You might also like
- E. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesDocument7 pagesE. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesVinh Do ThanhNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Ball Mill Heating and CoolingDocument19 pagesBall Mill Heating and CoolingMehmet CNo ratings yet
- Evaluating Deaerator OperationDocument5 pagesEvaluating Deaerator OperationYanuar KrisnahadiNo ratings yet
- Ejector Vaccum SystemsDocument2 pagesEjector Vaccum SystemsMargaito VelasquezNo ratings yet
- Chapter 8 Refrigerant Containment Recovery, Recycling, and ReclamationDocument8 pagesChapter 8 Refrigerant Containment Recovery, Recycling, and ReclamationJose MendozaNo ratings yet
- HPAC - Evaluating Deaerator OperationDocument5 pagesHPAC - Evaluating Deaerator Operationghostamir100% (1)
- Update On Infrared Applications For Steam Turbine Condenser SystemsDocument8 pagesUpdate On Infrared Applications For Steam Turbine Condenser SystemsRajAnandNo ratings yet
- Specifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013Document7 pagesSpecifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013sebas_vNo ratings yet
- 200 TOP MOST CHEMICAL ENGINEERING Interview Questions and Answers CHEMICAL Engineering Interview Questions and AnswersDocument21 pages200 TOP MOST CHEMICAL ENGINEERING Interview Questions and Answers CHEMICAL Engineering Interview Questions and Answersmahendra shakya100% (1)
- Module 2 - Boilers - Steam SystemDocument29 pagesModule 2 - Boilers - Steam Systemmadan karkiNo ratings yet
- 2009-08 EMOs For Cooling SystemsDocument4 pages2009-08 EMOs For Cooling Systemsnikola ilicNo ratings yet
- Oxygen and Others Measurement Extraction Boiler by SWANengDocument5 pagesOxygen and Others Measurement Extraction Boiler by SWANengJimmyJhoeNo ratings yet
- Sampling Points and Parameters For LP Steam Generators CT 2020Document9 pagesSampling Points and Parameters For LP Steam Generators CT 2020moiNo ratings yet
- 13 - Oxygen Removal From Boiler WaterDocument12 pages13 - Oxygen Removal From Boiler Waterarunkumar23101100% (1)
- Unesco - Eolss Sample Chapters: Vacuum Creating EquipmentDocument7 pagesUnesco - Eolss Sample Chapters: Vacuum Creating Equipmentahmed nawaz100% (1)
- 308 HRSG 2Document5 pages308 HRSG 2Eduardo Sarria SuazoNo ratings yet
- Key ComponentsDocument17 pagesKey ComponentsRussel John Morillo QuerubinNo ratings yet
- Drexelbrook H2O Cut Analyzer 420-0017-057 PDFDocument6 pagesDrexelbrook H2O Cut Analyzer 420-0017-057 PDFmfcramerNo ratings yet
- Thermax BoilerDocument10 pagesThermax Boileramitrawal0100% (1)
- Deaerators in Industrial Steam Systems: Additional BenefitsDocument5 pagesDeaerators in Industrial Steam Systems: Additional BenefitsNaNo ratings yet
- Cooling Tower ManualDocument11 pagesCooling Tower Manualياسر نديمNo ratings yet
- Diabatic Cooling CHILLERDocument4 pagesDiabatic Cooling CHILLERRaaannNo ratings yet
- 150 Chemical Engineering Interview QuestionsDocument40 pages150 Chemical Engineering Interview QuestionsCheenee SiringanNo ratings yet
- DG220020Document8 pagesDG220020Luis GonzalezNo ratings yet
- Steam Condensate Drainage OptionsDocument6 pagesSteam Condensate Drainage Optionssatishchemeng100% (2)
- Best Practices DesaereatorDocument34 pagesBest Practices Desaereatordavidmacana100% (4)
- Condenser Oxygen ControlDocument6 pagesCondenser Oxygen Controlhappale2002No ratings yet
- Specifying Shell and Tube Heat ExchangersDocument10 pagesSpecifying Shell and Tube Heat ExchangersMicheal BrooksNo ratings yet
- I3 Steam Systems 16 20Document5 pagesI3 Steam Systems 16 20balaibesartekstilNo ratings yet
- Design Guidelines For A Successful Steam Desuperheater InstallationDocument6 pagesDesign Guidelines For A Successful Steam Desuperheater Installation련서긔No ratings yet
- Thailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Document29 pagesThailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Prakasit Juangpanich100% (1)
- Internal Epoxy Coating in Surface CondenserDocument14 pagesInternal Epoxy Coating in Surface CondenserChaudhari SanketNo ratings yet
- Don' T Look at Precondensers in A VacuumDocument3 pagesDon' T Look at Precondensers in A VacuumchublackNo ratings yet
- NGL Fractionation Part 1 483KBDocument4 pagesNGL Fractionation Part 1 483KBlutfi awnNo ratings yet
- Ejector FunctionsDocument8 pagesEjector Functionsuyire8100% (1)
- ASHRAE Journal - How To Design & Control Waterside Economizers-TaylorDocument7 pagesASHRAE Journal - How To Design & Control Waterside Economizers-TaylorsajuhereNo ratings yet
- Instruction Manual - Type 798 - Direct Contact Spray CondenserDocument4 pagesInstruction Manual - Type 798 - Direct Contact Spray CondenserRoberto GomezNo ratings yet
- Cuproplex Cleaning of GeneratorDocument20 pagesCuproplex Cleaning of GeneratorJayanath Nuwan SameeraNo ratings yet
- Reverse Osmosis Model #R44 Installation InstructionsDocument40 pagesReverse Osmosis Model #R44 Installation InstructionsWatts100% (1)
- Chemical Engineering Questions and AnswersDocument28 pagesChemical Engineering Questions and AnswersbabulubalaNo ratings yet
- US FEMP Water Efficiency For LaboratoriesDocument12 pagesUS FEMP Water Efficiency For LaboratoriesjuruterasamNo ratings yet
- Guidelines For Produced Water Evaporators in SAGD 2007Document16 pagesGuidelines For Produced Water Evaporators in SAGD 2007pipedown456No ratings yet
- Cleaning Air Cooled Condensers Improve PerformanceDocument8 pagesCleaning Air Cooled Condensers Improve PerformanceKroya HunNo ratings yet
- Equipment and System Dehydrating, Charging, and Testing: Related Commercial ResourcesDocument7 pagesEquipment and System Dehydrating, Charging, and Testing: Related Commercial ResourcesBurning TrainNo ratings yet
- Deaerator Troubleshooting and Preventive Maintenance - Engineering Equipment IndiaDocument5 pagesDeaerator Troubleshooting and Preventive Maintenance - Engineering Equipment IndiasambhuNo ratings yet
- Steam Trap ManualDocument61 pagesSteam Trap Manualbarrysmith77No ratings yet
- Lab 06Document8 pagesLab 06Areeba NaqviNo ratings yet
- MD Radzuan A Rahman - PM - TUGASANDocument4 pagesMD Radzuan A Rahman - PM - TUGASANSyafiz NawawiNo ratings yet
- Aph FireDocument25 pagesAph Firesekhar_ntpcNo ratings yet
- COND Cleaning and Leakage Inspection PDFDocument11 pagesCOND Cleaning and Leakage Inspection PDFprakashNo ratings yet
- CondCooling-Tower-Fundamentalsenser Cooling SystemsDocument3 pagesCondCooling-Tower-Fundamentalsenser Cooling SystemsMohamed ZaghloulNo ratings yet
- Non Condensable GasDocument4 pagesNon Condensable GasSherwin AgootNo ratings yet
- Maintenance of HVACDocument47 pagesMaintenance of HVACab_s5036No ratings yet
- Steam Stripper: Review The Revamp: Installation Failings and Other Issues Can Impair PerformanceDocument5 pagesSteam Stripper: Review The Revamp: Installation Failings and Other Issues Can Impair PerformancerahulNo ratings yet
- Condenser - Valuable Book PDFDocument6 pagesCondenser - Valuable Book PDFRajesh OwaiyarNo ratings yet
- Cooling Technology Institute: Design and Operation of A Counterflow Fill and Nozzle Test Cell: Challenges and SolutionsDocument12 pagesCooling Technology Institute: Design and Operation of A Counterflow Fill and Nozzle Test Cell: Challenges and SolutionsScribdakiotto100% (1)
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Modelling and Simulation of A Direct Contact Rotary DryerDocument16 pagesModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNo ratings yet
- Tỷ số air-fuel lý tưởng (14.7)Document9 pagesTỷ số air-fuel lý tưởng (14.7)Vinh Do ThanhNo ratings yet
- Studies On Drying Kinetics of Solids in A Rotary DryerDocument6 pagesStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNo ratings yet
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocument12 pagesAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNo ratings yet
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocument8 pagesModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNo ratings yet
- Dryer CalculationsDocument4 pagesDryer CalculationsVinh Do Thanh0% (1)
- Ansi B16-104Document1 pageAnsi B16-104Monica Suarez100% (1)
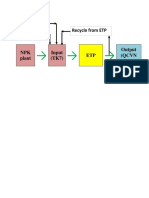
- Recycle From ETP Make Up H2O DAP, UreaDocument1 pageRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNo ratings yet
- PEP Report 267A: Ihs ChemicalDocument8 pagesPEP Report 267A: Ihs ChemicalVinh Do ThanhNo ratings yet
- Aoac - Methods.1.1990. MoistureDocument2 pagesAoac - Methods.1.1990. MoistureVinh Do ThanhNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- Tinh Luong Nuoc Bay HoiDocument22 pagesTinh Luong Nuoc Bay HoiVinh Do ThanhNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- CRACKER A PC Based Simulator For Industr PDFDocument6 pagesCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhNo ratings yet
- Estimating Evaporation From Water SurfacesDocument27 pagesEstimating Evaporation From Water SurfacesVinh Do ThanhNo ratings yet
- Metal Price IndexDocument1 pageMetal Price IndexVinh Do ThanhNo ratings yet
- Equivalent Grades of Cast IronsDocument2 pagesEquivalent Grades of Cast IronsVinh Do Thanh100% (1)
- Application of Excel in Psychrometric AnalysisDocument20 pagesApplication of Excel in Psychrometric AnalysisVinh Do ThanhNo ratings yet
- DRS 279-2015 Organic Fertilizer - SpecificationDocument17 pagesDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNo ratings yet
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocument25 pagesHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhNo ratings yet
- MCCM 69 3 s192-197 KrauseDocument6 pagesMCCM 69 3 s192-197 KrauseVinh Do ThanhNo ratings yet
- 8D Problem Solving Worksheet: AQDEF.406Document8 pages8D Problem Solving Worksheet: AQDEF.406Vinh Do ThanhNo ratings yet