You might also like
- Guided Bend Test Jig Dimension ASME 9Document3 pagesGuided Bend Test Jig Dimension ASME 9esamhamad50% (2)
- Aa 036322 001Document1 pageAa 036322 001petronashscribdidNo ratings yet
- CuplokDocument138 pagesCuplokfrog15100% (1)
- Released: Section A-ADocument2 pagesReleased: Section A-Agabriel__regioNo ratings yet
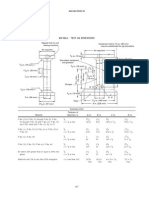
- Nozzle Dim 12th EdnDocument16 pagesNozzle Dim 12th EdnBTENo ratings yet
- Procedures For Rotational Capacity Testing of Galvanized ASTM A325 ..Document14 pagesProcedures For Rotational Capacity Testing of Galvanized ASTM A325 ..Sayed Diab AlsayedNo ratings yet
- Centralizer PDFDocument20 pagesCentralizer PDFfaridNo ratings yet
- SB 1197BDocument9 pagesSB 1197B80proofNo ratings yet
- Unprotected A3702003a 5Document1 pageUnprotected A3702003a 5kaveh-bahiraeeNo ratings yet
- CRD-C90 - Test For Transverse Shear StrengthDocument3 pagesCRD-C90 - Test For Transverse Shear StrengthWeff JingNo ratings yet
- System No. C-AJ-2342: F Rating - 3 HR T Rating - 0 HR W Rating - Class 1 (See Item 3B)Document2 pagesSystem No. C-AJ-2342: F Rating - 3 HR T Rating - 0 HR W Rating - Class 1 (See Item 3B)darwish.hiltiNo ratings yet
- Da 950068 002 PDFDocument1 pageDa 950068 002 PDFpremNo ratings yet
- PW Drilling and Sampling of Soil and Rock - 1Document12 pagesPW Drilling and Sampling of Soil and Rock - 1itng2527No ratings yet
- I S 4464 - 1985 (2004)Document18 pagesI S 4464 - 1985 (2004)Binoy Sankar Sarker100% (1)
- Cooper Lighting - Metalux: 2Ep3Gax SeriesDocument1 pageCooper Lighting - Metalux: 2Ep3Gax SeriesFreddieCastellanoNo ratings yet
- ABS Rules Steel Vessels Hull Construction and EquipmentDocument22 pagesABS Rules Steel Vessels Hull Construction and EquipmentCezar_Cavalcante100% (1)
- TMH-6 - ST6 PDFDocument6 pagesTMH-6 - ST6 PDFATHOLSCHWARZ100% (1)
- Min THK - R-3.13 - TEMA 9th EdDocument6 pagesMin THK - R-3.13 - TEMA 9th EdFebruady Harry WNo ratings yet
- MODELS 4, 6, 8 High-Capacity Strainers and FiltersDocument6 pagesMODELS 4, 6, 8 High-Capacity Strainers and Filterspeter2mNo ratings yet
- ANSUL Between Flanged ProportionersDocument2 pagesANSUL Between Flanged ProportionersAngel Mendieta100% (1)
- TRUFLO Compound Water MeterDocument4 pagesTRUFLO Compound Water MeterbaysidepddNo ratings yet
- (Issued 1 Mar. 1974) C R D - C 6 - 7 4 Method of Test For Remolding Effort of Freshly Mixed Concrete C6Document4 pages(Issued 1 Mar. 1974) C R D - C 6 - 7 4 Method of Test For Remolding Effort of Freshly Mixed Concrete C6Siddhesh Kamat MhamaiNo ratings yet
- Design and Testing of Underwater Thruster For SHRIMP ROV-ITBDocument8 pagesDesign and Testing of Underwater Thruster For SHRIMP ROV-ITBHollanda CocobearNo ratings yet
- Wire Rope SlingsDocument30 pagesWire Rope SlingsAmaka NwakobiNo ratings yet
- Tabela Completa Especificacao de TubulacaoDocument251 pagesTabela Completa Especificacao de TubulacaoAlessandre OliveiraNo ratings yet
- Natural Gas Pipe Sizing SectionDocument12 pagesNatural Gas Pipe Sizing SectiondpaoluccNo ratings yet
- Statistics 2 2012Document18 pagesStatistics 2 2012Naveen Kumar SinghNo ratings yet
- Grating AceroGrillDocument9 pagesGrating AceroGrillRafaelNo ratings yet
- Hvac DuctDocument28 pagesHvac DuctAhmed El TayebNo ratings yet
- R. Rajendran and K. Narasimhan - Linear Elastic Shock Response of Plane Plates Subjected To Underwater ExplosionDocument14 pagesR. Rajendran and K. Narasimhan - Linear Elastic Shock Response of Plane Plates Subjected To Underwater ExplosionYamveaNo ratings yet
- Strip LayoutDocument6 pagesStrip LayoutDinesh MuralitharanNo ratings yet
- Scaffolding & Form Works For SlabsDocument27 pagesScaffolding & Form Works For Slabssaleh ehmouda99No ratings yet
- PipelineDocument3 pagesPipelineKrystle FlowersNo ratings yet
- Astm D1586Document6 pagesAstm D1586Zachary Wooten100% (1)
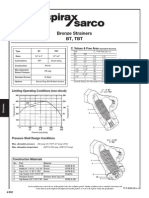
- Bronze Strainers BT, TBT: C Values & Free AreaDocument2 pagesBronze Strainers BT, TBT: C Values & Free AreabuddhansamratNo ratings yet
- DIMENSIONS (Inches) : Rebar Size US (Metric) Coupler Outside Diameter (In.)Document2 pagesDIMENSIONS (Inches) : Rebar Size US (Metric) Coupler Outside Diameter (In.)Marco Antonio Quispe BerrocalNo ratings yet
- AMICO - Grating Stair Tread SectionDocument12 pagesAMICO - Grating Stair Tread SectionwijayanataNo ratings yet
- Tower Crane Site Report - 031523aDocument3 pagesTower Crane Site Report - 031523a전우영No ratings yet
- Series 63 Round Bottom BoatsDocument54 pagesSeries 63 Round Bottom BoatsBozidar SaricNo ratings yet
- Handbook of Ballistic and Engineering Data For Ammunition Volume 1 USA 1950Document261 pagesHandbook of Ballistic and Engineering Data For Ammunition Volume 1 USA 1950Steve RothwellNo ratings yet
- Ibr BookDocument33 pagesIbr BookRaja JayachandranNo ratings yet
- Civil Engg II Mains 12Document24 pagesCivil Engg II Mains 12Basil Baby-PisharathuNo ratings yet
- Min. Nozzles Spacing API-650Document1 pageMin. Nozzles Spacing API-650jojo_323No ratings yet
- Sampling of Aggregates Fop For Aashto T 2Document230 pagesSampling of Aggregates Fop For Aashto T 2mjfprgcNo ratings yet
- Hull Optimization of DolnetterDocument29 pagesHull Optimization of DolnetterNikhil Ambattuparambil GopiNo ratings yet
- QB-452 Performance Qualification Specimens: QB-452.1 Peel or Section Tests - Butt, Scarf, Lap, Rabbet JointsDocument1 pageQB-452 Performance Qualification Specimens: QB-452.1 Peel or Section Tests - Butt, Scarf, Lap, Rabbet JointsAnonymous B7pghhNo ratings yet
- Es62 5aDocument28 pagesEs62 5aRichardReveloNo ratings yet
- Spin Prod 928088812Document2 pagesSpin Prod 928088812Josè Manuel Coronado SaucedoNo ratings yet
- 1757 1988Document4 pages1757 1988Ramesh BNo ratings yet
- RTI Titus CatalogueDocument20 pagesRTI Titus CatalogueSrikanth TagoreNo ratings yet
- ASME Code Case PautDocument10 pagesASME Code Case PautAnonymous kIrNuhNo ratings yet
- Quick & Easy Block Tool: 102 Rotary-Cut Quilt Blocks in 5 Sizes, Simple Cutting Charts, Helpful Reference, TablesFrom EverandQuick & Easy Block Tool: 102 Rotary-Cut Quilt Blocks in 5 Sizes, Simple Cutting Charts, Helpful Reference, TablesRating: 3 out of 5 stars3/5 (2)
- A Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsFrom EverandA Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsRating: 3 out of 5 stars3/5 (1)
- The Preparation of Illustrations for Reports of the United States Geological Survey: With Brief Descriptions of Processes of ReproductionFrom EverandThe Preparation of Illustrations for Reports of the United States Geological Survey: With Brief Descriptions of Processes of ReproductionNo ratings yet
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet