You might also like
- Manual On The Causes and Control of Activated Sludge Bulking, Foaming, and Other Solids Separation ProblemsDocument12 pagesManual On The Causes and Control of Activated Sludge Bulking, Foaming, and Other Solids Separation ProblemsAngela Lamas18% (11)
- Settleability Problems and Loss of Solids in the Activated Sludge ProcessFrom EverandSettleability Problems and Loss of Solids in the Activated Sludge ProcessNo ratings yet
- Microbial Wastewater TreatmentFrom EverandMicrobial Wastewater TreatmentMaulin P. ShahRating: 5 out of 5 stars5/5 (1)
- 05 Extra Problems Recap KEYDocument5 pages05 Extra Problems Recap KEYUday Prakash SahuNo ratings yet
- The World of Activated SludgeDocument21 pagesThe World of Activated SludgeBoon Chew100% (3)
- Microscopic Examination KWWOA 05172016Document40 pagesMicroscopic Examination KWWOA 05172016Mario MarmoNo ratings yet
- Role of Microorganisms in Waste Water Treatment FinalDocument12 pagesRole of Microorganisms in Waste Water Treatment FinalAhmad AhmadNo ratings yet
- Low Cost Wastewater Bioremediation Technology: Innovative Treatment of Sulfate and Metal-Rich WastewaterFrom EverandLow Cost Wastewater Bioremediation Technology: Innovative Treatment of Sulfate and Metal-Rich WastewaterNo ratings yet
- Sludge BulkingDocument24 pagesSludge BulkingEdo Fransiskus Aritonang100% (1)
- Biological Wastewater Treatment III - MBR Processes R1Document26 pagesBiological Wastewater Treatment III - MBR Processes R1NUR ASYIQIN BINTI AZAHARNo ratings yet
- Application of Biofilm MBR For Municipal Wastewater TreatmentDocument133 pagesApplication of Biofilm MBR For Municipal Wastewater Treatmentsulihah12No ratings yet
- Activated Sludge Process Control and Troubleshooting ChartDocument55 pagesActivated Sludge Process Control and Troubleshooting Chartcbqucbqu100% (3)
- ELMITVALLI 2005 Treatment of Municipal Wastewater in Upflow Anaerobic Sludge Blanket UASB ReactorDocument32 pagesELMITVALLI 2005 Treatment of Municipal Wastewater in Upflow Anaerobic Sludge Blanket UASB ReactorKuswandi AndiNo ratings yet
- Activated Sludge Calcs With ExcelDocument22 pagesActivated Sludge Calcs With Excelsahat100% (1)
- Pure O2 Activated SludgeDocument35 pagesPure O2 Activated SludgecyhdzNo ratings yet
- Biological Nutrient RemovalDocument20 pagesBiological Nutrient RemovalLe Ngoc Thuan100% (2)
- Biological Processes For Wastewater TreatmentDocument105 pagesBiological Processes For Wastewater TreatmentYana TribunskayaNo ratings yet
- Rotating Biological ContactorDocument17 pagesRotating Biological Contactormikelycan100% (2)
- MBR-C3 Fouling & CleaningDocument31 pagesMBR-C3 Fouling & CleaningAlfonso José García Laguna100% (1)
- Uasb/egsb Applications For Industrial Wastewater TreatmentDocument10 pagesUasb/egsb Applications For Industrial Wastewater Treatmentalberto_03No ratings yet
- MBR Tech For Wastewater Treatment and ReuseDocument12 pagesMBR Tech For Wastewater Treatment and ReusempakzadehNo ratings yet
- Aerated Lagoon: Types of Aerated Lagoons or BasinsDocument4 pagesAerated Lagoon: Types of Aerated Lagoons or BasinsRaajiv MenonNo ratings yet
- CalculationDocument28 pagesCalculationManish Kumar Ghora100% (1)
- Design Aspects of Drinking Water PlantDocument32 pagesDesign Aspects of Drinking Water PlantVenkatesh Kumar RamanujamNo ratings yet
- Activated Sludge Microbiology SemanDocument89 pagesActivated Sludge Microbiology SemanNavid CmaterialNo ratings yet
- MBBR Vs Othe STPsDocument22 pagesMBBR Vs Othe STPsNeelam Sharma67% (3)
- DAF DGF SeparatorsDocument8 pagesDAF DGF SeparatorsDylan RamasamyNo ratings yet
- Anaerobic Digestion TheoryDocument4 pagesAnaerobic Digestion TheorytransilvanpopNo ratings yet
- Biological DenitrificationDocument40 pagesBiological DenitrificationNordine MerahNo ratings yet
- Biological Nutrient RemovalDocument25 pagesBiological Nutrient RemovalŞeyda DağdevirenNo ratings yet
- Wastewater Study GuideDocument46 pagesWastewater Study GuideManjunath NadarajanNo ratings yet
- Aerated Anoxic PrinciplesDocument45 pagesAerated Anoxic PrinciplesAhmed Salem AmrNo ratings yet
- Advanced Biological Processes For Wastewater TreatmentDocument301 pagesAdvanced Biological Processes For Wastewater TreatmentEmiliano Rodriguez Tellez100% (1)
- Innovative Applications of Treatment Processes For Spent Filter BackwashDocument220 pagesInnovative Applications of Treatment Processes For Spent Filter Backwashrrrr529100% (1)
- 2 05MasteringMBBRprocessdesignforcarbonandnitrogenabatementDocument65 pages2 05MasteringMBBRprocessdesignforcarbonandnitrogenabatementYên BìnhNo ratings yet
- Advanced Water Treatment PDFDocument80 pagesAdvanced Water Treatment PDFjpsingh75No ratings yet
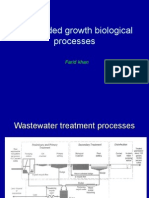
- Anaerobic Processes Definition of Anaerobic: ExampleDocument28 pagesAnaerobic Processes Definition of Anaerobic: ExampleFarid HanafiNo ratings yet
- Biowin ProjectDocument110 pagesBiowin ProjectAnonymous e7NLhgTmzNo ratings yet
- Reverse Osmosis: Improve It Talk Page Citations Verification Cleanup Quality StandardsDocument22 pagesReverse Osmosis: Improve It Talk Page Citations Verification Cleanup Quality StandardsshanuthegreatNo ratings yet
- Biological Nutrient RemovalDocument30 pagesBiological Nutrient Removalsurajp333No ratings yet
- Study 3201Document164 pagesStudy 3201ROB1DC100% (1)
- The Removal of Nitrogen Compounds from WastewaterFrom EverandThe Removal of Nitrogen Compounds from WastewaterRating: 5 out of 5 stars5/5 (2)
- Wastewater Math FormulasDocument17 pagesWastewater Math FormulasRamon CardonaNo ratings yet
- HeadworksBio (2) - Latest - Eg - Ro - 047543 PDFDocument40 pagesHeadworksBio (2) - Latest - Eg - Ro - 047543 PDFrjohnson277100% (1)
- Aerobic Digestion PDFDocument74 pagesAerobic Digestion PDFvalkiria112No ratings yet
- Advances in Textile Waste Water TreatmentDocument17 pagesAdvances in Textile Waste Water TreatmentYamitakaiNo ratings yet
- 04 Van Haandel-Van Der Lubbe - Handbook of Biological Wastewater Treatment Capitoli 11 e 12Document122 pages04 Van Haandel-Van Der Lubbe - Handbook of Biological Wastewater Treatment Capitoli 11 e 12Nordine Merah100% (1)
- Trickling FilterDocument7 pagesTrickling FilterTasirmistNo ratings yet
- Microbiology of Activated SludgeDocument5 pagesMicrobiology of Activated SludgeSuresh Lakshmi Narasimhan100% (1)
- Activated Sludge ProcessDocument45 pagesActivated Sludge Processfaridkhan100% (19)
- MBR-C1 Fundamentals of MBRDocument36 pagesMBR-C1 Fundamentals of MBRAlfonso José García Laguna100% (3)
- Recommended Design Criteria For Sedimentation... : General Considerations..Document5 pagesRecommended Design Criteria For Sedimentation... : General Considerations..Ahmed WagihNo ratings yet
- ActivateSludgeVS Membrane Reactor SLIDEDocument36 pagesActivateSludgeVS Membrane Reactor SLIDEsebascian100% (2)
- MF Uf NFDocument69 pagesMF Uf NFNguyen Huu HieuNo ratings yet
- Active Sludge PDFDocument8 pagesActive Sludge PDFDark_KiroNo ratings yet
- 02 - Biological WWTP II - Moving Bed Biofilm ReactorDocument45 pages02 - Biological WWTP II - Moving Bed Biofilm ReactorAquasoul CoNo ratings yet
- Current Steamflood TechnologyDocument11 pagesCurrent Steamflood Technologyoreamig100% (1)
- Use of A New Size-Weighted Combining Rule To Predict Adsorption in Siliceous ZeolitesDocument17 pagesUse of A New Size-Weighted Combining Rule To Predict Adsorption in Siliceous Zeolitessarvelos1No ratings yet
- WISE Pressure Gauge P710, P720, P730Document8 pagesWISE Pressure Gauge P710, P720, P730KayesCjNo ratings yet
- UHMW-PE Tivar 1000Document2 pagesUHMW-PE Tivar 1000centurion2988No ratings yet
- Fuel For IC EngineDocument25 pagesFuel For IC EngineVenkat Mech RocksNo ratings yet
- DLL ScienceDocument10 pagesDLL ScienceJeralyn Catalonia100% (2)
- Teacher Guide: Photosynthesis Lab: Learning ObjectivesDocument4 pagesTeacher Guide: Photosynthesis Lab: Learning ObjectivesRodrigo Simões MarquesNo ratings yet
- Pemakaian Obat RasionalDocument24 pagesPemakaian Obat RasionalMARTININo ratings yet
- MetalVision Thesis-FinalDocument116 pagesMetalVision Thesis-FinalСтанислав ПодольскийNo ratings yet
- Titrimetric Methods of AnalysesDocument10 pagesTitrimetric Methods of AnalysesJason BakerNo ratings yet
- Kilogram Scale Synthesis of C3A Polymorphs and Their Hydration Re - 2023 - CEMENDocument10 pagesKilogram Scale Synthesis of C3A Polymorphs and Their Hydration Re - 2023 - CEMENMDASIFALINo ratings yet
- Class 9 Cbse EnglishDocument8 pagesClass 9 Cbse EnglishRoben SinghNo ratings yet
- HSE - Design of Plant, Equipment and WorkplacesDocument24 pagesHSE - Design of Plant, Equipment and Workplacessailorgeorge1No ratings yet
- COD LabDocument4 pagesCOD LabKhuresh ShahNo ratings yet
- History of The Discovery of DnaDocument15 pagesHistory of The Discovery of DnaEko SujatmikoNo ratings yet
- Numerical Analysis of A Kerosene-Fueled Scramjet Combustor: Malsur DharavathDocument7 pagesNumerical Analysis of A Kerosene-Fueled Scramjet Combustor: Malsur DharavatharNo ratings yet
- BS en 00459-2-2010Document68 pagesBS en 00459-2-2010KlevisSheteliNo ratings yet
- Lesson Plan - Welding Technology PR8592Document3 pagesLesson Plan - Welding Technology PR8592chandrasekarcncet0% (1)
- Computations:: Weight of Solute (G) Volume of SolutionDocument2 pagesComputations:: Weight of Solute (G) Volume of SolutionMichael Torres100% (1)
- 1-3 Forces Between Charged BodiesDocument6 pages1-3 Forces Between Charged Bodiesgaurav maithaniNo ratings yet
- Experiment 4: Chemical Formula of A HydrateDocument3 pagesExperiment 4: Chemical Formula of A HydrateDental LecturesMMQNo ratings yet
- Toksikologi+dose ResponseDocument45 pagesToksikologi+dose ResponseLilik Zakiya100% (2)
- TantalumDocument16 pagesTantalumjosevitorromualdoNo ratings yet
- BASFDocument42 pagesBASFchqfu2002No ratings yet
- ConclusionDocument3 pagesConclusionKrishiaNo ratings yet
- Activity No. 5 - I Scream For Ice CreamDocument5 pagesActivity No. 5 - I Scream For Ice CreamReynalyn AbaoNo ratings yet
- AppcDocument71 pagesAppcTomy lee youngNo ratings yet
- Task Force DocumentDocument132 pagesTask Force Documentapi-611581266No ratings yet
- Byron KnelsonDocument8 pagesByron KnelsonJuan Carlos Quintuna EspinNo ratings yet