You might also like
- Cactus Wellhead PresentationDocument40 pagesCactus Wellhead Presentationchamaljs90% (10)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Surface Systems Wellhead Training File (10 Puntos)Document68 pagesSurface Systems Wellhead Training File (10 Puntos)Claudio Aguirre100% (13)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Basic Surface Wellhead SchoolDocument47 pagesBasic Surface Wellhead SchoolIWCF IADC100% (3)
- Well Head Running ProcedureDocument28 pagesWell Head Running Proceduretongsabai100% (10)
- SWE Training Manual PDFDocument371 pagesSWE Training Manual PDFALBERTO OLIVEROS100% (1)
- Basic Wellhead School 01Document47 pagesBasic Wellhead School 01Agung Doank Yess100% (6)
- Fundamentals of Gas Lift Engineering: Well Design and TroubleshootingFrom EverandFundamentals of Gas Lift Engineering: Well Design and TroubleshootingRating: 5 out of 5 stars5/5 (2)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- 196000-3710 TicoDocument9 pages196000-3710 TicoEdinson Ariel Chavarro Quintero100% (1)
- Topic 1 Well Surface EquipmentsDocument126 pagesTopic 1 Well Surface EquipmentsAjay Suri100% (1)
- Wellhead Equipment and Flow Control DevicesDocument40 pagesWellhead Equipment and Flow Control DevicesFranklyn Frank0% (1)
- Completion EquipmentsDocument16 pagesCompletion EquipmentsAngel Ngo100% (3)
- Well Head and X Mas TreeDocument3 pagesWell Head and X Mas TreeDipankar NathNo ratings yet
- Wellhead and Christmas Tree Components, Types, Functions and MoreDocument143 pagesWellhead and Christmas Tree Components, Types, Functions and MoreMohamed Abozeima98% (42)
- Wellhead and Producton Systems T3 Energy ServicesDocument49 pagesWellhead and Producton Systems T3 Energy Servicesramonaco100% (3)
- W200 Casing Design Day 2 PDFDocument84 pagesW200 Casing Design Day 2 PDFYosef Shaaban100% (1)
- Surface Operations in Petroleum Production, IIFrom EverandSurface Operations in Petroleum Production, IIRating: 3.5 out of 5 stars3.5/5 (2)
- Ascott Service Manual Iss I Part 1 PDFDocument42 pagesAscott Service Manual Iss I Part 1 PDFTamil Selvam100% (1)
- Return To Index: Spare Parts List Regulated Pump HPR 210-02Document37 pagesReturn To Index: Spare Parts List Regulated Pump HPR 210-02ezeizabarrenaNo ratings yet
- Mercury Outboard Motor Installation GuideDocument20 pagesMercury Outboard Motor Installation GuideMick Bissett100% (3)
- Wellhead Design SlideshowDocument38 pagesWellhead Design Slideshowrps1977100% (4)
- Well Head Chistmas TreeDocument9 pagesWell Head Chistmas TreeSatria 'igin' Girindra Nugraha100% (1)
- Wellhead AssemblyDocument39 pagesWellhead AssemblyAmit VermaNo ratings yet
- Well Completion TechniquesDocument91 pagesWell Completion Techniquesmts1234100% (7)
- FMC Conventional Wellhead ChartDocument1 pageFMC Conventional Wellhead Chartzapspaz67% (3)
- WellheadDocument39 pagesWellheadTahir Haroon50% (2)
- Lecture 2A Well Head EquipmentDocument25 pagesLecture 2A Well Head Equipmentnitesh kumarNo ratings yet
- FC WellheadDocument32 pagesFC WellheadEfe Alexander Orieka100% (2)
- WOM Wellhead and X-Mas ReferenceDocument22 pagesWOM Wellhead and X-Mas ReferenceAli Manshur100% (5)
- Cameron - Installation ProceduresDocument110 pagesCameron - Installation Proceduresmsu6383100% (8)
- Wellhead - Xmas TreeDocument22 pagesWellhead - Xmas Treekobijones88No ratings yet
- Wellheads and CasingDocument102 pagesWellheads and Casingdriller22100% (4)
- L04 - Christmas TreesDocument31 pagesL04 - Christmas TreesU Kyaw Kyaw Naing100% (9)
- Surface EquipmentDocument42 pagesSurface Equipmentixotee100% (1)
- Wellhead Operations and Maintenance CourseDocument65 pagesWellhead Operations and Maintenance CourseAbdelkhak KhallaNo ratings yet
- CGE654 - Lect 5 - Wellhead & X-MassDocument39 pagesCGE654 - Lect 5 - Wellhead & X-MassMuhammadHafizBaharuddin100% (1)
- Cameron Mudline Suspension SystemDocument10 pagesCameron Mudline Suspension SystemAbdelhalim BoutelliNo ratings yet
- Cameron-MBS-Multi-Bowl Wellhead System - CedipDocument6 pagesCameron-MBS-Multi-Bowl Wellhead System - CedipiswantmachooNo ratings yet
- Christmas TreeDocument5 pagesChristmas TreeBalanNo ratings yet
- Wellhead For Oil and Gas WellDocument49 pagesWellhead For Oil and Gas Wellerwan100% (3)
- Index: Product List SR. NODocument40 pagesIndex: Product List SR. NOch_yustinusNo ratings yet
- Altec Basic Gas Lift Training PDFDocument89 pagesAltec Basic Gas Lift Training PDFMauroNo ratings yet
- 11 A Type of Well CompletionsDocument14 pages11 A Type of Well CompletionsHeris Sitompul100% (2)
- L1 Intro Well CompletionDocument27 pagesL1 Intro Well CompletionVG100% (1)
- FMC Conventional Wellhead BreakdownDocument13 pagesFMC Conventional Wellhead Breakdownzapspaz100% (4)
- Safety ValvesDocument12 pagesSafety ValvesMuhammad Ahmed KhanNo ratings yet
- Esp Running ProceduresDocument12 pagesEsp Running ProceduresAhmedMohsenNo ratings yet
- RP-002393 Cab Comp Integral CameronDocument43 pagesRP-002393 Cab Comp Integral Cameronrps197775% (4)
- Well CompletionDocument25 pagesWell CompletionNeshav100% (7)
- Introduction To Drilling OperationsDocument36 pagesIntroduction To Drilling Operationsomer dafallahNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Advanced Water Injection for Low Permeability Reservoirs: Theory and PracticeFrom EverandAdvanced Water Injection for Low Permeability Reservoirs: Theory and PracticeRating: 4 out of 5 stars4/5 (2)
- Integrated Sand Management For Effective Hydrocarbon Flow AssuranceFrom EverandIntegrated Sand Management For Effective Hydrocarbon Flow AssuranceNo ratings yet
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- Common Well Control Hazards: Identification and CountermeasuresFrom EverandCommon Well Control Hazards: Identification and CountermeasuresRating: 4.5 out of 5 stars4.5/5 (4)
- Casing and Liners for Drilling and Completion: Design and ApplicationFrom EverandCasing and Liners for Drilling and Completion: Design and ApplicationRating: 5 out of 5 stars5/5 (3)
- 25871-Resato CR Recorder EngDocument3 pages25871-Resato CR Recorder EngflorinNo ratings yet
- Drilling Operation PDFDocument18 pagesDrilling Operation PDFflorinNo ratings yet
- WWC Technical Data BookDocument73 pagesWWC Technical Data BookMario BertoneriNo ratings yet
- Irp2 Completing and Servicing Critical Sour WellsDocument269 pagesIrp2 Completing and Servicing Critical Sour WellsflorinNo ratings yet
- Akron Style 4820 NewDocument3 pagesAkron Style 4820 Newluisa fernanda ordoñez casasNo ratings yet
- ME LAB MANUAL RevisedDocument64 pagesME LAB MANUAL RevisedClint Baring ArranchadoNo ratings yet
- SE - MINI PROJECT-PPT - Template-2Document13 pagesSE - MINI PROJECT-PPT - Template-2Durva YerunkarNo ratings yet
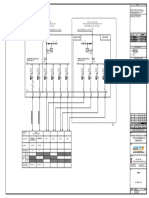
- Main Distribution Board Power by Ups: - DWG. BC1-2E42-004001 ReferDocument1 pageMain Distribution Board Power by Ups: - DWG. BC1-2E42-004001 ReferPhạm Trường XuânNo ratings yet
- Din 580Document1 pageDin 580Varun KumarNo ratings yet
- Transmission Mercedes LF 408 G&NBSP (309055)Document1 pageTransmission Mercedes LF 408 G&NBSP (309055)jehklaassenNo ratings yet
- AMW 2518 Parts ListDocument1,476 pagesAMW 2518 Parts ListMurthy YS100% (1)
- Sumner WeldingDocument48 pagesSumner WeldingfELIPENo ratings yet
- CGHJJJDocument2 pagesCGHJJJArnawama LegawaNo ratings yet
- Experiment No.: - Welding Procedure Specification (WPS) & Welder Performance Qualification (WPQ)Document12 pagesExperiment No.: - Welding Procedure Specification (WPS) & Welder Performance Qualification (WPQ)Vandan GundaleNo ratings yet
- Disassembly ProcedureDocument22 pagesDisassembly Procedureemuron fabianNo ratings yet
- BB5000 BB5FG Facing Grooving Head E1Document4 pagesBB5000 BB5FG Facing Grooving Head E1andreyNo ratings yet
- Attachment#4 DatasheetDocument13 pagesAttachment#4 DatasheetzhangNo ratings yet
- Q Series-1Document4 pagesQ Series-1williams vasquezNo ratings yet
- Rahuram ResumeDocument2 pagesRahuram ResumeChristan LNo ratings yet
- Design of Cold-Formed Steel Built-Up Closed Sections With Intermediate StiffenersDocument11 pagesDesign of Cold-Formed Steel Built-Up Closed Sections With Intermediate Stiffenersviveksp99No ratings yet
- Multipress S: Operating Manual 3.0, EnglishDocument76 pagesMultipress S: Operating Manual 3.0, EnglishiljacksoniiiNo ratings yet
- Ground AuxiliaryDocument1 pageGround AuxiliaryCarlo AlbitosNo ratings yet
- DILO Couplings DN20 C3105Document14 pagesDILO Couplings DN20 C3105lgaungNo ratings yet
- Performance Analysis of Coconut De-Shelling MachineDocument8 pagesPerformance Analysis of Coconut De-Shelling Machineayesh bandaraNo ratings yet
- Spare Parts Catalogue For New FL956FHRD2B2X1A302Document294 pagesSpare Parts Catalogue For New FL956FHRD2B2X1A302Anderson ArteagaNo ratings yet
- X Barrel OnlineDocument2 pagesX Barrel Onlinefernando aquinoNo ratings yet
- DR 600 Service PartsDocument8 pagesDR 600 Service PartsCentral HydraulicsNo ratings yet
- Valvula Alarma de 4 PulgadasDocument22 pagesValvula Alarma de 4 PulgadasRobertoNo ratings yet
- Cambridge Rocking Microtome ManualDocument11 pagesCambridge Rocking Microtome Manualjaava53100% (3)
- AnstarDocument49 pagesAnstarhanuman sharmaNo ratings yet