You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Self-Taught ProgrammerDocument299 pagesThe Self-Taught Programmerimrancenakk100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Aromantic Guide To Making Your Own Skin Hair and Body Care Products - 4th Edition - Ebook-1 PDFDocument118 pagesThe Aromantic Guide To Making Your Own Skin Hair and Body Care Products - 4th Edition - Ebook-1 PDFAN Marcos100% (9)
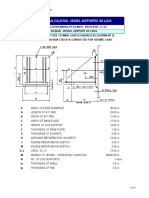
- Lug Support DesignDocument11 pagesLug Support Designimrancenakk100% (6)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Principles of Hydrostatic Pressures - Advance Engineering Mathematics ReviewDocument2 pagesPrinciples of Hydrostatic Pressures - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- 10 Secrets To A Great BodyDocument16 pages10 Secrets To A Great BodyimrancenakkNo ratings yet
- Skirt Support DesignDocument8 pagesSkirt Support Designimrancenakk100% (2)
- NSPM 12 Guidelines Guidelines For Assessment, Audit and Accreditation of Fumigation Agencies For Undertaking Methyl Bromide FumigationDocument46 pagesNSPM 12 Guidelines Guidelines For Assessment, Audit and Accreditation of Fumigation Agencies For Undertaking Methyl Bromide FumigationimrancenakkNo ratings yet
- Castor Wheel CatalogueDocument12 pagesCastor Wheel CatalogueimrancenakkNo ratings yet
- Shaft DeflectionDocument15 pagesShaft Deflectionfreek_jamesNo ratings yet
- Assessment of Local Strain Field in Adhesive Layer of An Unsymmetrically Repaired CFRP Panel Using Digital Image CorrelationDocument13 pagesAssessment of Local Strain Field in Adhesive Layer of An Unsymmetrically Repaired CFRP Panel Using Digital Image CorrelationimrancenakkNo ratings yet
- Agitator Vessel (Design&Costing)Document34 pagesAgitator Vessel (Design&Costing)imrancenakk100% (2)
- Manometers - Advance Engineering Mathematics ReviewDocument2 pagesManometers - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Towards Optimization of Patch Shape On The Performance of Bonded Composite Repair Using FEMDocument11 pagesTowards Optimization of Patch Shape On The Performance of Bonded Composite Repair Using FEMimrancenakkNo ratings yet
- Rectilinear Translation - Moving Vessel - Advance Engineering Mathematics ReviewDocument2 pagesRectilinear Translation - Moving Vessel - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Analysis of Gravity Dam - Advance Engineering Mathematics ReviewDocument3 pagesAnalysis of Gravity Dam - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Problem 04 - Bernoulli's Energy Theorem - Advance Engineering Mathematics ReviewDocument1 pageProblem 04 - Bernoulli's Energy Theorem - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Problem 03 - Bernoulli's Energy Theorem - Advance Engineering Mathematics ReviewDocument2 pagesProblem 03 - Bernoulli's Energy Theorem - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Variation of Pressure With Depth in A Fluid - Advance Engineering Mathematics ReviewDocument2 pagesVariation of Pressure With Depth in A Fluid - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- 014 Review Problem - Weight of Concrete Surge Chamber When Full of Water - Solid Geometry ReviewDocument1 page014 Review Problem - Weight of Concrete Surge Chamber When Full of Water - Solid Geometry ReviewimrancenakkNo ratings yet
- 05 Depth of Water in Which Pressure Is 200 Kpa - Advance Engineering Mathematics ReviewDocument1 page05 Depth of Water in Which Pressure Is 200 Kpa - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- 013 Review Problem - Volume of Water Inside The Venturi Meter - Solid Geometry ReviewDocument2 pages013 Review Problem - Volume of Water Inside The Venturi Meter - Solid Geometry ReviewimrancenakkNo ratings yet
- 016 Radius of The Sphere Circumscribing A Regular Triangular Pyramid - Solid Geometry ReviewDocument2 pages016 Radius of The Sphere Circumscribing A Regular Triangular Pyramid - Solid Geometry ReviewimrancenakkNo ratings yet
- Spherical Trigonometry - ReviewDocument2 pagesSpherical Trigonometry - ReviewimrancenakkNo ratings yet
- 013 Insciribed and Circumscribed Sphere About A Cube - Volume Comparison - Solid Geometry ReviewDocument2 pages013 Insciribed and Circumscribed Sphere About A Cube - Volume Comparison - Solid Geometry ReviewimrancenakkNo ratings yet
- Example 001 - Sum and Difference of Two Angles 2 - Plane Trigonometry ReviewDocument1 pageExample 001 - Sum and Difference of Two Angles 2 - Plane Trigonometry ReviewimrancenakkNo ratings yet
- Depth of Water in Conical Tank in Upright and Inverted Positions - Solid Geometry ReviewDocument2 pagesDepth of Water in Conical Tank in Upright and Inverted Positions - Solid Geometry ReviewimrancenakkNo ratings yet
- Similar Figures - Solid Geometry ReviewDocument1 pageSimilar Figures - Solid Geometry ReviewimrancenakkNo ratings yet
- Summary of Trigonometric Identities - Plane Trigonometry ReviewDocument1 pageSummary of Trigonometric Identities - Plane Trigonometry ReviewimrancenakkNo ratings yet
- Vestamin IPD e PDFDocument3 pagesVestamin IPD e PDFEldhose ChackochanNo ratings yet
- Pulse-Chase Primer: The Meselson-Stahl ExperimentDocument4 pagesPulse-Chase Primer: The Meselson-Stahl ExperimentKitty ChenNo ratings yet
- ENCH 665 Session 3, IntroductionDocument12 pagesENCH 665 Session 3, Introductionlamptey nathanielNo ratings yet
- 222-307-012K EMD 30 Grau TRDocument2 pages222-307-012K EMD 30 Grau TRszafakNo ratings yet
- Review: Oxidative Alkene Cleavage by Chemical and Enzymatic MethodsDocument15 pagesReview: Oxidative Alkene Cleavage by Chemical and Enzymatic MethodsExsel Winata 1890001No ratings yet
- D1686 - 10 Standard Test Method For Color of Solid Aro PDFDocument3 pagesD1686 - 10 Standard Test Method For Color of Solid Aro PDFJacques Blueq100% (1)
- Aldehydes and Ketones PDFDocument28 pagesAldehydes and Ketones PDFAniruddha KawadeNo ratings yet
- Pesticides - Future Prospects of Biopesticides: Department of Chemical EngineeringDocument17 pagesPesticides - Future Prospects of Biopesticides: Department of Chemical EngineeringSahil ParateNo ratings yet
- Simultaneous Extraction of Bioactive Limonoid Aglycones and Glucoside From Citrus Aurantium L. Using HydrotropyDocument5 pagesSimultaneous Extraction of Bioactive Limonoid Aglycones and Glucoside From Citrus Aurantium L. Using Hydrotropyjohn4jNo ratings yet
- Lab Report 2 Sku 3043Document7 pagesLab Report 2 Sku 3043Nelviana NahNo ratings yet
- Degradation of Low-Density Polyethylene Film Exposed To UV Radiation in Four EnvironmentsDocument11 pagesDegradation of Low-Density Polyethylene Film Exposed To UV Radiation in Four EnvironmentsDevita AmeliaNo ratings yet
- Investigate of Parameter Setting in Plastic Injection MoldingDocument28 pagesInvestigate of Parameter Setting in Plastic Injection MoldingAnurag Srivastava100% (1)
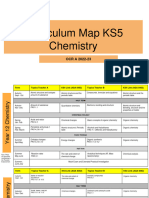
- KS5 Chemistry OCR A Curriculum Map 2022Document4 pagesKS5 Chemistry OCR A Curriculum Map 2022ghbydcqyf2No ratings yet
- Air Pollution and ControlDocument16 pagesAir Pollution and ControlMeo BulilisNo ratings yet
- GATE 1992 - Question Paper TF: Textile Engineering and Fiber ScienceDocument19 pagesGATE 1992 - Question Paper TF: Textile Engineering and Fiber ScienceChandra Deep MishraNo ratings yet
- Plastic Waste Management Rule 2016Document27 pagesPlastic Waste Management Rule 2016Gurudas VisputeNo ratings yet
- Lab 12 An Aldol Reaction-The Synthesis of TetraphenylcyclopentadienoneDocument11 pagesLab 12 An Aldol Reaction-The Synthesis of TetraphenylcyclopentadienoneMoisésSenaNo ratings yet
- Major ProjectDocument29 pagesMajor ProjectSiri SiriNo ratings yet
- Glufosinate Basic Techical FactsDocument3 pagesGlufosinate Basic Techical FactsAgrotech ChemicalsNo ratings yet
- Addmixtures PDFDocument15 pagesAddmixtures PDFMihir patelNo ratings yet
- Biosintesis FlavonoidDocument44 pagesBiosintesis Flavonoidfriezqa ayuNo ratings yet
- MetabolismDocument71 pagesMetabolismBabylyn Austria100% (1)
- Simulacion Con Superpro PDFDocument6 pagesSimulacion Con Superpro PDFEsteban Charria GironNo ratings yet
- I. Introduction-A. Background of The StudyDocument6 pagesI. Introduction-A. Background of The StudyMocha100% (1)
- Effect of Chlorophyll and Anthocyanin On The Secondary Bonds of Poly Methyl Methacrylate (Pmma)Document8 pagesEffect of Chlorophyll and Anthocyanin On The Secondary Bonds of Poly Methyl Methacrylate (Pmma)International Jpurnal Of Technical Research And ApplicationsNo ratings yet
- Risk Assessment of Non-Listed Substances (NLS) and Not-Intentionally Added Substances (Nias) Under Article 19Document19 pagesRisk Assessment of Non-Listed Substances (NLS) and Not-Intentionally Added Substances (Nias) Under Article 19Nancy DanielNo ratings yet
- Chapter 6 Properties of HaloalkaneDocument5 pagesChapter 6 Properties of HaloalkaneRen Liew Jia QingNo ratings yet
- PropaneDocument6 pagesPropaneFERNANDO JOSE NOVAESNo ratings yet
- 5990 4547en PDFDocument16 pages5990 4547en PDFMario_126No ratings yet