You might also like
- Exp 8 Diffusion of Sodium Chloride in WaterDocument5 pagesExp 8 Diffusion of Sodium Chloride in WaterYuli SalasNo ratings yet
- Analytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportFrom EverandAnalytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportNo ratings yet
- Exp. 5 Diffusion of Sodium Chloride in Water - LatestDocument5 pagesExp. 5 Diffusion of Sodium Chloride in Water - LatestKai Faha Lukum0% (1)
- Liquid Diffusion MethodDocument5 pagesLiquid Diffusion MethodSUNDARAMAHALINGAM ANo ratings yet
- Reverse Osmosis Treatment of Drinking WaterFrom EverandReverse Osmosis Treatment of Drinking WaterRating: 3.5 out of 5 stars3.5/5 (4)
- DiffusionDocument10 pagesDiffusionprofjayakaran0% (2)
- Exp. 8 Diffusion of Sodium Chloride in WaterDocument6 pagesExp. 8 Diffusion of Sodium Chloride in WaterElaine Pui100% (1)
- Exp. 8 Diffusion of Sodium Chloride in WaterDocument6 pagesExp. 8 Diffusion of Sodium Chloride in WaterElaine Pui33% (3)
- ExpM2 PDFDocument3 pagesExpM2 PDFPracheeNo ratings yet
- METU Chem. Eng. Dept. Ch.E. 320 Chem. Eng. Lab I Experiment 39 Measurement of Liquid Diffusion CoefficientDocument5 pagesMETU Chem. Eng. Dept. Ch.E. 320 Chem. Eng. Lab I Experiment 39 Measurement of Liquid Diffusion CoefficientyirgaNo ratings yet
- Liquid Diffusion CoefficientDocument7 pagesLiquid Diffusion CoefficientFoo He Xuan67% (3)
- Diffusion Coefficient Full Report TiqaDocument19 pagesDiffusion Coefficient Full Report TiqaprmzNo ratings yet
- Experiment 6Document20 pagesExperiment 6Saniha Aysha AjithNo ratings yet
- Liquid Diffusion eDocument17 pagesLiquid Diffusion elaoy aolNo ratings yet
- Liquid ExtractionDocument7 pagesLiquid Extractionhande_kmrlNo ratings yet
- Diffusivity of Liquid Into LiquidDocument8 pagesDiffusivity of Liquid Into LiquidZahraa GhanemNo ratings yet
- Manual Experimental - Liquid Diffussion CoefficientDocument12 pagesManual Experimental - Liquid Diffussion CoefficientDAYANG NUR SYAZANA AG BUHTAMAM100% (1)
- Mass Transfer Lab 1Document9 pagesMass Transfer Lab 1Fahad kamranNo ratings yet
- 4 - Unit Operations Laboratory ManualDocument63 pages4 - Unit Operations Laboratory Manualcgjp120391100% (3)
- Liquid DiffusionDocument14 pagesLiquid DiffusionAnis Jafni58% (12)
- Experimental Determination of Diffusion Coefficients in Liquid Mixtures in A Laboratory of Transport PhenomenaDocument7 pagesExperimental Determination of Diffusion Coefficients in Liquid Mixtures in A Laboratory of Transport PhenomenaElujekwute BenjaminNo ratings yet
- Lab PDFDocument27 pagesLab PDFDhruvNo ratings yet
- LleDocument30 pagesLlefirstlove_492_736373No ratings yet
- Unit Operation Lab: Che-422 ManualDocument36 pagesUnit Operation Lab: Che-422 ManualSiraj AL sharifNo ratings yet
- Mto LabDocument34 pagesMto Labraghu_iictNo ratings yet
- 474 - CHM 703Document25 pages474 - CHM 703permata100% (1)
- Chapter 7 Dopant Diffusion - IDocument32 pagesChapter 7 Dopant Diffusion - I강준호No ratings yet
- Mass Lab DiffusionDocument12 pagesMass Lab DiffusionNegese TeklearegayNo ratings yet
- Exdifus PDFDocument9 pagesExdifus PDFJoshua NnamdiNo ratings yet
- C6LB1TDocument10 pagesC6LB1TtilamisuNo ratings yet
- Mse 118 1Document5 pagesMse 118 1Sheila Mae GardonNo ratings yet
- Final Mass Transfer - I All Practical WriteupsDocument36 pagesFinal Mass Transfer - I All Practical WriteupsvkpaithankarNo ratings yet
- KC22802 - FM 2 - BK18110065 - Fitri Nurulfazira HalimDocument13 pagesKC22802 - FM 2 - BK18110065 - Fitri Nurulfazira HalimnurulfaziraNo ratings yet
- Holistic Exam Answer For 2002 Batch CHED Students September, 2005 E.CDocument9 pagesHolistic Exam Answer For 2002 Batch CHED Students September, 2005 E.CAbraha AbadiNo ratings yet
- Module 2: Diffusion: Lecture No. 7Document7 pagesModule 2: Diffusion: Lecture No. 7Mehwish NoorNo ratings yet
- Liquid Diffusion Lab Report - FinalDocument11 pagesLiquid Diffusion Lab Report - Finalbaratniloy1No ratings yet
- Experiment: Water Treatment by Ozonation: Objective: Equipment ProcedureDocument16 pagesExperiment: Water Treatment by Ozonation: Objective: Equipment ProcedureFurqan YousafzaiNo ratings yet
- Determination of Partition Coefficient of A Substance Between Two Immiscible LiquidsDocument3 pagesDetermination of Partition Coefficient of A Substance Between Two Immiscible Liquidsjaveria namoosNo ratings yet
- Mixing in MicroscaleDocument40 pagesMixing in MicroscaleSidra latifNo ratings yet
- Lecture 9 - Groundwater Pollution LectureDocument39 pagesLecture 9 - Groundwater Pollution Lectureph4318No ratings yet
- Li Quid-Liquid DiffusivityDocument9 pagesLi Quid-Liquid Diffusivitykhfgf;lNo ratings yet
- Osmosis, Electro-Osmosis and DiffusionDocument33 pagesOsmosis, Electro-Osmosis and DiffusionTahir KhalidNo ratings yet
- 05diffsep07 PDFDocument38 pages05diffsep07 PDFNaomi Lizzy FluegelNo ratings yet
- 05 Diffsep 07Document38 pages05 Diffsep 07whmonkeyNo ratings yet
- Review Theories of DissolutionDocument37 pagesReview Theories of DissolutionRAVINDRA BABUNo ratings yet
- Experiment 1 - DiffusionDocument31 pagesExperiment 1 - DiffusionPatricia Ann Mae0% (1)
- Simple DistillationDocument48 pagesSimple DistillationSundar SkNo ratings yet
- Microflu Chap1 2022 PDFDocument42 pagesMicroflu Chap1 2022 PDFAatir KHANNo ratings yet
- CWV 14 COMP Conductivity of SolutionsDocument4 pagesCWV 14 COMP Conductivity of SolutionsDennis Gutierrez RiojaNo ratings yet
- Mass Transfer and Diffusion CoefficientDocument7 pagesMass Transfer and Diffusion CoefficientSiraj AL sharifNo ratings yet
- DispersionDocument17 pagesDispersionYas MonazahNo ratings yet
- RTD in PFRDocument12 pagesRTD in PFRAmoluck BhatiaNo ratings yet
- Experiment 1 With ValuesDocument3 pagesExperiment 1 With Valuesgideon abhiNo ratings yet
- Viscosity PDFDocument10 pagesViscosity PDFعلي مؤيد مطشر صدامNo ratings yet
- Expt. No. 2 Viscosity MeasurementDocument5 pagesExpt. No. 2 Viscosity MeasurementShinichi KudoNo ratings yet
- Taylor Dispersion Analysis: Determination of The Diffusion Coefficient of Blue DyeDocument8 pagesTaylor Dispersion Analysis: Determination of The Diffusion Coefficient of Blue DyeJose David MuñetónNo ratings yet
- Quantification of Iron in A Given Sample by Using Single Beam SpectrophotometerDocument6 pagesQuantification of Iron in A Given Sample by Using Single Beam SpectrophotometerUshna Asif BSCHE-ENo ratings yet
- UPS CalculatorDocument1 pageUPS CalculatordesignselvaNo ratings yet
- METU ENVE202 Laboratory ManualDocument47 pagesMETU ENVE202 Laboratory ManualSarp ÇelebiNo ratings yet
- Edinburgh Festival RockDocument27 pagesEdinburgh Festival RockguerramarNo ratings yet
- EEET103 Lab 07Document5 pagesEEET103 Lab 07محمد الحديNo ratings yet
- Biology Today: Systematics of Marine Intervertebrates Evaluating Dr. Ken HalanychDocument4 pagesBiology Today: Systematics of Marine Intervertebrates Evaluating Dr. Ken Halanychapi-340402818No ratings yet
- ZF Vector Drive ConceptsDocument48 pagesZF Vector Drive ConceptsConcept of ReasoningNo ratings yet
- United States Bankruptcy Court District of NevadaDocument4 pagesUnited States Bankruptcy Court District of NevadaChapter 11 DocketsNo ratings yet
- OkDocument24 pagesOkresp-ectNo ratings yet
- Design and Optimization of Drive Shaft With CompositeDocument31 pagesDesign and Optimization of Drive Shaft With CompositeKishan KumarNo ratings yet
- Lab 4 Enzymes and The Catalase LabDocument18 pagesLab 4 Enzymes and The Catalase LabAmy Hollingsworth100% (1)
- Canon Eos 300d Service ManualDocument109 pagesCanon Eos 300d Service ManualEnrique RichardNo ratings yet
- 8th PS Text Book (Only EM)Document171 pages8th PS Text Book (Only EM)Anil BhagadiNo ratings yet
- Sabbir Sir All PDFDocument62 pagesSabbir Sir All PDFIRFAN IBRAHIM0% (1)
- CENG 6302 Pavement Analysis and Design Chapter 7 Overview of RigidDocument22 pagesCENG 6302 Pavement Analysis and Design Chapter 7 Overview of RigidThe HackerNo ratings yet
- N45UH Grade Neodymium Magnets DataDocument1 pageN45UH Grade Neodymium Magnets DataSteve HsuNo ratings yet
- Nilfix Domestic Warranty July 2018Document3 pagesNilfix Domestic Warranty July 2018accountsNo ratings yet
- Electric SignalsDocument29 pagesElectric Signalsyttan1116No ratings yet
- ESM TG Movement BitbankDocument55 pagesESM TG Movement BitbankSandeepNo ratings yet
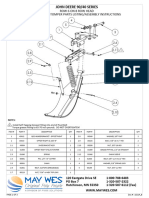
- JD 90 - 40 Rows 3 - 6 On 8 RowDocument7 pagesJD 90 - 40 Rows 3 - 6 On 8 Rowalaynnastaabx786No ratings yet
- Breast Cancer Awareness Thesis StatementDocument4 pagesBreast Cancer Awareness Thesis Statementhmnxivief100% (1)
- Tree of LifeDocument909 pagesTree of LifeMariza D. KabamaruNo ratings yet
- Assignment - 1 3Document4 pagesAssignment - 1 3R SujithNo ratings yet
- US9309419 Blends in InkDocument10 pagesUS9309419 Blends in InkIsabel MinuesaNo ratings yet
- Lesson Plan Monster GeneticsDocument2 pagesLesson Plan Monster Geneticsapi-312959802No ratings yet
- Eden For Grown-Ups: Toward A New Ethic of Earth, of Sex, and of CreationDocument7 pagesEden For Grown-Ups: Toward A New Ethic of Earth, of Sex, and of CreationNYU Press86% (7)
- ĐỀ SỐ 1Document6 pagesĐỀ SỐ 1Hải Đăng PhạmNo ratings yet
- Tuntungin-Putho Integrated National High SchoolDocument6 pagesTuntungin-Putho Integrated National High SchoolMARIA PAMELA SURBANNo ratings yet
- Evaporation Loss During Sprinkler IrrigationDocument10 pagesEvaporation Loss During Sprinkler IrrigationAymen Al Al-BaajNo ratings yet
- Ecg353 Week 11Document83 pagesEcg353 Week 11Nur Fateha100% (1)
- 3732 8292 1 PBDocument15 pages3732 8292 1 PBRasly 28No ratings yet
- Natural Gas Processing: Technology and Engineering DesignFrom EverandNatural Gas Processing: Technology and Engineering DesignRating: 5 out of 5 stars5/5 (8)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AFrom EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANo ratings yet
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- Quality infrastructure for smart mini-gridsFrom EverandQuality infrastructure for smart mini-gridsNo ratings yet
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceFrom EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceNo ratings yet
- The Homeowner's DIY Guide to Electrical WiringFrom EverandThe Homeowner's DIY Guide to Electrical WiringRating: 5 out of 5 stars5/5 (2)
- Renewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningFrom EverandRenewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningRating: 5 out of 5 stars5/5 (4)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Performance Management for the Oil, Gas, and Process Industries: A Systems ApproachFrom EverandPerformance Management for the Oil, Gas, and Process Industries: A Systems ApproachRating: 5 out of 5 stars5/5 (3)
- Offshore Projects and Engineering ManagementFrom EverandOffshore Projects and Engineering ManagementRating: 5 out of 5 stars5/5 (2)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsFrom EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsNo ratings yet
- The Way Home: Tales from a life without technologyFrom EverandThe Way Home: Tales from a life without technologyRating: 4 out of 5 stars4/5 (45)
- Electric Motors and Drives: Fundamentals, Types and ApplicationsFrom EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsRating: 4.5 out of 5 stars4.5/5 (12)
- Advances in Smart Grid Power System: Network, Control and SecurityFrom EverandAdvances in Smart Grid Power System: Network, Control and SecurityAnuradha TomarNo ratings yet
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- The Ultimate Solar Power Design Guide Less Theory More PracticeFrom EverandThe Ultimate Solar Power Design Guide Less Theory More PracticeRating: 4.5 out of 5 stars4.5/5 (10)