You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- QuiltersCompanion n87Document156 pagesQuiltersCompanion n87Petya Kirilova Maneva86% (7)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Hello Kitty Crochet: Web Extras!Document10 pagesHello Kitty Crochet: Web Extras!Quirk Books86% (42)
- Fiberglass Mold ManualDocument27 pagesFiberglass Mold ManualSteven DiNieri100% (5)
- Fiberglass Mold ManualDocument27 pagesFiberglass Mold ManualSteven DiNieri100% (5)
- PW 2002 126Document99 pagesPW 2002 126SimsoneNo ratings yet
- Chicane by Cookie A v2.0Document13 pagesChicane by Cookie A v2.0gladys elibeth100% (3)
- Loki Head WallDocument13 pagesLoki Head WallCindy MarinNo ratings yet
- Clara Doll Pattern: @ipseveranneDocument10 pagesClara Doll Pattern: @ipseveranneRodica Nicolau100% (1)
- Cutter Compensation ExampleDocument12 pagesCutter Compensation ExampleSankaralingam ShankarNo ratings yet
- Handbuilt - A Potters Guide by Melissa WeissDocument163 pagesHandbuilt - A Potters Guide by Melissa WeisstomazsfNo ratings yet
- HarpyeCat 30 InchDocument1 pageHarpyeCat 30 InchSteven DiNieriNo ratings yet
- Fuselage Index PDFDocument2 pagesFuselage Index PDFSteven DiNieriNo ratings yet
- RV10 Flight Testing PDFDocument23 pagesRV10 Flight Testing PDFSteven DiNieriNo ratings yet
- RV10 Weight and Balance Procedure PDFDocument9 pagesRV10 Weight and Balance Procedure PDFSteven DiNieriNo ratings yet
- Speed and Ffed For Milling Centers PDFDocument8 pagesSpeed and Ffed For Milling Centers PDFSteven DiNieriNo ratings yet
- Speed and Ffed For Milling Centers PDFDocument8 pagesSpeed and Ffed For Milling Centers PDFSteven DiNieriNo ratings yet
- Tooling For Milling Centers PDFDocument9 pagesTooling For Milling Centers PDFSteven DiNieriNo ratings yet
- Hole Cycles PDFDocument26 pagesHole Cycles PDFSteven DiNieriNo ratings yet
- AVM DynamicDocument6 pagesAVM DynamicMalwinder SinghNo ratings yet
- Crochetliving - Blogspot.ro-Giant Pinwheel ShawlDocument3 pagesCrochetliving - Blogspot.ro-Giant Pinwheel ShawlMariana MarianNo ratings yet
- Introduction To Manufacturing Systems Design and Analysis: Spring 2019 Isye 415Document41 pagesIntroduction To Manufacturing Systems Design and Analysis: Spring 2019 Isye 415VaikunthtendulkarNo ratings yet
- Welcome To The Lecture On Introduction To Lathe Machine: Rajshahi University of Engineering & TechnologyDocument44 pagesWelcome To The Lecture On Introduction To Lathe Machine: Rajshahi University of Engineering & TechnologyFaysal AhmedNo ratings yet
- Machine Pan ComboDocument1 pageMachine Pan ComboAnonymous bZTdTpLNo ratings yet
- Mec 123 PracticalDocument41 pagesMec 123 Practicalsanialiu2711No ratings yet
- The Inabel of Ilocos: Woven Cloth For EverydayDocument2 pagesThe Inabel of Ilocos: Woven Cloth For EverydayLea Mae NarraNo ratings yet
- ASTMDocument7 pagesASTMIlyas AhmedNo ratings yet
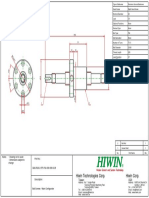
- GBS R20 2.5T5 FSI 250 350 0.05 HiwinCorporation 05 27 2019Document1 pageGBS R20 2.5T5 FSI 250 350 0.05 HiwinCorporation 05 27 2019Radovan KnezevicNo ratings yet
- Difference Between Brazing and WeldingDocument3 pagesDifference Between Brazing and WeldingThanh HuaNo ratings yet
- Carpentry: Applied Technical English Class 9Document6 pagesCarpentry: Applied Technical English Class 9Alan Mauricio Sifuentes GarciaNo ratings yet
- MRP Dan MRP Ii: Departemen ProduksiDocument48 pagesMRP Dan MRP Ii: Departemen ProduksiYulia KusumantiNo ratings yet
- LKN22 02Document2 pagesLKN22 02biddut782No ratings yet
- The Pale LadyDocument2 pagesThe Pale LadyREEM MNo ratings yet
- Planer MachineDocument46 pagesPlaner MachineJosell CaipangNo ratings yet
- Dracy The DragonDocument10 pagesDracy The DragonGiangNo ratings yet
- Nisse 2Document5 pagesNisse 2Cristian Daranuta100% (1)
- Hand Embroidery - DG4065 - 7L6S1B - Guidebook - The Great Courses - TTC (The Great Courses - TTC)Document30 pagesHand Embroidery - DG4065 - 7L6S1B - Guidebook - The Great Courses - TTC (The Great Courses - TTC)one moreNo ratings yet
- Flowtee Forging MachiningDocument2 pagesFlowtee Forging MachiningPRASHANT INGALENo ratings yet
- Assignment Feb 21-Ver 1Document8 pagesAssignment Feb 21-Ver 1ostaz onlineNo ratings yet
- Sewing Tools and EquipmentDocument8 pagesSewing Tools and EquipmentChareLyn CaronggayNo ratings yet
- Eksternal Turning CatalogueDocument30 pagesEksternal Turning CatalogueDedik HandokoNo ratings yet
- Schedule of Finishes: Female CR Male CRDocument7 pagesSchedule of Finishes: Female CR Male CRadobo sinigangNo ratings yet