You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Offshore Oil and Gas Industry - Abbreviations and AcronymsDocument40 pagesOffshore Oil and Gas Industry - Abbreviations and Acronymsmadonnite3781No ratings yet
- Civil Thumb RuleDocument255 pagesCivil Thumb RuleankurNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- BLD 208 Building Maitenance Final CombinedDocument65 pagesBLD 208 Building Maitenance Final CombinedVietHungCao100% (5)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 11th Edition Brick BookDocument128 pages11th Edition Brick BookalecossepNo ratings yet
- Cut-Off Drain Details Hong Kong Ic2401fDocument1 pageCut-Off Drain Details Hong Kong Ic2401fGnabBangNo ratings yet
- Analysis of Autoclaved Aerated Concrete (AAC) Blocks With Reference To Its Potential and SustainabilityDocument12 pagesAnalysis of Autoclaved Aerated Concrete (AAC) Blocks With Reference To Its Potential and SustainabilityDheeraj RanganathNo ratings yet
- MS 1314-4-2004 Amd 1 - 2012 FullpdfDocument2 pagesMS 1314-4-2004 Amd 1 - 2012 FullpdfGnabBangNo ratings yet
- Earthworks COntent PageDocument1 pageEarthworks COntent PageGnabBangNo ratings yet
- Checklist - Intrepretation of CIU Test - NoRDocument7 pagesChecklist - Intrepretation of CIU Test - NoRGnabBangNo ratings yet
- Design and Performance of Tubular Steel ScaffoldingDocument16 pagesDesign and Performance of Tubular Steel ScaffoldingGnabBang100% (1)
- Certificate of Compliance and Completion CCC - CFO - PSPDocument3 pagesCertificate of Compliance and Completion CCC - CFO - PSPGnabBangNo ratings yet
- Handrailing For Maintenance Stairway Hong Kong Ic2103jDocument1 pageHandrailing For Maintenance Stairway Hong Kong Ic2103jGnabBangNo ratings yet
- Specification For Rock ExcavationDocument12 pagesSpecification For Rock ExcavationGnabBangNo ratings yet
- Military Soils Engineering Ch1Document25 pagesMilitary Soils Engineering Ch1GnabBangNo ratings yet
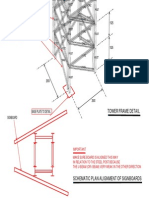
- Ad Signboard FrameDocument1 pageAd Signboard FrameGnabBangNo ratings yet
- Jetty Fender RepairDocument5 pagesJetty Fender RepairGnabBangNo ratings yet
- Piling Pile OKA PC - PilesDocument4 pagesPiling Pile OKA PC - PilesGnabBangNo ratings yet
- MS1314 PART1 - 2004-Table 1Document1 pageMS1314 PART1 - 2004-Table 1GnabBangNo ratings yet
- Chapter 5 Specification-1Document27 pagesChapter 5 Specification-1Sarisa DesharNo ratings yet
- Geopolymer Bricks Using M-SandDocument6 pagesGeopolymer Bricks Using M-SanddhavamanidossNo ratings yet
- Criticism of Current Seismic Design and Construction Practice in Venezuela: A Bleak PerspectiveDocument14 pagesCriticism of Current Seismic Design and Construction Practice in Venezuela: A Bleak PerspectiveLissette PérezNo ratings yet
- Innovations and Technologies in Construction Selected Papers of BUILDINTECH BIT 2022 (Sergey Vasilyevich KlyuevDocument423 pagesInnovations and Technologies in Construction Selected Papers of BUILDINTECH BIT 2022 (Sergey Vasilyevich KlyuevMarcelo ProtzNo ratings yet
- BricksDocument19 pagesBricksMayank JoshiNo ratings yet
- FEIN MF 14-180 Construction Cutter.Document4 pagesFEIN MF 14-180 Construction Cutter.RameetNo ratings yet
- Bricklaying or Stone Laying MortarDocument3 pagesBricklaying or Stone Laying MortarBensoyNo ratings yet
- ASTMDocument4 pagesASTMJonathan SFNo ratings yet
- Division Office ComplexDocument221 pagesDivision Office ComplexAnonymous ghNUgC1100% (1)
- Dipping TanksDocument8 pagesDipping TanksSaid Ahmed SalemNo ratings yet
- نکات کلیدی برای انجنیران ساحویDocument22 pagesنکات کلیدی برای انجنیران ساحویMarsila SultaniNo ratings yet
- Bid Addendum Report: 105 Road Division BiratnagarDocument8 pagesBid Addendum Report: 105 Road Division Biratnagarnitish JhaNo ratings yet
- Is Code 4326Document37 pagesIs Code 4326Santosh PotdarNo ratings yet
- Pre-Test: Instruction: Read The Following Questions or Statements. Write RIGHT If The Statements AreDocument29 pagesPre-Test: Instruction: Read The Following Questions or Statements. Write RIGHT If The Statements AreJulie Fe de AlcaNo ratings yet
- Hybrid Hoffman KilnDocument60 pagesHybrid Hoffman Kilnshariar_siddiquiNo ratings yet
- Dome Shell HomeDocument10 pagesDome Shell HomeChelseaNo ratings yet
- Esign of Masonry Structures - Civil Multiple Choice Questions and Answers List - MCQs Preparation For Engineering Competitive ExamsDocument10 pagesEsign of Masonry Structures - Civil Multiple Choice Questions and Answers List - MCQs Preparation For Engineering Competitive ExamsPrashant SunagarNo ratings yet
- Building Technology and Materials Sem 1 Lesson PlanDocument2 pagesBuilding Technology and Materials Sem 1 Lesson PlanshwetaNo ratings yet
- Recent Technology of Coke Oven Refractories: Technical ReportDocument8 pagesRecent Technology of Coke Oven Refractories: Technical ReportAmit Kumar DasNo ratings yet
- Uel Sugarcrete Slab Report - 7 Nov 2022Document85 pagesUel Sugarcrete Slab Report - 7 Nov 2022Eng_RochaNo ratings yet
- Fixed Chimney-Bull's Trench KilnDocument9 pagesFixed Chimney-Bull's Trench KilnadagooodNo ratings yet
- Quantity Survey Methods in Buildings: by V.R.K.MurtyDocument101 pagesQuantity Survey Methods in Buildings: by V.R.K.MurtyRatnesh PatelNo ratings yet
- An Experimental Study On The Strength & Characteristics of Eco-Bricks From Garbage DumpDocument5 pagesAn Experimental Study On The Strength & Characteristics of Eco-Bricks From Garbage DumpZaireen LargaNo ratings yet
- Topic: Lintels Materials and Principles of ConstructionDocument9 pagesTopic: Lintels Materials and Principles of ConstructionSanjay KumarNo ratings yet
- Sound Wall GuideDocument96 pagesSound Wall GuideyichihchNo ratings yet
- Design of Major BridgeDocument201 pagesDesign of Major BridgeAlpesh JogranaNo ratings yet