You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Flange Pad CalcsDocument4 pagesFlange Pad CalcstomNo ratings yet
- Superconducting MaterialsDocument42 pagesSuperconducting Materialsvishal kumar sinha100% (1)
- Hammelmann InfoDocument668 pagesHammelmann Infofernando100% (1)
- An Ideal Gas Mixture Consists of 2kmol of N2 and 6 Kmol of CO2. The Mass Fraction of CO2 IsDocument9 pagesAn Ideal Gas Mixture Consists of 2kmol of N2 and 6 Kmol of CO2. The Mass Fraction of CO2 IsLance Andrew LagmanNo ratings yet
- Spreadsheet - Gas Blanketed Tanks - Inbreathing Process Calculations & Control Valve Sizing - Rev2Document26 pagesSpreadsheet - Gas Blanketed Tanks - Inbreathing Process Calculations & Control Valve Sizing - Rev2venkatesh801No ratings yet
- Piping Handbook PDFDocument39 pagesPiping Handbook PDFDam VoNo ratings yet
- 195 PDFDocument2 pages195 PDFGeLoRa66No ratings yet
- Alloy 5356 Weld Data Sheet: Typical ApplicationsDocument2 pagesAlloy 5356 Weld Data Sheet: Typical ApplicationsGeLoRa66No ratings yet
- Technical ManualDocument11 pagesTechnical ManualGeLoRa66No ratings yet
- Manual Roladora DURMADocument79 pagesManual Roladora DURMAGeLoRa66No ratings yet
- Guia de Aplicacion para Potencia HidraulicaDocument62 pagesGuia de Aplicacion para Potencia HidraulicaGeLoRa66No ratings yet
- Masoneilan 39003 Series High Performance Butterfly Valves (HPBV)Document20 pagesMasoneilan 39003 Series High Performance Butterfly Valves (HPBV)Sergio IvánNo ratings yet
- Solutions of Circular Membrane With Besse LsDocument8 pagesSolutions of Circular Membrane With Besse Lsspylogo3No ratings yet
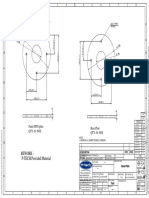
- Rework - P-TECH Provided Material: Panel MTG Plate Qty-01 Nos Base Plate Qty - 01 NosDocument2 pagesRework - P-TECH Provided Material: Panel MTG Plate Qty-01 Nos Base Plate Qty - 01 NosAmit KpNo ratings yet
- (2009) B. H. GebreslassieDocument10 pages(2009) B. H. GebreslassieHusnain AliNo ratings yet
- Long List Research Thematics PHD Fisica e Tecnologie Emergenti Xxxix NDocument14 pagesLong List Research Thematics PHD Fisica e Tecnologie Emergenti Xxxix NMalik RehmanNo ratings yet
- BS 6399-2 Wind LoadingDocument68 pagesBS 6399-2 Wind Loadingzewhite0% (1)
- KOM Lesson PlanDocument2 pagesKOM Lesson PlanFarhan Shah Sarani100% (1)
- Plasma Physics (Phys 403) Single Particle Motion: Magnetic MirrorsDocument7 pagesPlasma Physics (Phys 403) Single Particle Motion: Magnetic MirrorsRobiul Islam RobiNo ratings yet
- Brinell Hardness TestDocument6 pagesBrinell Hardness TestAnonymous 4APvkrc6No ratings yet
- Interpreting TGA CurvesDocument4 pagesInterpreting TGA CurvesCecilia ManriqueNo ratings yet
- Datasheet Welltec Setting Tool: Applications Features BenefitsDocument1 pageDatasheet Welltec Setting Tool: Applications Features BenefitsJamalNo ratings yet
- Delta Ferrite ContentDocument1 pageDelta Ferrite ContentkapsarcNo ratings yet
- Seminar On: Types of Camera and Aerial PhotographyDocument10 pagesSeminar On: Types of Camera and Aerial PhotographyJahanara BegumNo ratings yet
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDocument9 pagesSeamless and Welded Ferritic/Austenitic Stainless Steel Pipebdr85No ratings yet
- Hydraulics LabDocument2 pagesHydraulics LabgpowerpNo ratings yet
- WWW Fernengineering Com 1601468629Document8 pagesWWW Fernengineering Com 1601468629BryanMojalottMoroteNo ratings yet
- Drying: BKC3492 Separation Process Dr. Zulkifly Jemaat 2015/2016-IDocument50 pagesDrying: BKC3492 Separation Process Dr. Zulkifly Jemaat 2015/2016-IJanagaraj SukumaranNo ratings yet
- RWF Operacion y MantenimientoDocument52 pagesRWF Operacion y MantenimientodfmolinaNo ratings yet
- Sae J110-2002Document13 pagesSae J110-2002Marcos RosenbergNo ratings yet
- Environmental Displacement Briefing PaperDocument3 pagesEnvironmental Displacement Briefing PaperEdwardNo ratings yet
- Discontinuous Deformation Analysis in Rock Engineering ModellingDocument12 pagesDiscontinuous Deformation Analysis in Rock Engineering ModellingfreezefreezeNo ratings yet
- Die Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingDocument30 pagesDie Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingAmitNo ratings yet
- Chapter 2 Kinematics 1DDocument46 pagesChapter 2 Kinematics 1Dnicky1213aNo ratings yet
- Internøl Using: Modelírrg of Ønd Thrust Load WRCDocument5 pagesInternøl Using: Modelírrg of Ønd Thrust Load WRCUWNo ratings yet
- Som Lab ManualDocument33 pagesSom Lab ManualRakheeb BashaNo ratings yet