You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- YahamaYZF R3WiringDiagramDocument2 pagesYahamaYZF R3WiringDiagramluxorscorp75% (4)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
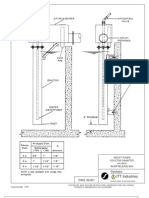
- Airlift Pump DWGDocument18 pagesAirlift Pump DWGravichandiran_a2001100% (2)
- Grid Computing FinalDocument18 pagesGrid Computing FinalRamya KashyapNo ratings yet
- ThemoDynamics For IitjeeDocument41 pagesThemoDynamics For Iitjeevarundhall19940% (1)
- IIT KharagpurDocument43 pagesIIT KharagpurVivek SambangiNo ratings yet
- Gatpu Me152l c3 Experiment 1Document18 pagesGatpu Me152l c3 Experiment 1Dikimbie Aldrei GatpuNo ratings yet
- Oee PDFDocument5 pagesOee PDFsdvikkiNo ratings yet
- Light Color ChartDocument4 pagesLight Color ChartMahipal Singh RaoNo ratings yet
- R01ds0272eu0100 Synergy SSP PDFDocument74 pagesR01ds0272eu0100 Synergy SSP PDFHarshil ShethNo ratings yet
- SPECIFICATION-TOLL ROAD - 8 APRIL 2015-ENGLISH UPLOADDocument456 pagesSPECIFICATION-TOLL ROAD - 8 APRIL 2015-ENGLISH UPLOADTaufik GeodetikNo ratings yet
- Bmitted To: Submitted By:: "DTMF Controlled Robot Without Microcontroller"Document9 pagesBmitted To: Submitted By:: "DTMF Controlled Robot Without Microcontroller"XtremeInfosoftAlwarNo ratings yet
- 2002 Trans TOCDocument5 pages2002 Trans TOCparand92No ratings yet
- Orb SampleDocument2 pagesOrb SampleChong Ching ShyanNo ratings yet
- B-62542en 01 060508 PDFDocument116 pagesB-62542en 01 060508 PDFprithiviNo ratings yet
- Rubber Design Bellows HT-LT Cat EnginesDocument46 pagesRubber Design Bellows HT-LT Cat EnginesJCNo ratings yet
- Pent Shed PlansDocument11 pagesPent Shed PlansRonney GuerraNo ratings yet
- Rubber Behaviour Static and DynamicDocument13 pagesRubber Behaviour Static and DynamicTamaduianu IoanNo ratings yet
- T-01 Purpose of and Reason For Structural InvestigationDocument15 pagesT-01 Purpose of and Reason For Structural InvestigationLimar SetstraNo ratings yet
- 006 Blasting TechnologyDocument5 pages006 Blasting TechnologyKenny CasillaNo ratings yet
- Flowcharts and PseudocodeDocument6 pagesFlowcharts and PseudocodeBrody MNo ratings yet
- HameedDocument45 pagesHameedHassan JavaidNo ratings yet
- Pile Cap - RC DesignDocument6 pagesPile Cap - RC DesignDinko NovakNo ratings yet
- Design of Reinforced Concrete Beam For Shear: By: Prof. Dr. Qaisar Ali Civil Engineering DepartmentDocument23 pagesDesign of Reinforced Concrete Beam For Shear: By: Prof. Dr. Qaisar Ali Civil Engineering DepartmentMansoor ur RehmanNo ratings yet
- System Administrator ResumeDocument2 pagesSystem Administrator ResumeUzo_79No ratings yet
- Industrial Building: A Steel Structural ConfigurationDocument13 pagesIndustrial Building: A Steel Structural Configurationvishal varshneyNo ratings yet
- Manohara Profile Lab Support EngineerDocument3 pagesManohara Profile Lab Support EngineerGiduthuri AdityaNo ratings yet
- Section 14 Guidelines For Traffic Control Plans and DetailsDocument29 pagesSection 14 Guidelines For Traffic Control Plans and Detailsمحمد عامرNo ratings yet
- Mechatronics ME5007Document5 pagesMechatronics ME5007Kalum ChandraNo ratings yet
- جدول كمياتDocument12 pagesجدول كمياتWeam Alajami100% (1)
- Instruction Manual Standing Fan: Model: SF-1467Document6 pagesInstruction Manual Standing Fan: Model: SF-1467tylerdurdaneNo ratings yet