You might also like
- Indian Institute of Management Ahmedabad: Organizational Dynamics: Class-Participation AssignmentDocument5 pagesIndian Institute of Management Ahmedabad: Organizational Dynamics: Class-Participation AssignmentMNo ratings yet
- BMK1030Document66 pagesBMK1030Gilvan Junior80% (5)
- Market Demands and DutiesDocument20 pagesMarket Demands and Dutiesvarunragav85No ratings yet
- ASICS: Chasing A 2020 Vision - Case Study: Brief IntroductionDocument5 pagesASICS: Chasing A 2020 Vision - Case Study: Brief IntroductionRajat KumarNo ratings yet
- Donner Company Group3 SectionEDocument5 pagesDonner Company Group3 SectionEYash VermaNo ratings yet
- Donner Case Study - MBA 621 PDFDocument35 pagesDonner Case Study - MBA 621 PDFViswateja KrottapalliNo ratings yet
- Tts Product CatalogDocument156 pagesTts Product Catalogchubby_hippoNo ratings yet
- Case AnalysisDocument3 pagesCase AnalysisscoutaliNo ratings yet
- American Connector CompanyDocument9 pagesAmerican Connector CompanyAntariksha GangulyNo ratings yet
- Walt Disney Entertainment KingDocument7 pagesWalt Disney Entertainment KingInovasi daringNo ratings yet
- Indian ClothingDocument11 pagesIndian Clothingvarunragav85No ratings yet
- Donner Company Case AnalysisDocument5 pagesDonner Company Case Analysisarvinddj80% (5)
- Group 1 Donner Company CaseDocument7 pagesGroup 1 Donner Company CaseAjay Kumar100% (1)
- Cradle To Cradle Design at Herman Miller: by Group MDocument10 pagesCradle To Cradle Design at Herman Miller: by Group MParas AgarwalNo ratings yet
- Donner CompanyDocument11 pagesDonner Companymathilde_144100% (2)
- Donner Case FinalDocument6 pagesDonner Case FinalSwarojit SharmaNo ratings yet
- Ge S Two E28093 Decade TransformationDocument25 pagesGe S Two E28093 Decade Transformationgir_8100% (1)
- Chocolate CaseDocument4 pagesChocolate CaseAmol KatkarNo ratings yet
- QuestinnaireDocument32 pagesQuestinnairechirag aggarwalNo ratings yet
- Indian Restaurant Business PlanDocument22 pagesIndian Restaurant Business Planalbidaia60% (5)
- Donner CompanyDocument12 pagesDonner Companynikitajain021100% (2)
- LNG Basics: Juan Manuel Martín OrdaxDocument14 pagesLNG Basics: Juan Manuel Martín OrdaxToufik Ahmed100% (2)
- Transcript of Hewlett-Packard: The Flight of The Kittyhawk: Target MarketDocument7 pagesTranscript of Hewlett-Packard: The Flight of The Kittyhawk: Target Marketprerna004No ratings yet
- SMED in The Process Industries PDFDocument7 pagesSMED in The Process Industries PDFEduardo LópezNo ratings yet
- Donner Company Group7Document21 pagesDonner Company Group7Kulraj Singh100% (1)
- Toyota Case StudyDocument19 pagesToyota Case StudyDat BoiNo ratings yet
- Donner CompanyDocument4 pagesDonner CompanyFrancesco BrunoNo ratings yet
- Donner Case StudyDocument31 pagesDonner Case Studymathilde_144No ratings yet
- Donner Case StudyDocument35 pagesDonner Case Studyaaaa0408100% (2)
- Write Up - Case Study - Donner CompanyDocument6 pagesWrite Up - Case Study - Donner CompanyGanesh AroteNo ratings yet
- Donner Company 2Document6 pagesDonner Company 2Nuno Saraiva0% (1)
- Donner ReportDocument27 pagesDonner ReportmuruganandammNo ratings yet
- Brown BagDocument7 pagesBrown BagDeepika Pandey100% (1)
- BMDE Project Bigbasket FinalDocument7 pagesBMDE Project Bigbasket FinalMuskan ValbaniNo ratings yet
- Rain Industries: QIP-Pitch BookDocument20 pagesRain Industries: QIP-Pitch BookRanjith KumarNo ratings yet
- Hewlett-Packard: The Flight of The Kittyhawk: Case PresentationDocument4 pagesHewlett-Packard: The Flight of The Kittyhawk: Case Presentationsivajiprabhu2007No ratings yet
- Goli Vada Pav Is A VadaDocument7 pagesGoli Vada Pav Is A Vadaabramasw86No ratings yet
- Logistics of The Leisure Air Problem: Pittsburgh NewarkDocument7 pagesLogistics of The Leisure Air Problem: Pittsburgh NewarkVishal LuthraNo ratings yet
- Southwest Airlines MingchiDocument18 pagesSouthwest Airlines MingchiRishabh BhardwajNo ratings yet
- Wadeshwar Restaurants CaseDocument1 pageWadeshwar Restaurants CaseDinhkhanh NguyenNo ratings yet
- Ccbe CASE Presentation: Group 2Document13 pagesCcbe CASE Presentation: Group 2Rakesh SethyNo ratings yet
- Luminar-Leveraging Big Data Using Corporate Entrepreneurship"Document1 pageLuminar-Leveraging Big Data Using Corporate Entrepreneurship"Anna Budaeva100% (1)
- Leading Changes at Simmons Case StudyDocument9 pagesLeading Changes at Simmons Case StudyJanki SolankiNo ratings yet
- How GiveIndia OperatesDocument10 pagesHow GiveIndia OperatesalvesameerNo ratings yet
- Tata - FiatDocument18 pagesTata - FiatAbhishek PawarNo ratings yet
- PPTDocument3 pagesPPTKunal TibrewalNo ratings yet
- Q2 - Michigan Manufacturing CorporationDocument1 pageQ2 - Michigan Manufacturing Corporationmadhusmita mohantyNo ratings yet
- Donner Case Operations ManagementDocument3 pagesDonner Case Operations Managementleeladon0% (1)
- SecB Group11 MichiganDocument15 pagesSecB Group11 MichiganSuyash LoiwalNo ratings yet
- AqualisaDocument19 pagesAqualisaReza Kusuma100% (1)
- Adobe Case Study: Launching Creative Suite 3Document11 pagesAdobe Case Study: Launching Creative Suite 3sarangpetheNo ratings yet
- Weikang Pharmaceutical Co. LTD.: Presented By-Abhishek Ghosh Piyush Sharma Prabhakar DeputyDocument11 pagesWeikang Pharmaceutical Co. LTD.: Presented By-Abhishek Ghosh Piyush Sharma Prabhakar DeputyTrishala PandeyNo ratings yet
- Opening The Valve: From Software To Hardware: Session 6 Section B, Roll No. - P39071Document1 pageOpening The Valve: From Software To Hardware: Session 6 Section B, Roll No. - P39071NitishKhadeNo ratings yet
- Q.1What Is The Competitive Priorities For Synthite?: Input DataDocument4 pagesQ.1What Is The Competitive Priorities For Synthite?: Input DatarakeshNo ratings yet
- Café Betterfield - Optimising The Food MenuDocument8 pagesCafé Betterfield - Optimising The Food Menutrendygal 02No ratings yet
- USA Today CaseDocument10 pagesUSA Today CaseMasyitha MemesNo ratings yet
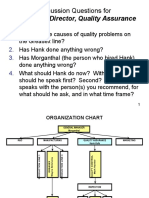
- Hank Kolb, Director, Quality Assurance: Discussion Questions ForDocument2 pagesHank Kolb, Director, Quality Assurance: Discussion Questions ForKautzar SatrioNo ratings yet
- Ques 1. How Hard Do You Think Installing Otisline Was in 1990?Document1 pageQues 1. How Hard Do You Think Installing Otisline Was in 1990?Rashmi RanjanNo ratings yet
- ExamDocument4 pagesExamAdvait BopardikarNo ratings yet
- Managing A Global TeamDocument17 pagesManaging A Global TeamAdil Huseyin HeymunNo ratings yet
- Scotts Miracle GroDocument10 pagesScotts Miracle GromsarojiniNo ratings yet
- Airstar Case Study 2Document2 pagesAirstar Case Study 2Z_RachidNo ratings yet
- ACC Vs DJC Case StudyDocument10 pagesACC Vs DJC Case StudyChalapathirao V DesirajuNo ratings yet
- Group 8 - Donner SolutionDocument4 pagesGroup 8 - Donner SolutionMayank MishraNo ratings yet
- Midterm ExamDocument167 pagesMidterm Examapi-297834433No ratings yet
- Technical Case Study PDFDocument4 pagesTechnical Case Study PDFMohamed Tarek OsmanNo ratings yet
- Mini Assignment 5Document7 pagesMini Assignment 5Nitesh KumarNo ratings yet
- Donner Case WorksheetDocument3 pagesDonner Case WorksheetZhuoqi LiNo ratings yet
- CH 07Document29 pagesCH 07varunragav85No ratings yet
- 10 Case Study - Moonchem: S A M B L CDocument2 pages10 Case Study - Moonchem: S A M B L CYong O Shin0% (1)
- Questionnaire 2-Wheeler RetailerDocument2 pagesQuestionnaire 2-Wheeler Retailervarunragav85100% (1)
- Portfolio ValueDocument1 pagePortfolio Valuevarunragav85No ratings yet
- Ind Niftylist 2606Document10 pagesInd Niftylist 2606varunragav85No ratings yet
- Portfolio PositionsDocument44 pagesPortfolio Positionsvarunragav85No ratings yet
- ForecastingDocument7 pagesForecastingvarunragav85No ratings yet
- Keti BerdzenishviliDocument2 pagesKeti BerdzenishviliKeti BerdzenishviliNo ratings yet
- Salinan Mobilephone - Wikipedia 5Document11 pagesSalinan Mobilephone - Wikipedia 5Yudi AdnanNo ratings yet
- Inghamton ILM Orporation Xpected ASH Ollections UgustDocument15 pagesInghamton ILM Orporation Xpected ASH Ollections UgustIsra' I. SweilehNo ratings yet
- ZoneLogix PRO Zone Controller User Guide Rev 1.0Document35 pagesZoneLogix PRO Zone Controller User Guide Rev 1.0Claimir GuinzelliNo ratings yet
- Pre-Feasibility Study: Potato Powder Manufacturing UnitDocument25 pagesPre-Feasibility Study: Potato Powder Manufacturing UnitRaffay WaseemNo ratings yet
- Witcher GenesysDocument2 pagesWitcher GenesysWojciech MarcinkowskiNo ratings yet
- Field Preventive Maintenance Program: PM3 Procedures Cover Such Items As Complete Tool Overhauls and Complete ToolDocument29 pagesField Preventive Maintenance Program: PM3 Procedures Cover Such Items As Complete Tool Overhauls and Complete ToolDivyansh Singh ChauhanNo ratings yet
- Air India Ticket PDFDocument3 pagesAir India Ticket PDFAshish KrNo ratings yet
- Softeng1-M03 (Tues) 2Document20 pagesSofteng1-M03 (Tues) 2Dann LaurteNo ratings yet
- ZK 6.5.0 Developer's ReferenceDocument539 pagesZK 6.5.0 Developer's ReferencemmsriharikeshNo ratings yet
- Uk Payment Markets SUMMARY 2020: June 2020Document8 pagesUk Payment Markets SUMMARY 2020: June 2020Ankit GuptaNo ratings yet
- Strongholds: Victor HurtadoDocument20 pagesStrongholds: Victor HurtadoKim LevrelNo ratings yet
- NPC Advisory Opinion On Consent 20180306Document2 pagesNPC Advisory Opinion On Consent 20180306Anezka Danett CortinaNo ratings yet
- NPN Plastic Power Transistor CDL13005D TO-220 Plastic PackageDocument4 pagesNPN Plastic Power Transistor CDL13005D TO-220 Plastic PackagekarimNo ratings yet
- E-Commerce Challenges and Solutions: June 2016Document5 pagesE-Commerce Challenges and Solutions: June 2016Dilshad MustafaNo ratings yet
- 319918Document4 pages319918Daniel BilickiNo ratings yet
- 24 - Spectra IV SE IPDocument10 pages24 - Spectra IV SE IPJulio César Olmos MoraNo ratings yet
- Unit 1Document1 pageUnit 1Aya Chahboun el KannouaNo ratings yet
- Kips Flp-4-Mdcat PDFDocument14 pagesKips Flp-4-Mdcat PDFAbdul Salam Baloch100% (1)
- Lrdi 09 - QDocument8 pagesLrdi 09 - QadhithiaNo ratings yet
- Center For Interpretation of Jewish Culture Isaac Cardoso - Gonçalo Byrne Arquitectos + Oficina Ideias em Linha - ArchDailyDocument16 pagesCenter For Interpretation of Jewish Culture Isaac Cardoso - Gonçalo Byrne Arquitectos + Oficina Ideias em Linha - ArchDailyGiulio PellettiNo ratings yet
- Module 5 Lab: Implementing Data Integrity: Exercise 1: Creating ConstraintsDocument9 pagesModule 5 Lab: Implementing Data Integrity: Exercise 1: Creating Constraintskossuth atillaNo ratings yet
- Short Practice Test 06 - (Hint & Solution) - Arjuna JEE 2024Document4 pagesShort Practice Test 06 - (Hint & Solution) - Arjuna JEE 2024anshukumar12976No ratings yet
- Mini MBA SyllubusDocument2 pagesMini MBA SyllubusBilly AuNo ratings yet
- Assignment/ TugasanDocument10 pagesAssignment/ TugasanIera ChanNo ratings yet