You might also like
- WellsFargo1Statement 2021Document7 pagesWellsFargo1Statement 2021Patsy HilllNo ratings yet
- TemplatesDocument199 pagesTemplatesJoseMNo ratings yet
- Emm 3506 - Group 3Document132 pagesEmm 3506 - Group 3Griffin ThomasNo ratings yet
- TSPG - Engine Tools 2-139 A 2-220 PDFDocument82 pagesTSPG - Engine Tools 2-139 A 2-220 PDFAKshay100% (1)
- Case Digest Aldamiz v. Judge of CFI Mindoro December 29, 1949 Moran, C.J. Facts: SantiagoDocument2 pagesCase Digest Aldamiz v. Judge of CFI Mindoro December 29, 1949 Moran, C.J. Facts: Santiagojuan aldabaNo ratings yet
- Shaft Stress CalculationsDocument2 pagesShaft Stress CalculationsVivek PrajapatiNo ratings yet
- Conveyor ChainDocument51 pagesConveyor ChainRiksaNo ratings yet
- Design Consideration of Adjustable Height and Radial Belt Conveyor SystemDocument6 pagesDesign Consideration of Adjustable Height and Radial Belt Conveyor SystemseventhsensegroupNo ratings yet
- Oriental Motor Motor Sizing CalculationsDocument10 pagesOriental Motor Motor Sizing CalculationsKha VeenNo ratings yet
- The Profits Method of ValuationDocument9 pagesThe Profits Method of ValuationRaffiai Samin100% (3)
- Sample Demand Supply AnalysisDocument7 pagesSample Demand Supply AnalysisKathleen Rose Bambico100% (1)
- Example Bearing CalculationDocument67 pagesExample Bearing CalculationFarid Nasri100% (1)
- Gravity Roller Conveyor Design PDFDocument21 pagesGravity Roller Conveyor Design PDFabdallah391No ratings yet
- BSH 004 2007 - 001 PDFDocument8 pagesBSH 004 2007 - 001 PDFJakesNo ratings yet
- Shaft and Bearing CalculationDocument24 pagesShaft and Bearing CalculationArul Gnana JohnNo ratings yet
- Beltmaster Berekeningen-Transport PDFDocument16 pagesBeltmaster Berekeningen-Transport PDFyaidragonNo ratings yet
- Large Size Conveyor ChainDocument156 pagesLarge Size Conveyor ChainManatchaiSanNo ratings yet
- Conveyor System ReportDocument14 pagesConveyor System ReportTawanda NyambiyaNo ratings yet
- Machine Design Project ReportDocument11 pagesMachine Design Project ReportMuhammad Abdullah100% (1)
- Revenue Recognition Ifrs 15 ModelDocument4 pagesRevenue Recognition Ifrs 15 ModelAbdulhameed Babalola0% (1)
- Belt Drive SystemDocument15 pagesBelt Drive Systemafsana_rajNo ratings yet
- Technical Specifications: Zoomlion Zlj5550Jqz130V Truck CraneDocument20 pagesTechnical Specifications: Zoomlion Zlj5550Jqz130V Truck CraneRomárioNo ratings yet
- Technical Specifications: Zoomlion Ztc1100V Truck CraneDocument92 pagesTechnical Specifications: Zoomlion Ztc1100V Truck CraneKiller boyNo ratings yet
- Rohm Lathe ChucksDocument91 pagesRohm Lathe ChucksNebojša ObradovićNo ratings yet
- 304-Fms Transilon Calculation Methods-Conveyor-Belts IdDocument16 pages304-Fms Transilon Calculation Methods-Conveyor-Belts IdTRIAYUNo ratings yet
- Ropecon Conveyor SystemDocument4 pagesRopecon Conveyor Systemjayaraman3No ratings yet
- 301 eDocument16 pages301 eBaihaki StNo ratings yet
- Conveyors and TypesDocument8 pagesConveyors and TypesbhucoolsNo ratings yet
- Datasheet - Vertical Lifter Conveyor For Multi Story Conveyor System DesignDocument10 pagesDatasheet - Vertical Lifter Conveyor For Multi Story Conveyor System DesignImpel IntralogisticsNo ratings yet
- Design and Development of Automated Conveyor System For Material HandlingDocument5 pagesDesign and Development of Automated Conveyor System For Material HandlingNurKholisNo ratings yet
- 13.belt Conveyor Design and Analysis PDFDocument4 pages13.belt Conveyor Design and Analysis PDFbrahmanda100% (1)
- CEMA TR 2019 01 Chain SPRKT Mar 2019Document11 pagesCEMA TR 2019 01 Chain SPRKT Mar 2019num fistismNo ratings yet
- Dunlop Conveyor Belt Design Manual - P2Document15 pagesDunlop Conveyor Belt Design Manual - P2perdhana2000No ratings yet
- Analysis of Belt Bucket ElevatorDocument4 pagesAnalysis of Belt Bucket ElevatorEditor IJTSRDNo ratings yet
- Spur - Gears - Metric - XLS: Tooth Normal ForceDocument5 pagesSpur - Gears - Metric - XLS: Tooth Normal ForceTigistuNo ratings yet
- Lecture 8 Shaft DesignDocument65 pagesLecture 8 Shaft DesignYasir A. Al-Shataif100% (1)
- Model 7900Document73 pagesModel 7900Carlos MartínezNo ratings yet
- Design and Optimization of Roller Conveyor SystemDocument5 pagesDesign and Optimization of Roller Conveyor SystemAnkit SrivastavaNo ratings yet
- MK Conveyor TechnologyDocument308 pagesMK Conveyor TechnologyironalejanNo ratings yet
- Development of A Belt Conveyor For Small Scale Industry: Journal of Advancement in Engineering and TechnologyDocument5 pagesDevelopment of A Belt Conveyor For Small Scale Industry: Journal of Advancement in Engineering and TechnologyMuhammad Salman KhanNo ratings yet
- Chain ConveyorsDocument4 pagesChain Conveyorsarup11nvNo ratings yet
- GSM Voice Mail Service TDM Call PDFDocument68 pagesGSM Voice Mail Service TDM Call PDFAmi DollmakerNo ratings yet
- QBR PresentationDocument10 pagesQBR Presentationakeyz08100% (1)
- Conveyor Belt Technique: Design and CalculationDocument161 pagesConveyor Belt Technique: Design and CalculationMarianne Hernández100% (1)
- Slat ConveyorDocument8 pagesSlat ConveyorpkjddjsydNo ratings yet
- TS 1600-140 - Datenblatt - V3Document2 pagesTS 1600-140 - Datenblatt - V3Ulfah Fauziyyah0% (1)
- Topology Optimization (Report)Document11 pagesTopology Optimization (Report)Mahmoud KassabNo ratings yet
- Md-17 Shaft Design StepsDocument12 pagesMd-17 Shaft Design StepsRamji RaoNo ratings yet
- Apron Feeder CatDocument4 pagesApron Feeder CatNarsi ReddyNo ratings yet
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDocument22 pagesFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramNo ratings yet
- Design Manual V Belt PDFDocument100 pagesDesign Manual V Belt PDFmechandravel0% (1)
- Linear GuideDocument1,539 pagesLinear Guidered_shobo_85No ratings yet
- Design Calculation of WormDocument3 pagesDesign Calculation of WormVenkateswaran venkateswaranNo ratings yet
- Rubber Roller DesignDocument20 pagesRubber Roller DesignGaneshNo ratings yet
- 90 Belt Transfer Unit or Steerable Diverter Latest Product Shorting Technology For ConveyorDocument7 pages90 Belt Transfer Unit or Steerable Diverter Latest Product Shorting Technology For ConveyorImpel IntralogisticsNo ratings yet
- Overhead Conveyor Products PDFDocument16 pagesOverhead Conveyor Products PDFPierre Hopkins100% (1)
- Orion 3015 Plus Series Laser Cutting Machines: User ManualDocument72 pagesOrion 3015 Plus Series Laser Cutting Machines: User ManualMates IoanNo ratings yet
- The Turning Movement of a Particle About the Axis of Rotation is Called the Angular Momentum of the Particle and is Measured by the Product of the Linear Momentum and the Perpendicular Distance of the Line of Action From the AxDocument24 pagesThe Turning Movement of a Particle About the Axis of Rotation is Called the Angular Momentum of the Particle and is Measured by the Product of the Linear Momentum and the Perpendicular Distance of the Line of Action From the AxSURAJ MAHATONo ratings yet
- Sandwich ConvDocument11 pagesSandwich ConvVidya SagarNo ratings yet
- Worm Gear PDFDocument15 pagesWorm Gear PDFcemoksz100% (6)
- Conveyor Horizontal CurveDocument3 pagesConveyor Horizontal Curverobbie312No ratings yet
- Machine Design ProjectDocument1 pageMachine Design Projectنور القرأنNo ratings yet
- Spline CalculationsDocument3 pagesSpline CalculationsUfuk KılıçNo ratings yet
- MBL Volkmann Che Mag IsDocument47 pagesMBL Volkmann Che Mag IsarizakarolNo ratings yet
- Conveyorchains HitachiDocument173 pagesConveyorchains HitachiLLNo ratings yet
- 02 Mechanical BasicsDocument29 pages02 Mechanical BasicsVLADIMIR YOLVIS CHOQUEHUANCA GALINDONo ratings yet
- Calculation Methods - Conveyor BeltsDocument20 pagesCalculation Methods - Conveyor BeltsPickMe AltheaNo ratings yet
- ZAT1500V743 Specification (17-01-18)Document60 pagesZAT1500V743 Specification (17-01-18)Yulianto JoeNo ratings yet
- ZTC1500V733 Specification (16-10-18)Document47 pagesZTC1500V733 Specification (16-10-18)Yulianto JoeNo ratings yet
- Convective Heat Transmission - Air Velocity and Air Flow VolumeDocument3 pagesConvective Heat Transmission - Air Velocity and Air Flow VolumeAndressa EgerNo ratings yet
- Density of Various MaterialsDocument4 pagesDensity of Various MaterialsAndressa EgerNo ratings yet
- Technical SpecificationThermal Oil Heater Masisa Zitacuaro Rev02Document10 pagesTechnical SpecificationThermal Oil Heater Masisa Zitacuaro Rev02Andressa EgerNo ratings yet
- Boiler and Unfired Pressure Vessel CodeDocument50 pagesBoiler and Unfired Pressure Vessel CodeAndressa EgerNo ratings yet
- Density of Various Materials2Document4 pagesDensity of Various Materials2EnriqueMartinezRomeroNo ratings yet
- DOLE Advisory No. 04 S. 2016Document3 pagesDOLE Advisory No. 04 S. 2016Joshua OuanoNo ratings yet
- Capital Gains Tax - AnswersDocument10 pagesCapital Gains Tax - AnswersRai Ali WafaNo ratings yet
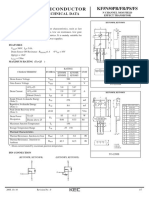
- Semiconductor KF5N50PR/FR/PS/FS: Technical DataDocument7 pagesSemiconductor KF5N50PR/FR/PS/FS: Technical DataHla Swe OoNo ratings yet
- People v. DeclaroDocument1 pagePeople v. DeclaroAphrNo ratings yet
- Andrew DBXLH-6565A-VTM (1.3m)Document6 pagesAndrew DBXLH-6565A-VTM (1.3m)AnnBlissNo ratings yet
- JistadminDocument8 pagesJistadmintester x85No ratings yet
- The Mooncable: A Profitable Space Transportation System - OriginalDocument7 pagesThe Mooncable: A Profitable Space Transportation System - OriginalJim ClineNo ratings yet
- ANSI B16.5 Flange Class 300 - Robert-James Sales, IncDocument2 pagesANSI B16.5 Flange Class 300 - Robert-James Sales, IncLuis SotoNo ratings yet
- Unit 6: Transport and Technology Ielts Writing Vocabulary (Problems and Solutions Essay)Document4 pagesUnit 6: Transport and Technology Ielts Writing Vocabulary (Problems and Solutions Essay)Kim Ngọc HuyềnNo ratings yet
- Statement: Chief Executive'S MessageDocument5 pagesStatement: Chief Executive'S MessageMuhammad Hammad MustafaNo ratings yet
- Barclays Annual Report 2020Document380 pagesBarclays Annual Report 2020Helen LeonoraNo ratings yet
- expensive (đắt) ? Prices cheaper (rẻ hơn) (giá cả)Document4 pagesexpensive (đắt) ? Prices cheaper (rẻ hơn) (giá cả)Đặng Thành VinhNo ratings yet
- Negociando Con China by Henry M Paulson JR 86pdf A - 5a979a721723dd0d543a8606 PDFDocument2 pagesNegociando Con China by Henry M Paulson JR 86pdf A - 5a979a721723dd0d543a8606 PDFRoberto carlos Vinces monteiroNo ratings yet
- Android Developer CVDocument5 pagesAndroid Developer CVNUN SinghNo ratings yet
- Resume 1Document2 pagesResume 1api-302765706No ratings yet
- HYD DEL: Bansal / Tushar MR AI0522Document1 pageHYD DEL: Bansal / Tushar MR AI0522bansaltushar1213No ratings yet
- Ceg4158 PDCDocument4 pagesCeg4158 PDCZichao ZhangNo ratings yet
- Viscoplatsic DeviceDocument15 pagesViscoplatsic DeviceAli M. MohammedNo ratings yet
- Hiyas NG Silangan Honors' Society: Environmental PlanDocument1 pageHiyas NG Silangan Honors' Society: Environmental PlanLet it beNo ratings yet
- Vaz 2017Document6 pagesVaz 2017Santhosh H ANo ratings yet
- Grp-3 Case Study 2 Comparative Eco. Devt. Pakistan and BangladeshDocument2 pagesGrp-3 Case Study 2 Comparative Eco. Devt. Pakistan and BangladeshRoisu De KuriNo ratings yet