You might also like
- Saudi Aramco welding inspection checklistDocument3 pagesSaudi Aramco welding inspection checklistManoj KumarNo ratings yet
- MSDS for Uni-Paint Fine and Medium MarkersDocument2 pagesMSDS for Uni-Paint Fine and Medium Markerspitichai_p100% (2)
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Document16 pagesNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVNo ratings yet
- AHF Bulk Transport, Distribution and HandlingDocument27 pagesAHF Bulk Transport, Distribution and HandlingShailesh RavalNo ratings yet
- SAUDI ARAMCO POST-WELDING VISUAL INSPECTION CHECKLISTDocument6 pagesSAUDI ARAMCO POST-WELDING VISUAL INSPECTION CHECKLISTManoj KumarNo ratings yet
- SAIC W 2069 in Process Welding InspectionDocument8 pagesSAIC W 2069 in Process Welding InspectionAbdul Gafoor ShaikhNo ratings yet
- Thermax Limited: Inspection Procedure For GalvanizingDocument14 pagesThermax Limited: Inspection Procedure For GalvanizingNsidibe Michael EtimNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- Qualification of Welding Procedures and WeldersDocument20 pagesQualification of Welding Procedures and WeldersZanuardi YahyaNo ratings yet
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDocument1 page22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- Application Form For CSWIP 5 Year Renewal (Overseas) - v3 1Document7 pagesApplication Form For CSWIP 5 Year Renewal (Overseas) - v3 1Bamarasan ArasanNo ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- SB410 (JIS) - Worldwide Equivalent Grades 11Document1 pageSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- 625 CRO - SAW Study - Final Report PDFDocument21 pages625 CRO - SAW Study - Final Report PDFAnouar AbdelmoulaNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Weld History Sheet-4Document4 pagesWeld History Sheet-4MITHUNNo ratings yet
- Weld Summary: SATIP-W-011-01 SATR-W-2008 30/apr/13 19/04/2020Document3 pagesWeld Summary: SATIP-W-011-01 SATR-W-2008 30/apr/13 19/04/2020bishalNo ratings yet
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkNo ratings yet
- Saudi Aramco Inspection ChecklistDocument13 pagesSaudi Aramco Inspection ChecklistAli AhmedNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- Write WPS ISO 15614Document10 pagesWrite WPS ISO 15614Hoang LamNo ratings yet
- BohlerThyssen PDFDocument386 pagesBohlerThyssen PDFElMacheteDelHuesoNo ratings yet
- 003 - PTS - Pipeline Welding - Rev 0Document38 pages003 - PTS - Pipeline Welding - Rev 0Praveen KumarNo ratings yet
- CV Mechanical Engineer with Extensive Experience in Oil & Gas ProjectsDocument3 pagesCV Mechanical Engineer with Extensive Experience in Oil & Gas Projectshamza brahmiNo ratings yet
- Wps Guides 2006Document25 pagesWps Guides 2006BE GNo ratings yet
- Inspection and Test Plan Sheet: Pt. Pertamina Geothermal Energy Pt. Bina Rasano EngineeringDocument2 pagesInspection and Test Plan Sheet: Pt. Pertamina Geothermal Energy Pt. Bina Rasano EngineeringHerruSetiawan100% (1)
- DefectDocument2 pagesDefectanon_90890103100% (1)
- Inspection of The Hot Dipped Galvanizing ProcessDocument5 pagesInspection of The Hot Dipped Galvanizing ProcessIrinaNo ratings yet
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofNO ONENo ratings yet
- Cswip3.2 Content ONLYDocument3 pagesCswip3.2 Content ONLYSathishkumar. KNo ratings yet
- Form Qw-482 Format For Welding Procedure Specification (WPS) (See QW-200,1, Section Ix, ASME Boiler and Pressure Vessel Code)Document4 pagesForm Qw-482 Format For Welding Procedure Specification (WPS) (See QW-200,1, Section Ix, ASME Boiler and Pressure Vessel Code)Rajkumar ArikumarNo ratings yet
- Saic H 2015Document4 pagesSaic H 2015jerinNo ratings yet
- API 653 Above Ground Storage Tank InspectorDocument2 pagesAPI 653 Above Ground Storage Tank InspectorMohamed Hichem Guesmi0% (1)
- Exam Narative Cswip 3.2Document5 pagesExam Narative Cswip 3.2yuwantoniNo ratings yet
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDocument9 pages2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNo ratings yet
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocument3 pagesSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- Hardness Test Report: Test Details Machine DetailsDocument1 pageHardness Test Report: Test Details Machine DetailsESHWAR CHARYNo ratings yet
- WPS for FCAW Welding of SteelDocument2 pagesWPS for FCAW Welding of SteelHamid MansouriNo ratings yet
- 131.4.1-1 Temperaturas de PreaquecimentoDocument1 page131.4.1-1 Temperaturas de PreaquecimentoRodrigo CarneiroNo ratings yet
- Control Ferrite Content Stainless Steel WeldsDocument5 pagesControl Ferrite Content Stainless Steel Weldstedmer1No ratings yet
- High Performance Epoxy Coating SpecificationDocument12 pagesHigh Performance Epoxy Coating SpecificationDanny SeeNo ratings yet
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrNo ratings yet
- SAUDICHECK - WELD TRACKING DATABASEDocument5 pagesSAUDICHECK - WELD TRACKING DATABASEManoj KumarNo ratings yet
- WPS List For Piping: (Asme Section Ix)Document2 pagesWPS List For Piping: (Asme Section Ix)Ali MoosaviNo ratings yet
- Saudi Aramco Inspection ChecklistDocument22 pagesSaudi Aramco Inspection ChecklistAhdal NoushadNo ratings yet
- W-55 PLATE ID CARDDocument6 pagesW-55 PLATE ID CARDKrishnan TnNo ratings yet
- PQR With-PwhtDocument2 pagesPQR With-PwhtKarthikNo ratings yet
- WIS5 ConsumablesDocument29 pagesWIS5 ConsumablesMNur SarhanNo ratings yet
- CSWIP 3.1 Training Questions For Pipe Butt Weld 3Document5 pagesCSWIP 3.1 Training Questions For Pipe Butt Weld 3ahmad fikrieNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothNo ratings yet
- Duplex Ss Welding PDF FreeDocument8 pagesDuplex Ss Welding PDF Freeel_sharkawy2011No ratings yet
- Satr-W-2010Document1 pageSatr-W-2010Joni Carino SuniNo ratings yet
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 pagesTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- Saic W 2011Document3 pagesSaic W 2011munnaNo ratings yet
- Saic W 2006Document1 pageSaic W 2006Abdelaziz MohamedNo ratings yet
- Lecture 13 To OnwardsDocument42 pagesLecture 13 To OnwardsMUHAMMADTAHA SARWARNo ratings yet
- BLASTING TECHNICAL GUIDEDocument16 pagesBLASTING TECHNICAL GUIDESivaratnam Navatharan100% (1)
- The Marangoni Effect ZulaikhaDocument3 pagesThe Marangoni Effect ZulaikhaZulaikha ZulaikhaNo ratings yet
- Ch. 1 - Semiconductor Diodes SummaryDocument2 pagesCh. 1 - Semiconductor Diodes SummaryJesryniel PlazaNo ratings yet
- BETX XXXX Manufacturing Process Quiz 1Document1 pageBETX XXXX Manufacturing Process Quiz 1mridzuan69No ratings yet
- Dr. Ayan Mukherjee WebinarDocument51 pagesDr. Ayan Mukherjee WebinarAYAN MUKHERJEENo ratings yet
- One Dimensional Steady Heat Conduction Problems: Simple Ideas For Complex ProblemsDocument23 pagesOne Dimensional Steady Heat Conduction Problems: Simple Ideas For Complex ProblemsKai MaldonadoNo ratings yet
- Article Tablet Press Operation Sticking 10 2003 PDFDocument5 pagesArticle Tablet Press Operation Sticking 10 2003 PDFhieuNo ratings yet
- SEMESTER-X - Physics Questions - 2020 - AU PDFDocument7 pagesSEMESTER-X - Physics Questions - 2020 - AU PDFRaunak AnjumNo ratings yet
- Kit Insert KolesterolDocument7 pagesKit Insert KolesterolArsita SetyaniNo ratings yet
- Experiment 2Document6 pagesExperiment 2Rohann James Abrogueña ReañoNo ratings yet
- SUS316 Compression Fitting SafetyDocument7 pagesSUS316 Compression Fitting SafetysunanNo ratings yet
- Compressibility of Soils: Geotechnical Engineering IIDocument34 pagesCompressibility of Soils: Geotechnical Engineering IIAriel SialongoNo ratings yet
- ASSET BOOKLET - GRADE 8 - Answers With ExplanationDocument109 pagesASSET BOOKLET - GRADE 8 - Answers With ExplanationdfsfdsNo ratings yet
- Reaction Coupled SeparationDocument75 pagesReaction Coupled SeparationAnushka DashputraNo ratings yet
- R 152a Diagrama de Refrigerante P-HDocument1 pageR 152a Diagrama de Refrigerante P-HJose LuisNo ratings yet
- Pengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMDocument15 pagesPengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMMulYadi100% (1)
- Waste ManagementDocument7 pagesWaste Managementwongsc70No ratings yet
- Solubility Curves - CPDocument2 pagesSolubility Curves - CPAna WinterNo ratings yet
- Nalco R-1011 PDFDocument10 pagesNalco R-1011 PDFThashna DusoruthNo ratings yet
- 5-55 - Inweld-12 1 17Document51 pages5-55 - Inweld-12 1 17nateNo ratings yet
- Geopolymer - Carbon Footprint - 2013Document7 pagesGeopolymer - Carbon Footprint - 2013soulmateforeverforuNo ratings yet
- Fig. 16.8 Nanu With Bags Full of PurchasesDocument2 pagesFig. 16.8 Nanu With Bags Full of PurchasesKarnNo ratings yet
- Loctite EA E-120HP: Product Description MixedDocument3 pagesLoctite EA E-120HP: Product Description MixedRavi ModyNo ratings yet
- FIZIK - SUPERKONDUKTOR (Tingkatan 5)Document11 pagesFIZIK - SUPERKONDUKTOR (Tingkatan 5)Sakinah Izni IshakNo ratings yet
- WHAT Is Drying Shrinkage of Concrete?Document1 pageWHAT Is Drying Shrinkage of Concrete?ktbaluNo ratings yet
- Chemical Bonding (Theory) Module-2-1Document57 pagesChemical Bonding (Theory) Module-2-1Raju SinghNo ratings yet
- Stress Mechanics WikipediaDocument10 pagesStress Mechanics WikipediahiimrujuNo ratings yet
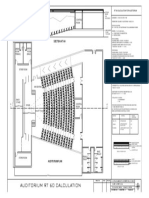
- RT 60 Calculation for AuditoriumDocument1 pageRT 60 Calculation for AuditoriumAniket WayalNo ratings yet