You might also like
- AWS D1.1/D1.1M Welder Qualification GuideDocument3 pagesAWS D1.1/D1.1M Welder Qualification GuideKrishna VachaNo ratings yet
- ASME Sec IX Tables and DiagramsDocument13 pagesASME Sec IX Tables and DiagramsEjaz AsgharNo ratings yet
- TableQW-461.9 Performance Qualification-Position and Diameter LimitationsDocument1 pageTableQW-461.9 Performance Qualification-Position and Diameter LimitationsMadidj_2014No ratings yet
- Mastodon - Burning ManDocument4 pagesMastodon - Burning Manwsimionato7541No ratings yet
- ASME BPVC 2023 Sect IX - FigurasDocument39 pagesASME BPVC 2023 Sect IX - FigurasJose Adrian Hernandez HernandezNo ratings yet
- All of Our PraisesDocument1 pageAll of Our PraisesAnton RoggensteinNo ratings yet
- Welders Qualification, According To Asme Sec IxDocument47 pagesWelders Qualification, According To Asme Sec Ixravi00098No ratings yet
- Welders Qualification, According To Asme Sec IxDocument47 pagesWelders Qualification, According To Asme Sec Ixaecf_13No ratings yet
- 1_ FormationsDocument8 pages1_ Formationscv13No ratings yet
- 4g Dertails As Per AWS D1.1Document2 pages4g Dertails As Per AWS D1.1vallirajuNo ratings yet
- Suitability of Wrought Alloys For AnodisingDocument1 pageSuitability of Wrought Alloys For Anodisingkaka**No ratings yet
- Rolling Stones-Honky Tonk Women PDFDocument11 pagesRolling Stones-Honky Tonk Women PDFJulien PremingerNo ratings yet
- Weezer - The World Has Turned and Left MeDocument5 pagesWeezer - The World Has Turned and Left MeborysanselmoNo ratings yet
- NeedDocument3 pagesNeedwankcungciNo ratings yet
- Bleed Fan SelectionDocument4 pagesBleed Fan Selectionomar abdullahNo ratings yet
- Hor1 Thedance TabDocument7 pagesHor1 Thedance Tab孛儿只斤阿斯根夫No ratings yet
- GC Series Corrosion Resistant Centrifugal FansDocument8 pagesGC Series Corrosion Resistant Centrifugal Fanssuan170No ratings yet
- CORKEN DLD Outline - Turbine - Pump - FF - ModelsDocument2 pagesCORKEN DLD Outline - Turbine - Pump - FF - ModelsJakub KjubNo ratings yet
- RTM Response - Tanduay - SRF #247 - PAF Ducting & Refrigerant Relocation at Fire Exit 2Document4 pagesRTM Response - Tanduay - SRF #247 - PAF Ducting & Refrigerant Relocation at Fire Exit 2Mark Joey DavidNo ratings yet
- Audio System, Multi-Display, Navigation System, Parking AssistDocument25 pagesAudio System, Multi-Display, Navigation System, Parking Assistdima65No ratings yet
- CVT and Shift Indicator, Engine ControlDocument20 pagesCVT and Shift Indicator, Engine ControlZM OhnNo ratings yet
- PDF p2h Stamper Dan Alkon - CompressDocument10 pagesPDF p2h Stamper Dan Alkon - CompressBanurusman BanuNo ratings yet
- 220KV Interconnection Details of Power Line With Bay at NSPCL, Cable Termination Yard, MSDS-IV & Msds-ViiDocument2 pages220KV Interconnection Details of Power Line With Bay at NSPCL, Cable Termination Yard, MSDS-IV & Msds-ViiBarun SinghNo ratings yet
- Mutiara 22 Stability CalculationDocument76 pagesMutiara 22 Stability CalculationKukuh ArasidyNo ratings yet
- Judas Priest - Rock You All Around The Wold BassDocument5 pagesJudas Priest - Rock You All Around The Wold BassEnrique Gomez DiazNo ratings yet
- qn1 Relay x34255000059Document3 pagesqn1 Relay x34255000059narasimha raoNo ratings yet
- Answers To Exercises 11Document5 pagesAnswers To Exercises 11Ali ZainNo ratings yet
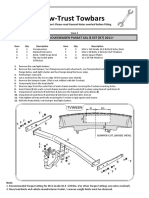
- Tow-Trust Towbars: Tvw6Sn Volkswagen Passat Sal & Est (B7) 2011Document1 pageTow-Trust Towbars: Tvw6Sn Volkswagen Passat Sal & Est (B7) 2011PaulNo ratings yet
- Rear fog light wiring diagramDocument5 pagesRear fog light wiring diagrammarquin84No ratings yet
- Paul McCartney - Band On The RunDocument14 pagesPaul McCartney - Band On The RunguillermoNo ratings yet
- 077135C 061 DD 0131 1407 1 0 PDFDocument2 pages077135C 061 DD 0131 1407 1 0 PDFมิตร อันมาNo ratings yet
- Greenheck RSF RSFPDocument4 pagesGreenheck RSF RSFPSAJADNo ratings yet
- Toyo Butterfly ValvesDocument20 pagesToyo Butterfly ValvesИгорьNo ratings yet
- Foghat - Driving WheelDocument17 pagesFoghat - Driving WheelEnrique RosasNo ratings yet
- IMSLP702907-PMLP1123350-!!!!!Eli S Cello Guitar S&PDocument5 pagesIMSLP702907-PMLP1123350-!!!!!Eli S Cello Guitar S&PTikhon ProstitovNo ratings yet
- WPS 02 PDFDocument2 pagesWPS 02 PDFZaidi100% (1)
- Is 2TRDocument1 pageIs 2TRalexander pintoNo ratings yet
- (TDB) DVM S IDU For Middle East (50Hz, R410A, ID) - Ver.3.1 Indoor UnitsDocument449 pages(TDB) DVM S IDU For Middle East (50Hz, R410A, ID) - Ver.3.1 Indoor UnitsGanesh SarcoNo ratings yet
- Steel Beam Design Flowchart EUROCODEDocument7 pagesSteel Beam Design Flowchart EUROCODELong Live TauNo ratings yet
- WPS 01Document2 pagesWPS 01ZaidiNo ratings yet
- DocumentDocument5 pagesDocumentmohammed siddiqNo ratings yet
- SCHEDULE MAINTENANCEDocument4 pagesSCHEDULE MAINTENANCEhusin akmalNo ratings yet
- Info Tecnica PekosDocument1 pageInfo Tecnica PekosRobertoNo ratings yet
- 077135C 061 DD 0131 1407 2 0 PDFDocument1 page077135C 061 DD 0131 1407 2 0 PDFมิตร อันมาNo ratings yet
- Audio System 6 Speaker w/o NavDocument3,670 pagesAudio System 6 Speaker w/o NavDomingo Arias Feliz100% (1)
- Super Slick Melodic Blues VOL.1: Long Story ShortDocument5 pagesSuper Slick Melodic Blues VOL.1: Long Story ShortIgor Caetano DinizNo ratings yet
- WPS 02Document2 pagesWPS 02ZaidiNo ratings yet
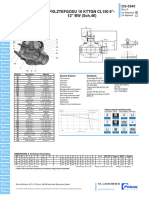
- BrayDocument2 pagesBrayOscar Horta PolaniaNo ratings yet
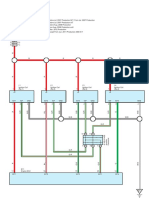
- Electrical wiring diagram for system circuitsDocument1 pageElectrical wiring diagram for system circuitsWaleed AlshgaaaNo ratings yet
- Andy James Circles Sand PDFDocument11 pagesAndy James Circles Sand PDFLeo PalaciosNo ratings yet
- Vivaldi Gloria 01Document2 pagesVivaldi Gloria 01Taki CamachoNo ratings yet
- Vivaldi Gloria 01Document2 pagesVivaldi Gloria 01Taki CamachoNo ratings yet
- Gloria in Excelsis Deo: AllegroDocument2 pagesGloria in Excelsis Deo: AllegroDiego EduardoNo ratings yet
- Gloria Vivaldi CompletoDocument23 pagesGloria Vivaldi CompletojavierNo ratings yet
- Vivaldi Gloria 01Document2 pagesVivaldi Gloria 01Slinky Nunes SuzartNo ratings yet
- Vivaldi's Gloria in excelsis DeoDocument2 pagesVivaldi's Gloria in excelsis DeoCristina SánchezNo ratings yet
- Guidelines For Welding Stainless Alloy Piping Part 2Document4 pagesGuidelines For Welding Stainless Alloy Piping Part 2kapsarcNo ratings yet
- Viking Material SpecsDocument12 pagesViking Material SpecskapsarcNo ratings yet
- Summary of Changes To ASME Section IX, 2021 Edition As Published in The Welding Journal, July, 2021Document6 pagesSummary of Changes To ASME Section IX, 2021 Edition As Published in The Welding Journal, July, 2021Menad SalahNo ratings yet
- PN 16 Flange EN1092Document2 pagesPN 16 Flange EN1092kapsarcNo ratings yet
- Pre Qualified WPSDocument1 pagePre Qualified WPSkapsarcNo ratings yet
- Guidelines For Welding Stainless Alloy Piping Part 1Document4 pagesGuidelines For Welding Stainless Alloy Piping Part 1kapsarcNo ratings yet
- Specification For PumpsDocument29 pagesSpecification For PumpsEmad Rakat100% (1)
- Inch to mm Conversion Chart: Fractional and Decimal InchesDocument1 pageInch to mm Conversion Chart: Fractional and Decimal InchesIvan SimeonNo ratings yet
- Boehler 2507 P100 Rutile E2594 16 Covered ElectrodeDocument1 pageBoehler 2507 P100 Rutile E2594 16 Covered ElectrodekapsarcNo ratings yet
- Pump SealDocument1 pagePump SealkapsarcNo ratings yet
- Piping IsoDocument1 pagePiping IsokapsarcNo ratings yet
- Drive Unit For PumpDocument1 pageDrive Unit For PumpkapsarcNo ratings yet
- One Week Look A Head PlanDocument1 pageOne Week Look A Head PlankapsarcNo ratings yet
- Pump Back Pressure RegulatorDocument1 pagePump Back Pressure RegulatorkapsarcNo ratings yet
- Horizontal Slurry PumpDocument1 pageHorizontal Slurry PumpkapsarcNo ratings yet
- Weld Joint Location in Pressure VesselDocument1 pageWeld Joint Location in Pressure VesselkapsarcNo ratings yet
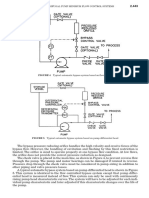
- Instrumentation Control For Pumps - 1Document1 pageInstrumentation Control For Pumps - 1kapsarcNo ratings yet
- Typical ARC Valve Bypass For PumpDocument1 pageTypical ARC Valve Bypass For PumpkapsarcNo ratings yet
- Vertical Dry Pit PumpDocument1 pageVertical Dry Pit PumpkapsarcNo ratings yet
- Construction Progress Report - 2Document2 pagesConstruction Progress Report - 2kapsarcNo ratings yet
- Slurry PumpDocument1 pageSlurry PumpkapsarcNo ratings yet
- Construction Progress Report - 1Document2 pagesConstruction Progress Report - 1kapsarcNo ratings yet
- Chemical Compositiopn of FCAW ElectrodesDocument1 pageChemical Compositiopn of FCAW ElectrodeskapsarcNo ratings yet
- Integral Flange FactorDocument1 pageIntegral Flange FactorkapsarcNo ratings yet
- Weld Joint Location in Pressure VesselDocument1 pageWeld Joint Location in Pressure VesselkapsarcNo ratings yet
- Delta Ferrite ContentDocument1 pageDelta Ferrite ContentkapsarcNo ratings yet
- Double Suction ImpellerDocument1 pageDouble Suction ImpellerkapsarcNo ratings yet
- Icp-Pd-102 - CPD - 202203Document22 pagesIcp-Pd-102 - CPD - 202203HalimNo ratings yet
- RT Acceptance Criteria For Pressure VesselDocument1 pageRT Acceptance Criteria For Pressure VesselkapsarcNo ratings yet
- Dynamic Compaction AnalysisDocument14 pagesDynamic Compaction AnalysisJack DoverNo ratings yet
- Hot WorkDocument5 pagesHot WorkjhoniNo ratings yet
- ASME High Pressure Boiler QuizDocument36 pagesASME High Pressure Boiler Quizmen100% (1)
- Physics: Mechanical Waves (3 Hours)Document11 pagesPhysics: Mechanical Waves (3 Hours)Nur Farhana SuhaimiNo ratings yet
- Fundamentals of Computational Fluid DynamicsDocument2 pagesFundamentals of Computational Fluid DynamicsZinsaisal BakriNo ratings yet
- Practical Design of Rudders - PARTB-1Document40 pagesPractical Design of Rudders - PARTB-1Shikha Bordia83% (6)
- SEM-9521E Vibrating ScreenDocument16 pagesSEM-9521E Vibrating ScreenRexx MexxNo ratings yet
- NLB 225Document2 pagesNLB 225Sergio Roberto Cabrera BurgosNo ratings yet
- Power Generation System With Low Enthalpy Geothermal Source:Kalina CycleDocument9 pagesPower Generation System With Low Enthalpy Geothermal Source:Kalina CycleInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Six Stroke Engine ModificationDocument6 pagesSix Stroke Engine Modificationabhijith thankachanNo ratings yet
- Catalogue: A C Ompan y of Ha Wle German y GR OupDocument62 pagesCatalogue: A C Ompan y of Ha Wle German y GR OupAlvin TombarevicNo ratings yet
- Anchor Block DesignDocument3 pagesAnchor Block Designrameshb308100% (1)
- Eye/Face Washes G1760: Guardian EquipmentDocument2 pagesEye/Face Washes G1760: Guardian Equipmenteisenbarger5607No ratings yet
- Colchester Alpha Brochure 2021Document7 pagesColchester Alpha Brochure 2021KhalilullahNo ratings yet
- Neuson 8002 RDDocument103 pagesNeuson 8002 RDPierpaolo GustinNo ratings yet
- COVID19 Airbus Asset PreservationDocument4 pagesCOVID19 Airbus Asset PreservationsebastienNo ratings yet
- Orrcon National Product Brochure - Low ResDocument76 pagesOrrcon National Product Brochure - Low ResFederico.IoriNo ratings yet
- Fan Coil Unit PPM ChecklistDocument2 pagesFan Coil Unit PPM Checklistobaidur_rehman_3No ratings yet
- Bonney Forge Catalogue PDFDocument105 pagesBonney Forge Catalogue PDFGustavo TorresNo ratings yet
- Dokumen - Tips Stenter-DryerDocument18 pagesDokumen - Tips Stenter-DryerchuyNo ratings yet
- Protection and Switchgear by U.A.Bakshi and M.V.Bakshi PDFDocument389 pagesProtection and Switchgear by U.A.Bakshi and M.V.Bakshi PDFRutuja patilNo ratings yet
- Support Detail PDFDocument139 pagesSupport Detail PDFSumanNo ratings yet
- Krishi Secunderabad 06-07-2019Document58 pagesKrishi Secunderabad 06-07-2019Basava SowmyaNo ratings yet
- Crd125-126 Diff Carrier - ReplacementDocument8 pagesCrd125-126 Diff Carrier - ReplacementPlanta Damiana2No ratings yet
- Comprehensive Hydraulics Exam QuestionsDocument1 pageComprehensive Hydraulics Exam QuestionsJordan MagalaNo ratings yet
- PSC Lecture NotesDocument32 pagesPSC Lecture NotesHaider Shah100% (1)
- Aw60 40le Zip in PDFDocument10 pagesAw60 40le Zip in PDFJosé Monteiro100% (2)
- 11 D Equipment Data SheetDocument4 pages11 D Equipment Data SheetFernando RomeroNo ratings yet
- ZDR FFR GBDocument26 pagesZDR FFR GBPetru Stefan100% (2)