MetalsDhileepan KumarasamyNo ratings yet
- Thermodynamic Constraints of Slag FormationDocument4 pagesThermodynamic Constraints of Slag FormationPinNo ratings yet
- Af-41 Aluminum Drainage (Flap) Gates: Af-41 Flatback Af-41 SpigotbackDocument2 pagesAf-41 Aluminum Drainage (Flap) Gates: Af-41 Flatback Af-41 Spigotbackdont knowNo ratings yet
- DifusiDocument16 pagesDifusiGeovany FakhriNo ratings yet
- HWA GUAN Material Spec PDFDocument12 pagesHWA GUAN Material Spec PDFkhai ruleNo ratings yet
- Castellated Cellular BeamsOKDocument2 pagesCastellated Cellular BeamsOKturbobrikNo ratings yet
- High End Technology Tight Shutoff: EFLO Eccentric PlugDocument4 pagesHigh End Technology Tight Shutoff: EFLO Eccentric Plugابزار دقیقNo ratings yet
- Vapor Phase Corrosion Inhibitors: An OverviewDocument12 pagesVapor Phase Corrosion Inhibitors: An OverviewPrabath Nilan GunasekaraNo ratings yet
- Report (Sculpture Materials)Document32 pagesReport (Sculpture Materials)triziasisonNo ratings yet
- The Tops and Bottoms of Porphyry Copper DepositsDocument4 pagesThe Tops and Bottoms of Porphyry Copper DepositsronnyNo ratings yet
- 18 Fisher-Regulators CatalogDocument110 pages18 Fisher-Regulators CatalogEnrique MurgiaNo ratings yet
- Analysis of A Solution Containing One Inorganic CompoundDocument4 pagesAnalysis of A Solution Containing One Inorganic CompoundMia MistypuffNo ratings yet
- Pipe FittingsDocument16 pagesPipe FittingsMuhammad Qaisar Khan100% (1)
- Resistance Heating Wire Nickel-Chromium Alloy 60% Nickel / 16% Chromium - N6Document2 pagesResistance Heating Wire Nickel-Chromium Alloy 60% Nickel / 16% Chromium - N6soyteleNo ratings yet