You might also like
- Turner Compact Plus Transmission ManualDocument74 pagesTurner Compact Plus Transmission Manualbeto06100% (8)
- Electrogalvanized Steel SheetDocument34 pagesElectrogalvanized Steel SheetEstuardoANo ratings yet
- Reduce Your Engineering Drawing Errors: Preventing The Most Common MistakesDocument8 pagesReduce Your Engineering Drawing Errors: Preventing The Most Common MistakesMomentum PressNo ratings yet
- Group 12 Constant Mesh Manual GearboxDocument57 pagesGroup 12 Constant Mesh Manual GearboxBirhanu Asfaw75% (4)
- Plastic Gears: Size WiseDocument4 pagesPlastic Gears: Size Wise28192175100% (1)
- Accesorios Roscados para PlásticosDocument32 pagesAccesorios Roscados para PlásticosjbertralNo ratings yet
- Self-Tapping Screws How To ChooseDocument3 pagesSelf-Tapping Screws How To ChooseoarmstroNo ratings yet
- Unit-V Design of Moulds Molding PartsDocument8 pagesUnit-V Design of Moulds Molding Partsyuvaraj4509No ratings yet
- Moldflow: A Tool To Predict Post-Molding ProblemsDocument47 pagesMoldflow: A Tool To Predict Post-Molding ProblemspraveenmanturNo ratings yet
- Ultrasonic Welding: Search Products Markets Innovations Library Certificates SalesDocument2 pagesUltrasonic Welding: Search Products Markets Innovations Library Certificates SalessyuepiNo ratings yet
- Overmolding GuidelinesDocument18 pagesOvermolding GuidelinesRJCIIINo ratings yet
- CastingDocument74 pagesCastingParth Maldhure100% (1)
- List All ChemicalsDocument360 pagesList All ChemicalsDaniel Pulido RojasNo ratings yet
- Brushless MotorsDocument3 pagesBrushless MotorsHossam DawoodNo ratings yet
- ME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)Document23 pagesME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)mhafizanNo ratings yet
- Ejector PinsDocument21 pagesEjector PinssyazwanmahadzirNo ratings yet
- Products GuideDocument12 pagesProducts GuideWK SinnNo ratings yet
- DFM CH 3Document44 pagesDFM CH 3Trâp A NâtïøñNo ratings yet
- Engineered PlasticsDocument61 pagesEngineered Plastics고병석No ratings yet
- Plastic Processing ResourcesDocument9 pagesPlastic Processing ResourcesRatul MohsinNo ratings yet
- Layout and Design: Hot Runner GuideDocument15 pagesLayout and Design: Hot Runner Guidenam0% (1)
- Injection MouldingDocument16 pagesInjection Mouldingramesh.rao3192No ratings yet
- Injection Moulding Defects: BlisterDocument10 pagesInjection Moulding Defects: BlisterAmith S KaratkarNo ratings yet
- Topic 1 - Mechanical Fastening 2Document11 pagesTopic 1 - Mechanical Fastening 2nazirulhakimNo ratings yet
- Design of Family Mould Tool For Plastic BoxDocument4 pagesDesign of Family Mould Tool For Plastic BoxEditor IJTSRDNo ratings yet
- Mould TechnologyDocument5 pagesMould TechnologyAkshay SarodeNo ratings yet
- Product Design For Manual AssemblyDocument95 pagesProduct Design For Manual AssemblySengottaiyan MalaisamyNo ratings yet
- ExDocument32 pagesExGeetha SakthiNo ratings yet
- DIN - ASME - STANDARD - HeadsDocument3 pagesDIN - ASME - STANDARD - HeadsHong Dae YoonNo ratings yet
- CatalogDocument235 pagesCatalogcustomerx50% (4)
- Loctite - 2011 - Design Guide For Bonding PlasticsDocument100 pagesLoctite - 2011 - Design Guide For Bonding PlasticsPieter van der MeerNo ratings yet
- Sheet Metal Guide MateDocument72 pagesSheet Metal Guide MateRAI MUNDONo ratings yet
- Plastic Material Selection GuideDocument2 pagesPlastic Material Selection GuideGopinath VeNo ratings yet
- New Injection Molding Machine SY200 I PDFDocument5 pagesNew Injection Molding Machine SY200 I PDFkamelNo ratings yet
- Fasteners Vol1 TocDocument3 pagesFasteners Vol1 TocLucas Willian100% (2)
- Tooling Vision: Important Points For Plastic Product Design That Facilitate Tool MakingDocument27 pagesTooling Vision: Important Points For Plastic Product Design That Facilitate Tool Makingapi-19968843No ratings yet
- Manufacturing of GearsDocument47 pagesManufacturing of GearsMuhammad UmarNo ratings yet
- Hardness Conversion TableDocument14 pagesHardness Conversion TableArun KumarNo ratings yet
- Mold Flow Analysis GuideDocument7 pagesMold Flow Analysis Guidesaurav0000999100% (1)
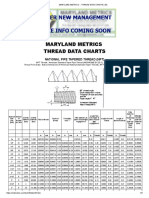
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNo ratings yet
- Formosa Ldpe Data SheetDocument5 pagesFormosa Ldpe Data SheetBasant AGarwalNo ratings yet
- Mold Flow AnalysisDocument30 pagesMold Flow AnalysisArun PrasadNo ratings yet
- Metal Injection MouldingDocument1 pageMetal Injection Mouldingkranthi1992No ratings yet
- Hot Dip Galvanizing of Sheet Metal-SpangleDocument6 pagesHot Dip Galvanizing of Sheet Metal-SpangleAgustine SetiawanNo ratings yet
- Testing and Analysis of FastenersDocument11 pagesTesting and Analysis of FastenersIJRASETPublicationsNo ratings yet
- TPU Drying GuideDocument16 pagesTPU Drying GuideBang QuachNo ratings yet
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesFrom EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesNo ratings yet
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingFrom EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingNo ratings yet
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentFrom EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentNo ratings yet
- SolidWorks 2017 Black Book: SolidWorks Black BookFrom EverandSolidWorks 2017 Black Book: SolidWorks Black BookRating: 3.5 out of 5 stars3.5/5 (3)
- Design for additive manufacturing A Clear and Concise ReferenceFrom EverandDesign for additive manufacturing A Clear and Concise ReferenceNo ratings yet
- A Practical Guide to the Selection of High-Temperature Engineering ThermoplasticsFrom EverandA Practical Guide to the Selection of High-Temperature Engineering ThermoplasticsNo ratings yet
- Multiphase Flow in Polymer ProcessingFrom EverandMultiphase Flow in Polymer ProcessingChang HanRating: 1 out of 5 stars1/5 (1)
- Preferred PartsDocument1 pagePreferred PartsA_JANNESNo ratings yet
- 1030 Lecture Assign3 - MultiviewDocument3 pages1030 Lecture Assign3 - MultiviewA_JANNESNo ratings yet
- Clearance Holes + ToleranceDocument1 pageClearance Holes + ToleranceA_JANNESNo ratings yet
- Clearance Holes + ToleranceDocument1 pageClearance Holes + ToleranceA_JANNESNo ratings yet
- Mechanical Overhaul Procedures For Hydroelectric Units: Facilities Instructions, Standards, and Techniques Volume 2-7Document58 pagesMechanical Overhaul Procedures For Hydroelectric Units: Facilities Instructions, Standards, and Techniques Volume 2-7anshikas_4100% (1)
- Brake AdjustersDocument18 pagesBrake AdjustersMarlon MontenegroNo ratings yet
- Gearbox VolvoDocument34 pagesGearbox VolvoPPD PSENo ratings yet
- Chapater FourDocument12 pagesChapater Fourmohmed4731No ratings yet
- SKF - Ozyska Slizgowe Kompozytowe ENGDocument60 pagesSKF - Ozyska Slizgowe Kompozytowe ENGdragNo ratings yet
- 00 - Handouts - Machine UndercarriageDocument200 pages00 - Handouts - Machine UndercarriageReza Syailendra100% (1)
- PDF 6a MHIDocument28 pagesPDF 6a MHIRiahi RezegNo ratings yet
- 191cDocument0 pages191cSahaya GrinspanNo ratings yet
- 7Document6 pages7George GuerreroNo ratings yet
- ASE AutoGuide 2011 WEB PDFDocument84 pagesASE AutoGuide 2011 WEB PDFKen Hull100% (2)
- RWD 4 Speed: JP (Automatic Transmissions) LTDDocument8 pagesRWD 4 Speed: JP (Automatic Transmissions) LTDAlfredoNo ratings yet
- Installation Manual: 18-5/8" Slip Lock X 20-3/4" 3K Starter Head AssemblyDocument9 pagesInstallation Manual: 18-5/8" Slip Lock X 20-3/4" 3K Starter Head Assemblyhaoues23No ratings yet
- Desarme Regulador PSG PalenaDocument39 pagesDesarme Regulador PSG PalenaJorge EspinozaNo ratings yet
- Wheel End - Heavy Duty 807-515: Includes Ref#'S 2-4,6-11,16, 20, & 28-31 INCLUDES REF#'S 12-15, 19, 21, 22, 24, AND 29Document4 pagesWheel End - Heavy Duty 807-515: Includes Ref#'S 2-4,6-11,16, 20, & 28-31 INCLUDES REF#'S 12-15, 19, 21, 22, 24, AND 29МаксNo ratings yet
- 1K 2K Technician's GuideDocument68 pages1K 2K Technician's GuideJohn Michael100% (2)
- New Tribological WaysDocument516 pagesNew Tribological WaysoperationmanagerNo ratings yet
- MF 200-Series Workshop Sec WatDocument0 pagesMF 200-Series Workshop Sec WatSelmirije2No ratings yet
- Vista Explodida Fechador SacosDocument10 pagesVista Explodida Fechador SacosRafaelGomesNo ratings yet
- Perkins: Engine: 1006E-6TW CC6.60Document2 pagesPerkins: Engine: 1006E-6TW CC6.60Apri Alhaddad100% (1)
- Kobelco Sk210lc-6e Dynamic Acera Mark 6 BrochureDocument8 pagesKobelco Sk210lc-6e Dynamic Acera Mark 6 BrochureAbelardo PinaNo ratings yet
- Repair Parts Index 1800F 1900FDocument16 pagesRepair Parts Index 1800F 1900FFrancisco ManriquezNo ratings yet
- Ditch Witch Replacement Parts 3A4F32679E5DDDocument74 pagesDitch Witch Replacement Parts 3A4F32679E5DDTriplelNo ratings yet
- 01 Emissionized EngineDocument42 pages01 Emissionized EnginevixentdNo ratings yet
- Sonnax Vol 8Document108 pagesSonnax Vol 8Peps Ren100% (3)
- 6S750 SpareParts1 PDFDocument10 pages6S750 SpareParts1 PDFLuisYFer1No ratings yet
- Tajima TMFD-C IIDocument73 pagesTajima TMFD-C IIVictor Thiago PrissaoNo ratings yet
- GGB Datasheet GAR-MAX FRC US-LtrDocument2 pagesGGB Datasheet GAR-MAX FRC US-LtrWilliam PeeleNo ratings yet
- Woodward Ug40d GovernorDocument4 pagesWoodward Ug40d Governorbuat akun100% (2)