You might also like
- ARCHERY How To Make A Wood-Fiberglass Laminate Recurve BowDocument14 pagesARCHERY How To Make A Wood-Fiberglass Laminate Recurve BowRick Gaines100% (20)
- The Dowel Arrow Handbook - Tomihama - NicholasDocument86 pagesThe Dowel Arrow Handbook - Tomihama - NicholasSyamil Yusuff100% (2)
- Harold Hoffman - Advanced Knife MakingDocument279 pagesHarold Hoffman - Advanced Knife Makinglrd111No ratings yet
- Knife Making 101 TextDocument19 pagesKnife Making 101 Textrace egrNo ratings yet
- 07 Pse OwnersguideDocument16 pages07 Pse OwnersguideDeton8R808100% (1)
- Make Your Own Crossbows & Etc - Mad Abe-OrganizerDocument172 pagesMake Your Own Crossbows & Etc - Mad Abe-OrganizerJosé Roberto Romeiro Abrahão100% (5)
- Making A Red Oak Board BowDocument51 pagesMaking A Red Oak Board BowStephen PoppleNo ratings yet
- Bladesmithing Compendium for Beginners: 3 Manuscripts for Beginner Bladesmiths and Knife MakersFrom EverandBladesmithing Compendium for Beginners: 3 Manuscripts for Beginner Bladesmiths and Knife MakersNo ratings yet
- Bladesmithing: 101 Bladesmithing Secrets: What Every Bladesmith Should Know Before Making His Next KnifeFrom EverandBladesmithing: 101 Bladesmithing Secrets: What Every Bladesmith Should Know Before Making His Next KnifeRating: 5 out of 5 stars5/5 (1)
- Traditional Bow Selection Guide - Hunter's FriendDocument3 pagesTraditional Bow Selection Guide - Hunter's FriendJonatasNo ratings yet
- Manual For Building A C. 40 Lbs. LongbowDocument7 pagesManual For Building A C. 40 Lbs. LongbowO/JNo ratings yet
- The Construction of Cross Bows and Other WeaponsDocument128 pagesThe Construction of Cross Bows and Other WeaponsO/J100% (6)
- My First Book of Knots: A Beginner's Picture Guide (180 color illustrations)From EverandMy First Book of Knots: A Beginner's Picture Guide (180 color illustrations)No ratings yet
- Boat Building Simplified - Being a Practical Guide to the 'Ashcroft' Method of Building, Rowing, Sailing and Motor BoatsFrom EverandBoat Building Simplified - Being a Practical Guide to the 'Ashcroft' Method of Building, Rowing, Sailing and Motor BoatsRating: 1 out of 5 stars1/5 (1)
- The Impossible Bow Building Archery BowDocument203 pagesThe Impossible Bow Building Archery Bowtitotren292% (13)
- Alternative Bow Woods 2004Document20 pagesAlternative Bow Woods 2004MoreMoseySpeed100% (3)
- Mongol Bow: External ImagesDocument5 pagesMongol Bow: External Imagesconovat100% (1)
- Making Folding Knives by Harold Hoffman (Action Book Publishers)Document78 pagesMaking Folding Knives by Harold Hoffman (Action Book Publishers)vbamain100% (3)
- Chu-Ko-Nu - The Manchurian Repeating CrossbowDocument7 pagesChu-Ko-Nu - The Manchurian Repeating CrossbowAri SudrajatNo ratings yet
- Making A Flemish BowstringDocument22 pagesMaking A Flemish BowstringKendo El SalvadorNo ratings yet
- Crossbow PlansDocument4 pagesCrossbow Planssuperscribed75% (4)
- Make An Atlatl and DartDocument8 pagesMake An Atlatl and Dartbluebelle2100% (1)
- Build Your CrossbowDocument5 pagesBuild Your CrossbowMazhar Talaat100% (5)
- ArcheryPast Catalog2008Document32 pagesArcheryPast Catalog2008James WadsworthNo ratings yet
- Build Your Own Crossbows Bows Blowguns Etc - Mad AbeDocument276 pagesBuild Your Own Crossbows Bows Blowguns Etc - Mad AbeJosé Roberto Romeiro Abrahão100% (23)
- How To Make A Recurve BowDocument7 pagesHow To Make A Recurve BowMark C100% (3)
- Braided Leather Knife Lanyard 2Document14 pagesBraided Leather Knife Lanyard 2César Zapata R100% (1)
- CrossbowsDocument5 pagesCrossbowstyrant88100% (3)
- Making A Longbow by Simon C B DayDocument6 pagesMaking A Longbow by Simon C B DayLeJlleNo ratings yet
- Taxidermy Vol. 12 Tanning - Outlining the Various Methods of TanningFrom EverandTaxidermy Vol. 12 Tanning - Outlining the Various Methods of TanningNo ratings yet
- The Home Blacksmith: Tools, Techniques, and 40 Practical Projects for the Blacksmith HobbyistFrom EverandThe Home Blacksmith: Tools, Techniques, and 40 Practical Projects for the Blacksmith HobbyistNo ratings yet
- Nets - How to Make, Mend and Preserve Them: Read Country BookFrom EverandNets - How to Make, Mend and Preserve Them: Read Country BookRating: 5 out of 5 stars5/5 (1)
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.From EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Rating: 5 out of 5 stars5/5 (1)
- Hunting with Muzzleloading Shotguns and Smoothbore Muskets: Smoothbores Let You Hunt Small Game, Big Game and Fowl with the Same GunFrom EverandHunting with Muzzleloading Shotguns and Smoothbore Muskets: Smoothbores Let You Hunt Small Game, Big Game and Fowl with the Same GunNo ratings yet
- Des Pawson's Knot Craft and Rope Mats: 60 Ropework Projects Including 20 Mat DesignsFrom EverandDes Pawson's Knot Craft and Rope Mats: 60 Ropework Projects Including 20 Mat DesignsRating: 4 out of 5 stars4/5 (2)
- Tools for Leatherwork - A Collection of Historical Articles on Leather ProductionFrom EverandTools for Leatherwork - A Collection of Historical Articles on Leather ProductionNo ratings yet
- X-Treme Muzzleloading: Fur, Fowl and Dangerous Game with Muzzleloading Rifles, Smoothbores and PistolsFrom EverandX-Treme Muzzleloading: Fur, Fowl and Dangerous Game with Muzzleloading Rifles, Smoothbores and PistolsRating: 5 out of 5 stars5/5 (1)
- Modern Archery - A Complete Handbook to the Sport and Guide to the Making and Care of EquipmentFrom EverandModern Archery - A Complete Handbook to the Sport and Guide to the Making and Care of EquipmentRating: 4 out of 5 stars4/5 (1)
- How to Trap and Snare - A Complete Manual for the Sportsman, Game Preserver and Amateur on the Art of Taking Animals and Birds in Traps, Snares and Nets with Numerous IllustrationsFrom EverandHow to Trap and Snare - A Complete Manual for the Sportsman, Game Preserver and Amateur on the Art of Taking Animals and Birds in Traps, Snares and Nets with Numerous IllustrationsNo ratings yet
- Make Your Own Knife Handles: Step-by-Step Techniques for Customizing Your BladeFrom EverandMake Your Own Knife Handles: Step-by-Step Techniques for Customizing Your BladeNo ratings yet
- Crafts and Skills of the Native Americans: Tipis, Canoes, Jewelry, Moccasins, and MoreFrom EverandCrafts and Skills of the Native Americans: Tipis, Canoes, Jewelry, Moccasins, and MoreRating: 3.5 out of 5 stars3.5/5 (4)
- Fencing for the Farmstead - Containing Information on the Carpentry Involved in Building FencesFrom EverandFencing for the Farmstead - Containing Information on the Carpentry Involved in Building FencesNo ratings yet
- The Science of Trapping: Old-Time Lessons on Catching Animals for FurFrom EverandThe Science of Trapping: Old-Time Lessons on Catching Animals for FurNo ratings yet
- Practical Blacksmithing - A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright": Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex Forgings - Volume IFrom EverandPractical Blacksmithing - A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright": Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex Forgings - Volume INo ratings yet
- Practical Blacksmithing - A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright": Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex Forgings - Volume IIIFrom EverandPractical Blacksmithing - A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright": Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex Forgings - Volume IIINo ratings yet
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsFrom EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsNo ratings yet
- A Beginner’s Guide to Trapping: Trapping Tips and TechniquesFrom EverandA Beginner’s Guide to Trapping: Trapping Tips and TechniquesRating: 2 out of 5 stars2/5 (1)
- Media and Information Literacy (Mil)Document16 pagesMedia and Information Literacy (Mil)Marissa TrinidadNo ratings yet
- ICAR2023 Poster Abstract Submission-JALDocument5 pagesICAR2023 Poster Abstract Submission-JALLola GómezNo ratings yet
- Environmetal Science Ste 7 Quarter 1 Module 1 2Document7 pagesEnvironmetal Science Ste 7 Quarter 1 Module 1 2LA SamonteNo ratings yet
- Present Perfect ContinuousDocument2 pagesPresent Perfect ContinuousEgly TorrealbaNo ratings yet
- Performance Review & CounselingDocument17 pagesPerformance Review & CounselingAbimanyu NNNo ratings yet
- Case Studies On Major Concepts: PerfusionDocument37 pagesCase Studies On Major Concepts: PerfusionJek Dela CruzNo ratings yet
- Price Discrimination Under Monopoly: Types, Degrees and Other DetailsDocument18 pagesPrice Discrimination Under Monopoly: Types, Degrees and Other DetailsSanchit BabbarNo ratings yet
- Lal SL P1 SpecDocument4 pagesLal SL P1 SpecJoonNo ratings yet
- LDM2 Evaluation Quick Guide For INSTRUCTIONAL COACHESDocument31 pagesLDM2 Evaluation Quick Guide For INSTRUCTIONAL COACHESLudovina Calcaña50% (2)
- Traffic Engineering Determination of Optimum Cycle length-IRC MethodDocument6 pagesTraffic Engineering Determination of Optimum Cycle length-IRC MethodNishanth NishiNo ratings yet
- Doanh Nhan Sai Gon 2016Document24 pagesDoanh Nhan Sai Gon 2016Chung NguyễnNo ratings yet
- Sae Ams QQ A 225 9a 2014Document7 pagesSae Ams QQ A 225 9a 2014Sinan ChenNo ratings yet
- Case THE INTERNATIONALISATION OF KALYANI GROUP Module 2Document2 pagesCase THE INTERNATIONALISATION OF KALYANI GROUP Module 2vijay50% (2)
- Module 3 - Parts of System Unit and Their FunctionsDocument9 pagesModule 3 - Parts of System Unit and Their Functionsjussan roaring100% (6)
- LP Fletcher Denglisch For Better KnowersDocument25 pagesLP Fletcher Denglisch For Better KnowersmarimarxanNo ratings yet
- Financial Analysis Shell PakistanDocument17 pagesFinancial Analysis Shell PakistanYasir Bhatti100% (1)
- Non Otis Field Manual: Basic Maintenance TasksDocument19 pagesNon Otis Field Manual: Basic Maintenance Taskseduardo100% (2)
- Mosfets Ic Basics Gate Problems Part II 001Document22 pagesMosfets Ic Basics Gate Problems Part II 001ayush guptaNo ratings yet
- Management Accountants. Classify Each of The End-Of-Year Games (A-G) As (I) AcceptableDocument3 pagesManagement Accountants. Classify Each of The End-Of-Year Games (A-G) As (I) AcceptableRhea OraaNo ratings yet
- Factors Determining Term Deposit Purchases: How A Bank Can Get Other People's MoneyDocument59 pagesFactors Determining Term Deposit Purchases: How A Bank Can Get Other People's MoneyebeNo ratings yet
- Histology - Nerve Tissue and The Nervous SystemDocument21 pagesHistology - Nerve Tissue and The Nervous SystemDan UvarovNo ratings yet
- Occupational Health NursingDocument7 pagesOccupational Health NursingCris Laurence PabustanNo ratings yet
- DLP in ScienceDocument4 pagesDLP in ScienceTabada Nicky67% (3)
- Choke Beans, Stems & SeatsDocument4 pagesChoke Beans, Stems & Seatscrni rokoNo ratings yet
- Security Dowans High Court LondonDocument3 pagesSecurity Dowans High Court LondonSarah HermitageNo ratings yet
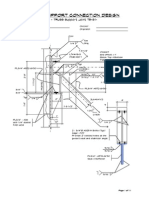
- Truss Support Connection Design T5-S1Document11 pagesTruss Support Connection Design T5-S1rajedmaglinteNo ratings yet
- Kushal Kala: Treasuring, Managing and Rewarding People Towards BettermentDocument9 pagesKushal Kala: Treasuring, Managing and Rewarding People Towards BettermentManigandan SrinivasaNo ratings yet
- Chapter 6 - Potential Sweep MethodsDocument14 pagesChapter 6 - Potential Sweep Methodsfireworks_47No ratings yet
- SlabReplacementGuidelines AllDocument90 pagesSlabReplacementGuidelines AllVíctor DávilaNo ratings yet
- SCHX1014 - Chemical Engineering Thermodynamics - Unit 3Document17 pagesSCHX1014 - Chemical Engineering Thermodynamics - Unit 3Shanmuga PriyaNo ratings yet