You might also like
- F - BoringDocument44 pagesF - BoringedsaregNo ratings yet
- Metal Cutting TrainingDocument13 pagesMetal Cutting Trainingநளின் கான்No ratings yet
- Punch Tooling HandbookDocument21 pagesPunch Tooling HandbookAnonymous lB6SsHu5KNo ratings yet
- Turning Tools - General InformationDocument22 pagesTurning Tools - General Informationenamicul50No ratings yet
- End MillsDocument140 pagesEnd MillsGuru PrasadNo ratings yet
- Cutting Force of End Cutting Tool Milling MachiningDocument24 pagesCutting Force of End Cutting Tool Milling MachiningGabryel BogdanNo ratings yet
- 5cuttingconditions 170204214737Document93 pages5cuttingconditions 170204214737ramadanNo ratings yet
- CNC Programming Enhanced Learning System Mill PDFDocument146 pagesCNC Programming Enhanced Learning System Mill PDFYOZINo ratings yet
- Sandvik - Technical Guide - Materials ISODocument41 pagesSandvik - Technical Guide - Materials ISOznovak77100% (1)
- Chapter 6 High Speed MachiningDocument31 pagesChapter 6 High Speed Machiningmuhamadsaidi100% (5)
- 0409 GearSolutionsDocument56 pages0409 GearSolutionsAshish RajNo ratings yet
- General Catalog en GrindingDocument10 pagesGeneral Catalog en GrindingkarthikNo ratings yet
- Chanfer ToolsDocument4 pagesChanfer ToolscljserviceNo ratings yet
- 2016 Endmills and Drills Metric InchDocument396 pages2016 Endmills and Drills Metric InchyoungkyNo ratings yet
- ANCA - Part 1 - Making Rotary Instruments For SurgeonsDocument6 pagesANCA - Part 1 - Making Rotary Instruments For Surgeonsclivas83No ratings yet
- Wood Tooling CatalogDocument32 pagesWood Tooling CatalogLam NguyenNo ratings yet
- 1 ToleranceDocument8 pages1 ToleranceRaymond LO OtucopiNo ratings yet
- EML2322L-Drilling and Milling Speeds and FeedsDocument9 pagesEML2322L-Drilling and Milling Speeds and Feedsjromero_rpgNo ratings yet
- TolerancesDocument37 pagesTolerancescprabhakaranNo ratings yet
- MasterCAM Price ListDocument5 pagesMasterCAM Price ListEmilian PopaNo ratings yet
- H - Additional MachiningDocument51 pagesH - Additional MachiningedsaregNo ratings yet
- Press Tool Components Die MakingDocument29 pagesPress Tool Components Die Makingmayank123100% (1)
- High Feed Milling by SECODocument48 pagesHigh Feed Milling by SECObangash1975No ratings yet
- Training Handbook en LQDocument95 pagesTraining Handbook en LQprakashp111No ratings yet
- High Speed Machining (HSM) : Seminar OnDocument26 pagesHigh Speed Machining (HSM) : Seminar OnAnonymous LFgO4WbID100% (2)
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Anonymous p0mg44x100% (1)
- Metalworking News November 2013Document108 pagesMetalworking News November 2013Caraiane CatalinNo ratings yet
- SANDVIK FRP TOOL SUMMARY c-2920-30Document63 pagesSANDVIK FRP TOOL SUMMARY c-2920-30yanuar_adhiNo ratings yet
- PDFDocument514 pagesPDFRizki PrasetyoNo ratings yet
- A Method For Predicting Chatter Stability For Systems SchmitzDocument8 pagesA Method For Predicting Chatter Stability For Systems SchmitzOvidiu RusuNo ratings yet
- MTM Lab PresentationDocument26 pagesMTM Lab PresentationMuhammad WaseemNo ratings yet
- Cutting Speed Feed andDocument22 pagesCutting Speed Feed andashokrangasamyNo ratings yet
- End Mill and Cutting Tool Design Criteria and Technical FeaturesDocument4 pagesEnd Mill and Cutting Tool Design Criteria and Technical FeaturesdkkNo ratings yet
- Carr Lane Catalog USADocument710 pagesCarr Lane Catalog USAcavadav100% (1)
- Mitsu 14 Technical DataDocument52 pagesMitsu 14 Technical DataRajesh Mishra100% (1)
- MillingCatalog07 08Document108 pagesMillingCatalog07 08mami_meuNo ratings yet
- ALRO MetalsGuidePDFCatalogJune2013LRDocument544 pagesALRO MetalsGuidePDFCatalogJune2013LRIsmael ZavalaNo ratings yet
- PBT mt11060 GDocument250 pagesPBT mt11060 Gandreeaoana45No ratings yet
- Drilling Speeds and FeedsDocument1 pageDrilling Speeds and FeedsLe Hoang HiepNo ratings yet
- Sitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Document24 pagesSitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Rudra DasNo ratings yet
- Turning and Lathe - Guia de Estudo - 2016Document10 pagesTurning and Lathe - Guia de Estudo - 2016Anderson R. RojasNo ratings yet
- CH 5 DrillingDocument39 pagesCH 5 DrillingMANJEET KUMARNo ratings yet
- Machining LatheDocument219 pagesMachining LathehareshNo ratings yet
- Mill Programming Workbook PDFDocument145 pagesMill Programming Workbook PDFmirsom100% (1)
- Automation and Robotics 2020Document58 pagesAutomation and Robotics 2020Nitin rajputNo ratings yet
- Metal Cutting PDFDocument92 pagesMetal Cutting PDFJagadishchandrabose KondamudiNo ratings yet
- Catalogo Holders TungaloyDocument156 pagesCatalogo Holders Tungaloyabsalon_jarvNo ratings yet
- NC-5-axis ProductionDocument674 pagesNC-5-axis ProductionVladimir MagocNo ratings yet
- Programming MillDocument81 pagesProgramming MillEddy ZalieNo ratings yet
- Workholding DevicesDocument38 pagesWorkholding DevicesMark Christian LiwagNo ratings yet
- Prepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDocument30 pagesPrepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDIPAK VINAYAK SHIRBHATE100% (2)
- Appendix I - Pattern Making ProceduresDocument6 pagesAppendix I - Pattern Making ProceduresRafiah N Kamal100% (2)
- Development of A Postprocessor For A Multi-Axis CNC Milling CenteDocument58 pagesDevelopment of A Postprocessor For A Multi-Axis CNC Milling CenteAnonymous PJP78mSxNo ratings yet
- Incremental Sheet Metal Forming On CNC Milling Machine-ToolDocument4 pagesIncremental Sheet Metal Forming On CNC Milling Machine-ToolDionysius WahyoeNo ratings yet
- Advantages of High Speed MachiningDocument6 pagesAdvantages of High Speed MachiningMahendra VadavaleNo ratings yet
- Study of CNC Lathe MachineDocument18 pagesStudy of CNC Lathe MachineGODWIN GNo ratings yet
- Technical Information - Quality Assurance App. 3 Avk Gate ValvesDocument1 pageTechnical Information - Quality Assurance App. 3 Avk Gate ValvesIrudhayarajAnthonySamyNo ratings yet
- Meeting The SIS Standard's Challenge - Users and Manufacturers Working TogetherDocument22 pagesMeeting The SIS Standard's Challenge - Users and Manufacturers Working TogetherIrudhayarajAnthonySamyNo ratings yet
- Technical Information - Coating APP. 1 Avk Gate Valves: Blast CleaningDocument2 pagesTechnical Information - Coating APP. 1 Avk Gate Valves: Blast CleaningIrudhayarajAnthonySamyNo ratings yet
- "Hygate AFC" Cast Iron Gate Valves PN 10: Tender SpecificationDocument1 page"Hygate AFC" Cast Iron Gate Valves PN 10: Tender SpecificationIrudhayarajAnthonySamyNo ratings yet
- Valve World Americas Expo & Conference 2015 Sets New RecordDocument3 pagesValve World Americas Expo & Conference 2015 Sets New RecordIrudhayarajAnthonySamyNo ratings yet
- Computer Consumable PDFDocument3 pagesComputer Consumable PDFIrudhayarajAnthonySamyNo ratings yet
- Supplier Relationship Management: Vendor Registration/ Update FormDocument3 pagesSupplier Relationship Management: Vendor Registration/ Update FormIrudhayarajAnthonySamy100% (1)
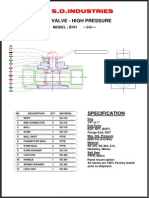
- S D Industries - Ball ValveDocument1 pageS D Industries - Ball ValveIrudhayarajAnthonySamyNo ratings yet
- Trevisan DS600Document16 pagesTrevisan DS600IrudhayarajAnthonySamyNo ratings yet
- Common G Codes and M Codes For CNC Machine ControlsDocument2 pagesCommon G Codes and M Codes For CNC Machine ControlsIrudhayarajAnthonySamy100% (1)
- Attachment - 1Document5 pagesAttachment - 1IrudhayarajAnthonySamyNo ratings yet
- Trevisan DS600 200CDocument3 pagesTrevisan DS600 200CIrudhayarajAnthonySamyNo ratings yet
- Overview of API Pipeline Valve Specifications 6D and 6DSS: 23 - 24 April 2013Document3 pagesOverview of API Pipeline Valve Specifications 6D and 6DSS: 23 - 24 April 2013IrudhayarajAnthonySamyNo ratings yet
- Non-Rising Stem 125# Federal Specification: Bronze Gate ValvesDocument2 pagesNon-Rising Stem 125# Federal Specification: Bronze Gate ValvesIrudhayarajAnthonySamyNo ratings yet
- Technical Threading Chart 2015Document1 pageTechnical Threading Chart 2015D_D_76No ratings yet
- Min - TJL API RP 7g-2 - For MsDocument1 pageMin - TJL API RP 7g-2 - For MsEdwin MPNo ratings yet
- Machine Shop1 PDFDocument68 pagesMachine Shop1 PDFAnonymous 9QQ0Rrml9vNo ratings yet
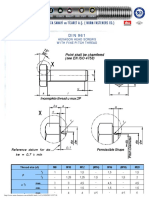
- Hexagon Head Screws With Fine Pitch ThreadDocument3 pagesHexagon Head Screws With Fine Pitch ThreadRolffoTelloNo ratings yet
- Automatic Screw Machine Practice: Machinery'S Reference SeriesDocument45 pagesAutomatic Screw Machine Practice: Machinery'S Reference SeriesKurtis FascianoNo ratings yet
- Slitter Knives (Top/Bottom Slitter Knives) 裁切專用刀具-分條圓刀 (上/下圓刀)Document3 pagesSlitter Knives (Top/Bottom Slitter Knives) 裁切專用刀具-分條圓刀 (上/下圓刀)smartcad60No ratings yet
- Machine Shop NotesDocument40 pagesMachine Shop Notesga3006100% (1)
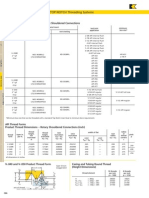
- Engineering Information - Pipe Thread DataDocument1 pageEngineering Information - Pipe Thread DataShony ErdinalNo ratings yet
- Jigs and Fixtures - Definition, Types, Advantages, ApplicationsDocument14 pagesJigs and Fixtures - Definition, Types, Advantages, Applicationsmensahgeorge836No ratings yet
- Universal Cutter /grinder: Owner'S ManualDocument16 pagesUniversal Cutter /grinder: Owner'S ManualMawan Bentz100% (1)
- SocketPressurePlugs PDFDocument3 pagesSocketPressurePlugs PDFJoram MHNo ratings yet
- Bollhoff HeliCoil Plus Thread Repair KitsDocument40 pagesBollhoff HeliCoil Plus Thread Repair KitsAce Industrial SuppliesNo ratings yet
- Metric Clearance Hole ChartDocument2 pagesMetric Clearance Hole ChartNafees ShaikhNo ratings yet
- Experiment No. 1: AIM: To Study Single Point Cutting ToolDocument40 pagesExperiment No. 1: AIM: To Study Single Point Cutting ToolShreyas GajapureNo ratings yet
- Question Answer On Lathe Milling Drilling Grinding (Join AICTE Telegram Group)Document74 pagesQuestion Answer On Lathe Milling Drilling Grinding (Join AICTE Telegram Group)Vivek SharmaNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument38 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingCh TalhaNo ratings yet
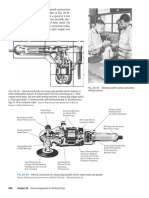
- Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsDocument7 pagesFig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsWilly UioNo ratings yet
- Cutting Tools - KENNEDYDocument304 pagesCutting Tools - KENNEDYordenador90No ratings yet
- Ofnc/Cnc: VhalismcuDocument3 pagesOfnc/Cnc: VhalismcuDept. Of Mechanical Engg.No ratings yet
- Apprentice Machinist Curriculum StandardDocument114 pagesApprentice Machinist Curriculum Standardabyzen100% (1)
- Thread GageDocument30 pagesThread GageRosendo RizoNo ratings yet
- Lathe MachineDocument35 pagesLathe MachineBir Bahadur Mishra100% (3)
- Collet ChuckDocument4 pagesCollet ChuckAndrei IftincaNo ratings yet
- BR2201 InsertManufacturingDocument4 pagesBR2201 InsertManufacturingrabeaNo ratings yet
- Rainbow CatalougeDocument5 pagesRainbow Catalougeapi-257794235No ratings yet
- Whatsapp Marketing Gaya Safiey IliasDocument21 pagesWhatsapp Marketing Gaya Safiey IliasTasya SherinNo ratings yet
- API v-.038 Thread Tech DetailsDocument1 pageAPI v-.038 Thread Tech DetailsabhijitrathiNo ratings yet
- Tkro - Pekerjaan Dasar Teknik Otomotif Kelas X (Respons)Document14 pagesTkro - Pekerjaan Dasar Teknik Otomotif Kelas X (Respons)murdiNo ratings yet
- Standards Status ReportDocument4 pagesStandards Status Reportramnik20098676No ratings yet