You might also like
- Fixedjaw 1Document1 pageFixedjaw 1yhalawany2001No ratings yet
- Support capuitor pentru masina de nituit rama AB + CDocument1 pageSupport capuitor pentru masina de nituit rama AB + CISTVÁN GYENGENo ratings yet
- Autocad 01Document1 pageAutocad 01WALDIR CALLO QUISPENo ratings yet
- BS 2640 HTDocument9 pagesBS 2640 HTTAKECHI DARIO GUTARRA ARIASNo ratings yet
- Large solids-handling impeller pumps with cast iron or stainless steel constructionDocument7 pagesLarge solids-handling impeller pumps with cast iron or stainless steel constructionAhmedRamadanNo ratings yet
- Technical Specifica On: ConfigurationDocument13 pagesTechnical Specifica On: ConfigurationCrisnuel RamirezNo ratings yet
- Machine Contrustion Tutorial NotesDocument5 pagesMachine Contrustion Tutorial NotesFady KamilNo ratings yet
- Exploded view and replacement parts list for indoor unitDocument14 pagesExploded view and replacement parts list for indoor unitPepz Rosauro NavarraNo ratings yet
- Screw Jack REHAN PDFDocument1 pageScrew Jack REHAN PDFVinayak NaikNo ratings yet
- PBL345 R 01Document5 pagesPBL345 R 01danhproNo ratings yet
- Red Dot 25yd Mod1 - 1 (Ar 15)Document1 pageRed Dot 25yd Mod1 - 1 (Ar 15)damin747No ratings yet
- 32 - Knuckle Joint FinalDocument1 page32 - Knuckle Joint Finaladmam jones75% (4)
- BP-30003-2-1CPDocument3 pagesBP-30003-2-1CPMURALI GURU lmgNo ratings yet
- BP9763 A3 Sheet 03Document1 pageBP9763 A3 Sheet 03Miguel MotaNo ratings yet
- Piano Cold Coffe SwingDocument2 pagesPiano Cold Coffe SwingRubén SollosoNo ratings yet
- Ruler 30-cm by MMDocument1 pageRuler 30-cm by MMWakhidawieda Genx Putm SmepsakaNo ratings yet
- 168ez EnclrevDocument1 page168ez EnclrevMichael ManolitsakisNo ratings yet
- Technical Specification: ConfigurationDocument7 pagesTechnical Specification: ConfigurationAhmedRamadanNo ratings yet
- Absen TK KArtiniDocument25 pagesAbsen TK KArtiniWaa Syawqooh Ilaa SayyidiyyNo ratings yet
- MP3127 LT 3 210 FlygtDocument7 pagesMP3127 LT 3 210 Flygtİlge Cem TarımcıoğluNo ratings yet
- WHO Growth Chart Girl - Draft 01 - 243678126 PDDocument3 pagesWHO Growth Chart Girl - Draft 01 - 243678126 PDWinata FikaNo ratings yet
- Map HautBeyleron A3Document1 pageMap HautBeyleron A3fargastaNo ratings yet
- Washer Pump xmv3g25Document1 pageWasher Pump xmv3g25buzzfuzzNo ratings yet
- Nah Meiloud Lekssar Tableau Des SemellesDocument1 pageNah Meiloud Lekssar Tableau Des SemellesLemrabott MustafaNo ratings yet
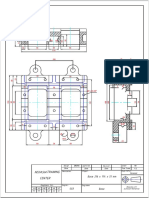
- Neoasia Training Center: Base 216 X 174 X 51 MMDocument1 pageNeoasia Training Center: Base 216 X 174 X 51 MMdimasNo ratings yet
- Red Dot 25yd50Document1 pageRed Dot 25yd50beetho1990No ratings yet
- Cold - Coffe vERSION-Piano - 1Document1 pageCold - Coffe vERSION-Piano - 1Rubén SollosoNo ratings yet
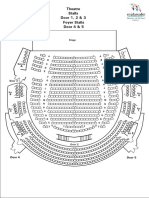
- TH Seating PlanDocument4 pagesTH Seating PlanKat MNo ratings yet
- 4-Arm Machine Part DrawingDocument1 page4-Arm Machine Part DrawingDivyansh Bansal0% (1)
- 41 - Blow Off Cock Assembly FinalDocument1 page41 - Blow Off Cock Assembly Finaladmam jones50% (2)
- 7050e Diagrams PDFDocument32 pages7050e Diagrams PDFxerox1025No ratings yet
- Glowworm Betacom C July 09 PDFDocument68 pagesGlowworm Betacom C July 09 PDFAftab MajeedNo ratings yet
- Project Title: Side View Mining Truck "Toys" Scale: 1: 4 Computer Aided Design Midterm ExamDocument1 pageProject Title: Side View Mining Truck "Toys" Scale: 1: 4 Computer Aided Design Midterm ExamVabio RanggaNo ratings yet
- Hasta Mi Final ViolinDocument2 pagesHasta Mi Final ViolinTreidys PerdomoNo ratings yet
- 214B, 214B FT & 224B Excavators Electrical System: Machine Harness Connector and Component LocationsDocument2 pages214B, 214B FT & 224B Excavators Electrical System: Machine Harness Connector and Component Locationsمهدي شقرونNo ratings yet
- Part 053Document1 pagePart 053Nedim SrabovicNo ratings yet
- Hallelujah Cello CohenDocument1 pageHallelujah Cello CohenLoana TorresNo ratings yet
- Pump CurveDocument8 pagesPump CurveClark HonradoNo ratings yet
- 4470 - 121302 Part ListDocument2 pages4470 - 121302 Part Listluisa fernanda ordoñez casasNo ratings yet
- Pressure Switch: Installation GuideDocument3 pagesPressure Switch: Installation GuideBruno W. RafaelNo ratings yet
- Coolant Flow Vs External RestrictionDocument2 pagesCoolant Flow Vs External RestrictionJhon Hever Benitez HernandezNo ratings yet
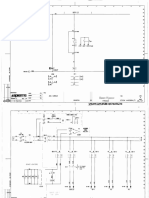
- Power supply and motor control circuitDocument1 pagePower supply and motor control circuitLuis Alfonso Prada LeonNo ratings yet
- Piano composition analysis cold coffeeDocument1 pagePiano composition analysis cold coffeeRubén SollosoNo ratings yet
- 2024 Estimates - Global Pepper Balance SheetDocument15 pages2024 Estimates - Global Pepper Balance SheetJasvinder SethiNo ratings yet
- Fig. 2A.3Document1 pageFig. 2A.3Cyruss MeranoNo ratings yet
- Child Growth Chart WHO Girls Z 0 5Document1 pageChild Growth Chart WHO Girls Z 0 5Nurbieber Saiianklylavrilavigne BieberNo ratings yet
- Soil Stress, Axial VS DepthDocument1 pageSoil Stress, Axial VS DepthAW EfendiNo ratings yet
- Hino 300 Xzu y Xku Fuse PanelDocument2 pagesHino 300 Xzu y Xku Fuse PanelJack Norhy50% (8)
- BST35 PartsDocument2 pagesBST35 PartsEthan HostetterNo ratings yet
- Schematic DiagramDocument10 pagesSchematic DiagramJefford Klein GogoNo ratings yet
- Invierno - VivaldiDocument3 pagesInvierno - VivaldiFernando Martínez TarancónNo ratings yet
- Ignition Transformer For MS5001Document3 pagesIgnition Transformer For MS5001Chidiebere Samuel OkogwuNo ratings yet
- Pompa Grease Trap 166,2 LPM @22 MDocument5 pagesPompa Grease Trap 166,2 LPM @22 MAndreas B KresnawanNo ratings yet
- TS-SP-2 - CLAM - Rev 0Document1 pageTS-SP-2 - CLAM - Rev 0eva maniceNo ratings yet
- Relay: Vbus+ Vbus - 12V +12VDocument4 pagesRelay: Vbus+ Vbus - 12V +12VJuan SayagoNo ratings yet
- Yo Te Esperaba-Tenor - SaxophoneDocument2 pagesYo Te Esperaba-Tenor - Saxophonesaxtenor6No ratings yet
- P007 Abn CCC Ar SHD 2548 S01Document1 pageP007 Abn CCC Ar SHD 2548 S01Abdul basithNo ratings yet
- 2019-2020 Dixon Unified School District School Year CalendarDocument1 page2019-2020 Dixon Unified School District School Year CalendarAnonymous 9E0QDjy7No ratings yet
- One Bold Move a Day: Meaningful Actions Women Can Take to Fulfill Their Leadership and Career PotentialFrom EverandOne Bold Move a Day: Meaningful Actions Women Can Take to Fulfill Their Leadership and Career PotentialNo ratings yet
- Guidelines For Welding Stainless Alloy Piping Part 2Document4 pagesGuidelines For Welding Stainless Alloy Piping Part 2kapsarcNo ratings yet
- Guidelines For Welding Stainless Alloy Piping Part 1Document4 pagesGuidelines For Welding Stainless Alloy Piping Part 1kapsarcNo ratings yet
- Viking Material SpecsDocument12 pagesViking Material SpecskapsarcNo ratings yet
- Specification For PumpsDocument29 pagesSpecification For PumpsEmad Rakat100% (1)
- Inch to mm Conversion Chart: Fractional and Decimal InchesDocument1 pageInch to mm Conversion Chart: Fractional and Decimal InchesIvan SimeonNo ratings yet
- Pre Qualified WPSDocument1 pagePre Qualified WPSkapsarcNo ratings yet
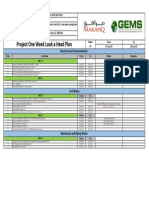
- One Week Look A Head PlanDocument1 pageOne Week Look A Head PlankapsarcNo ratings yet
- Piping IsoDocument1 pagePiping IsokapsarcNo ratings yet
- PN 16 Flange EN1092Document2 pagesPN 16 Flange EN1092kapsarcNo ratings yet
- Weld Joint Location in Pressure VesselDocument1 pageWeld Joint Location in Pressure VesselkapsarcNo ratings yet
- Summary of Changes To ASME Section IX, 2021 Edition As Published in The Welding Journal, July, 2021Document6 pagesSummary of Changes To ASME Section IX, 2021 Edition As Published in The Welding Journal, July, 2021Menad SalahNo ratings yet
- WQT - Aws D1.1Document3 pagesWQT - Aws D1.1kapsarc100% (1)
- Construction Progress Report - 1Document2 pagesConstruction Progress Report - 1kapsarcNo ratings yet
- Boehler 2507 P100 Rutile E2594 16 Covered ElectrodeDocument1 pageBoehler 2507 P100 Rutile E2594 16 Covered ElectrodekapsarcNo ratings yet
- Horizontal Slurry PumpDocument1 pageHorizontal Slurry PumpkapsarcNo ratings yet
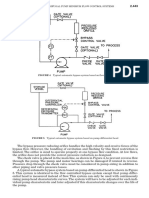
- Pump Back Pressure RegulatorDocument1 pagePump Back Pressure RegulatorkapsarcNo ratings yet
- Pump SealDocument1 pagePump SealkapsarcNo ratings yet
- Typical ARC Valve Bypass For PumpDocument1 pageTypical ARC Valve Bypass For PumpkapsarcNo ratings yet
- Construction Progress Report - 2Document2 pagesConstruction Progress Report - 2kapsarcNo ratings yet
- Instrumentation Control For Pumps - 1Document1 pageInstrumentation Control For Pumps - 1kapsarcNo ratings yet
- Slurry PumpDocument1 pageSlurry PumpkapsarcNo ratings yet
- Double Suction ImpellerDocument1 pageDouble Suction ImpellerkapsarcNo ratings yet
- Drive Unit For PumpDocument1 pageDrive Unit For PumpkapsarcNo ratings yet
- RT Acceptance Criteria For Pressure VesselDocument1 pageRT Acceptance Criteria For Pressure VesselkapsarcNo ratings yet
- Icp-Pd-102 - CPD - 202203Document22 pagesIcp-Pd-102 - CPD - 202203HalimNo ratings yet
- Chemical Compositiopn of FCAW ElectrodesDocument1 pageChemical Compositiopn of FCAW ElectrodeskapsarcNo ratings yet
- Weld Joint Location in Pressure VesselDocument1 pageWeld Joint Location in Pressure VesselkapsarcNo ratings yet
- Vertical Dry Pit PumpDocument1 pageVertical Dry Pit PumpkapsarcNo ratings yet
- Integral Flange FactorDocument1 pageIntegral Flange FactorkapsarcNo ratings yet
- Mtu - Technical Documentation: ServiceDocument208 pagesMtu - Technical Documentation: Serviceabduh qaidNo ratings yet
- ITP For Mild Steel Pipe WorksDocument4 pagesITP For Mild Steel Pipe WorksKumar AbhishekNo ratings yet
- Timeline Planning for Tongkang ConstructionDocument1 pageTimeline Planning for Tongkang Constructionaditya kristantoNo ratings yet
- Section 10 ConnectionsDocument17 pagesSection 10 ConnectionsThirupathi RajaNo ratings yet
- Joining Wood by Friction Welding: B. Stamm J. Natterer P. NaviDocument8 pagesJoining Wood by Friction Welding: B. Stamm J. Natterer P. NaviFerdy SabonoNo ratings yet
- PRODUCT CERTIFICATE DETAILSDocument1 pagePRODUCT CERTIFICATE DETAILSGonzalo TelleríaNo ratings yet
- Internship Report at Crescent Textile Mills, FaisalabadDocument7 pagesInternship Report at Crescent Textile Mills, FaisalabadMuhammad Adil Rehman100% (1)
- Steel Connection WeldingDocument56 pagesSteel Connection WeldingKentDemeterio100% (2)
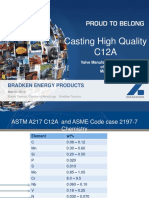
- Casting High Quality C12A: Bradken Energy ProductsDocument37 pagesCasting High Quality C12A: Bradken Energy Productsdelta lab sangliNo ratings yet
- Big Blue 300 Pro: The Power of BlueDocument8 pagesBig Blue 300 Pro: The Power of BlueAlfred Kojo NassarahNo ratings yet
- Pipefitting Full Curriculum Rev2.1Document618 pagesPipefitting Full Curriculum Rev2.1sean100% (1)
- Radiography Weld Defects GuideDocument50 pagesRadiography Weld Defects GuideWisüttisäk Peäröön100% (2)
- Ridong Ultrasonic Technology Helping You SucceedDocument24 pagesRidong Ultrasonic Technology Helping You SucceedRoger SalamancaNo ratings yet
- EX2500-6 Technical Man. TroubleshootingDocument284 pagesEX2500-6 Technical Man. TroubleshootingJardel Fernandes de MoraesNo ratings yet
- 9 (1) 1-GlovesDocument14 pages9 (1) 1-GlovesLLNo ratings yet
- Proposed House For MR Nadun: Structural DrawingsDocument22 pagesProposed House For MR Nadun: Structural DrawingsSamitha SoysaNo ratings yet
- Stainless Steel Bare Wire: Safety Data SheetDocument8 pagesStainless Steel Bare Wire: Safety Data SheetGiovanni AguaisNo ratings yet
- HFMI 1-S2.0-S0141029621003849-MainDocument13 pagesHFMI 1-S2.0-S0141029621003849-MainMd MehtabNo ratings yet
- Paint Application Guide No. 11: SSPC: The Society For Protective CoatingsDocument6 pagesPaint Application Guide No. 11: SSPC: The Society For Protective CoatingsaRiTo!No ratings yet
- SAIC-W-2006 Rev 8Document4 pagesSAIC-W-2006 Rev 8saravananmenmathiNo ratings yet
- MJPDocument22 pagesMJPJatin BangaliNo ratings yet
- Flash Butt Welding of RailsDocument4 pagesFlash Butt Welding of RailsNagarajesh NaraparajuNo ratings yet
- ThyssenKrupp Steel Data Sheet P235GHDocument4 pagesThyssenKrupp Steel Data Sheet P235GHjaseerkannothNo ratings yet
- Body of Knowledge: AWS Certified Welding InspectorDocument1 pageBody of Knowledge: AWS Certified Welding InspectorAbdul-wahab RiyadhNo ratings yet
- Aspire Sep 2021 Mech Newsletter SSNDocument33 pagesAspire Sep 2021 Mech Newsletter SSNAlphinNo ratings yet
- ASME Weld Number Tables (P, F, A)Document19 pagesASME Weld Number Tables (P, F, A)Osman GoneNo ratings yet
- Certificados Almejas GuvenDocument8 pagesCertificados Almejas GuvenDavid NahNo ratings yet
- Oisd-128 - UNFIRED PRESSURE VESSELSDocument32 pagesOisd-128 - UNFIRED PRESSURE VESSELSAnoopNo ratings yet
- Welding Rod Calculation 2024Document4 pagesWelding Rod Calculation 2024jcabenian8No ratings yet
- Production TechnologyDocument5 pagesProduction TechnologyAparnaa MoorthyNo ratings yet