You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Weekly HSE Inspection Form-MTHLDocument138 pagesWeekly HSE Inspection Form-MTHLdeepak925No ratings yet
- Laboratory Equipment ListDocument15 pagesLaboratory Equipment Listdeepak925No ratings yet
- MML3 - F12 - Laboratory Evaluation ReportDocument3 pagesMML3 - F12 - Laboratory Evaluation Reportdeepak925No ratings yet
- MTHL CO C P1 GL TS 0814 SignedDocument10 pagesMTHL CO C P1 GL TS 0814 Signeddeepak925No ratings yet
- Batching Plnet ReportDocument6 pagesBatching Plnet Reportdeepak925No ratings yet
- Structure ChecklistDocument59 pagesStructure Checklistdeepak9250% (1)
- Borehole Status.Document7 pagesBorehole Status.deepak925No ratings yet
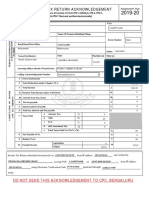
- Indian Income Tax Return Acknowledgement: Do Not Send This Acknowledgement To CPC, BengaluruDocument1 pageIndian Income Tax Return Acknowledgement: Do Not Send This Acknowledgement To CPC, Bengalurudeepak925No ratings yet
- 01MTHL Timesheet Format Jan 19 - MIKHAILDocument1 page01MTHL Timesheet Format Jan 19 - MIKHAILdeepak925No ratings yet
- 1939-Coal Tar Epoxy-Berger PaintsDocument1 page1939-Coal Tar Epoxy-Berger Paintsdeepak925No ratings yet
- Q. Provided Year End Summary of Actual Performance Against Set Goals Specifically Provide Thoughtful Detail About What Results Were AchievedDocument2 pagesQ. Provided Year End Summary of Actual Performance Against Set Goals Specifically Provide Thoughtful Detail About What Results Were Achieveddeepak925No ratings yet
- Guidelines On WaterproofingDocument45 pagesGuidelines On Waterproofingdeepak925100% (1)
- Geometry Formulas: Areas and Perimeters Sketch Area PerimeterDocument2 pagesGeometry Formulas: Areas and Perimeters Sketch Area PerimeterKelvinSNo ratings yet
- Irc - Gov.in - sp.058.1999 - Guidelines For Use of Fly Ash Is Road EmbankmentsDocument40 pagesIrc - Gov.in - sp.058.1999 - Guidelines For Use of Fly Ash Is Road Embankmentsprashant singhNo ratings yet